Разработка и опытная апробация методики контроля паяных соединений жидкостных ракетных двигателей

Автор: Костюхин Александр Сергеевич, Фдоров Алексей Владимирович, Прохорович Владимир Евгеньевич, Павлухин Евгений Александрович
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Методические основы совершенствования проектирования и производства технических систем
Статья в выпуске: 1 (55), 2021 года.
Бесплатный доступ
Для контроля паяных соединений камер жидкостных ракетных двигателей (ЖРД) предложено использовать ультразвуковой эхо-метод. Проведена апробация предложенного метода в различных вариантах его аппаратной реализации на экспериментальных образцах и образцах с искусственными дефектами.
Неразрушающий контроль, паяные соединения, ультразвуковой эхо-метод, ультразвук
Короткий адрес: https://sciup.org/148318865
IDR: 148318865 | УДК: 621.5
Development and experimental testing of the method of control of soldered joints of liquid rocket engines
To control the soldered joints of liquid rocket engine chambers (LRE), it is proposed to use the ultrasonic echo method. The proposed method was tested in various versions of its hardware implementation on experimental samples and samples with artificial defects.
Текст научной статьи Разработка и опытная апробация методики контроля паяных соединений жидкостных ракетных двигателей
К качеству паяных соединений предъявляются высокие требования по надежности. Это связано с высокотемпературными режимами работы ЖРД и соответствующими высокими нагрузками, при которых наличие в структуре соединения дефекта может привести к разрушению всего изделия. Характерными дефектами паяных соединений камер ЖРД являются неспай и непропай. Величина раскрытия неспая и непропая точно не установлена, однако, по предварительным оценкам, она может составлять для неспая порядка нескольких микрометров, а для непропая — нескольких десятков микрометров. Как показывает практика минимальный размер площади неспая (непропая), который необходимо выявлять, составляет около 1 мм2.
Непропай представляет собой полное или частичное отсутствие припоя в паяном соединении и приводит к образованию перетока охлаждающей среды (топлива) между каналами, что приводит к нарушениям режимов теплообмена, заложенных при проектировании камеры ЖРД. Неспай - дефект пайки, обусловленный отсутствием диффузного слоя в месте сопряжения спаеваемых элементов. Данный тип дефекта практически невозможно выявить существующими неразрушающими методами контроля. Наличие неспая свидетельствует о нарушении технологического процесса, а именно неудовлетворительной подготовки спаеваемых элементов, плохом качестве припоя, нарушении технологии пайки.
Существующая оценка качества пайки регламентируется ОСТ 92-1190 и на практике, в большинстве случаев, сводиться к проведению разрушающих испытаний. К таким испытаниям относятся гидравлические и огневые испытания. Существуют технологии контроля, в которых применяются неразрушающие методы [1]. Например, доказана применимость ультразвукового эхо-метода, основанного на термооптическом возбуждении ультразвуковых волн [2-4].
Однако, сплошной контроль камеры ЖРД при помощи традиционного эхо-метода не рационален, так как скорость контроля ограничена размерами выявляемых дефектов (1 мм2) и составляет единицы миллиметров в минуту. Кроме того, результаты контроля представляются в виде А и В-сканов сложных для интерпретации.
С целью увеличения скорости сканирования без потери возможности уверенного выявления дефектов типа «неспай» и «непропай», предложено применить фазированные антенные решетки (ФАР) как средство реализации ультразвукового эхо-метода. Способ отображения информации на экране дефектоскопа (S-скан) позволяет визуализировать внутреннюю структуру паяного соединения. Комплекс операций по настройке чувствительности и задания законов фокусировки ФАР позволят добиться концентрации ультразвукового поля в плоскости пайки, что повышает вероятность обнаружения дефектов в паяном соединении.
Конечно-элементное моделирование
Для оценки возможности применения технологии ФАР для контроля паяных соединений было проведено моделирование с использованием программного обеспечения Comsol Mul-typhysics модуля «Elastic Waves, Time Explicit». Данный модуль позволяет решать уравнения теории упругости с помощью метода конечных элементов.
Моделирование проводилось с целью определения амплитуды отраженного сигнала от модели участка паянного соединения с полным пропаем (бездефектное соединение) и с дефектом типа «непропай». Для этого было проведено моделирование акустического поля фазированной антенной решетки и рассчитано фокальный закон, при котором максимальная интенсивность поля приходится на сечение с пайкой.
Сдвиг фазы генерации каждого элемента
ФАР рассчитывался по формуле:
jF+^-f с
где
ФАР;
хп
<рп = —-
φ n – сдвиг фазы генерации элемента
-
x n – разница между фокусным расстоянием и расстоянием от центра элемента ФАР до точки фокусировки (рисунок 1);
-
f – фокусное расстояние (см. рисунок 1);
-
l n – расстояние между центром элемента ФАР и центром ФАР (см. рисунок 1);
c – скорость распространения ультразвуковых волн в объекте контроля.
In
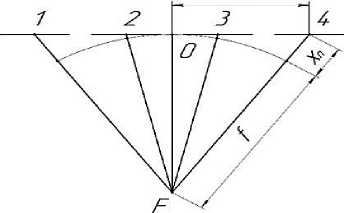
Рисунок 1 – Схема расчета сдвига фаз генерации элементов ФАР
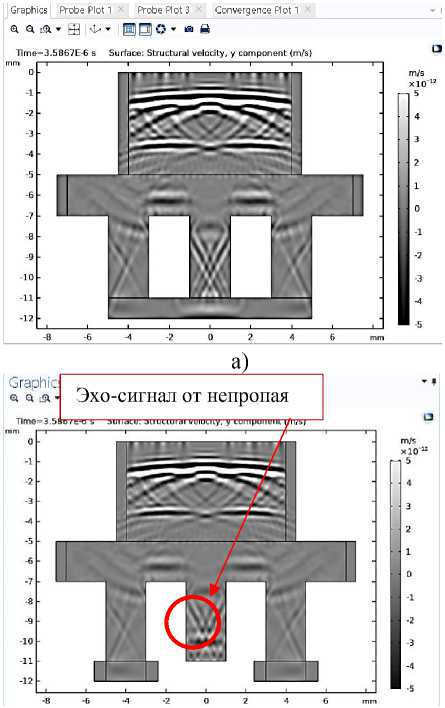
На рисунке 2 а представлены результаты моделирования акустического поля ФАР в бездефектном соединении. На рисунке 2 б приведена модель распространения ультразвука в дефектном паяном соединении (дефект типа «непропай»).
б)
Рисунок 2 – Результат моделирования поля прямой 8-элементной фазированной антенной решетки в программе Comsol Multyphysics : а) бездефектное соединение; б) непропай
Из модели, представленной на рисунке 2, видно, что акустическое поле прямой ФАР равномерно, отраженный эхо-сигнал от дна объекта при наличии непропая имеет достаточную для анализа амплитуду. Таким образом, результат моделирования показал, что технологию ФАР возможно применять для реализации ультразвукового эхо-метода для контроля паяных соединений.
Апробация технологии ФАР на образцах паяных соединений ЖРД
Существующий метод контроля пайки основанный на термооптическом возбуждении упругих колебаний в материале объекта имеет существенный недостаток, заключающийся в низкой скорости сканирования. Это связано с узкой направленностью акустического поля одноэлементного лазерно-ультразвукового преобразователя. Кроме того, ввиду сложной внутренней структуры типовых паяных соединений камеры ЖРД возможна неоднозначная интерпре- тация полученных результатов, представленных в виде А или В-сканов. Расшифровка результатов контроля представляется, на практике, крайне затруднительной. Описанные выше недостатки приводят к снижению достоверности получаемых результатов контроля.
Для поиска дефектов тип «непропай» в паяных соединениях с возможностью визуализации контролируемого сечения предложено использовать ультразвуковой эхо-метод, реализованный на базе ФАР. Данный способ позволит значительно повысить скорость сканирования за счет большей апертуры датчика, по сравнению с контролем одноэлементным преобразователем. Для реализации выбранного метода использовался дефектоскоп OlympusOmniScanMX2 с 16элементной фазированной антенной решеткой 10 МГц (рисунок 3).

Рисунок 3 – Внешний вид дефектоскопа Olympus OmniScanMX2
Для подтверждения наличия дефекта пайки, найденного при сплошном контроле ФАР, предложено в качестве дополнительного метода контроля использовать лазерно-ультразвуковой дефектоскоп УДЛ-2М, разработанный в Международном лазерном центре МГУ им. М. В. Ломоносова в комплекте с совмещенным широкополосным оптико-акустическим преобразователем (ОАП) (рисунок 4).
Достоинства лазерно-ультразвукового способа генерации ультразвуковых волн (УЗВ) состоят в следующем:
-
- высокое разрешение проводимых измерений во временной области благодаря мощным и коротким апериодическим ультразвуковым сигналам, генерируемым с помощью лазерного возбуждения;


фектоскоп; б) ОАП
-
- высокая точность измерений скорости ультразвуковых волн (относительная погрешность не более 1%, повторяемость 1-2 м/с) благодаря широкополосности и малой длительности (70 – 80 нс) термооптически возбуждаемых акустических импульсов.
Схема распространения ультразвука в паяном соединении камеры ЖРД при наличии в нем участков непропая, а также типовой В-скан дефектного соединения представлен на рисунке 5. Синими стрелками отмечены регистрируемые акустические сигналы от впадин между ребрами, красными стрелками – отражения от непропаев или конструктивных проточек, зелеными окружностями – области в которых должны регистрироваться сигналы при наличии непропая или отрыва ребер.
б)
Рисунок 4 - Комплект средств лазерно-ультразвукового контроля: а) лазерно-ультразвуковой де-
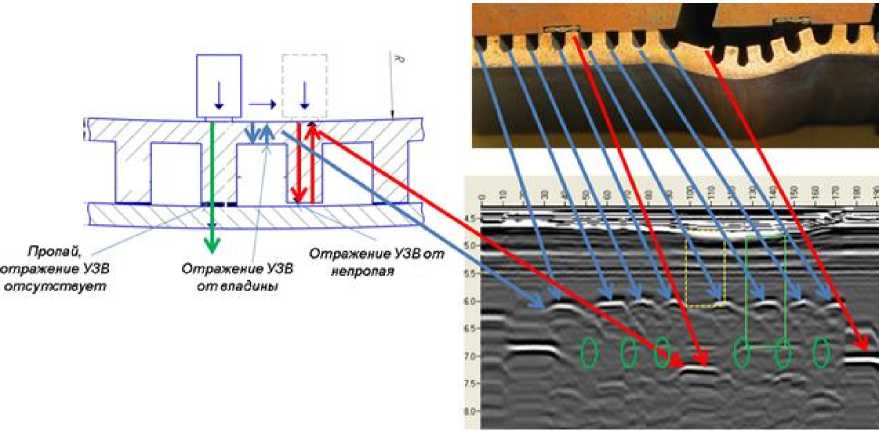
Рисунок 5 - Схема контроля эхо-методом и соответствующая интепретация результатов контроля полученных с использованием лазерно-ультразвукового дефектоскопа УДЛ-2М
Основные результаты
С целью подтверждения возможности выявления дефектов типа «непропай» в паяных соединениях ЖРД с применением ФАР была разработана следующая последовательность исследований:
-
- изготовление контрольного образца (КО) из вырезки паяного соединения с имитацией дефекта типа «непропай»;
-
- проведение настройки дефектоскопа с ФАР (Olympus OmniScanMX2) на КО с учетом данных полученных при моделировании акустического поля ФАР в паяном соединении;
-
- выявление модели дефекта тип «неспай» в КО с помощью ФАР;
-
- подтверждение выявляемости обнаруженного отражателя при помощи дефектоскопа
УДЛ-2М;
-
- проведение комплексного УЗК (ФАР и лазерный УЗК) с локализацией мест непропая в опытных образцах паяных соеднинений ЖРД;
-
- металлографическое подтверждение наличия обнаруженных дефектов в опытных образцах.
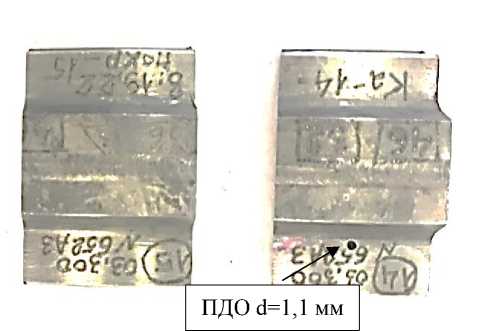
Для изготовления КО использовалась вырезка из камеры сгорания. Из данной вырезки были изготовлены 2 КО (рисунок 6):
-
- бездефектный КО (образец №1);
-
- КО с плоскодонным отверстием (ПДО) диаметром 1,1 мм на всю ширину ребра, имитирующий «непропай» (образец №2).
ФАР.
Рисунок 6 – Фотография бездфектного образца №1 и образца №2 с искуственным дефектом
На рисунке 7 представлена интерпретация результатов контроля, полученных ФАР на КО. Красной окружностью показан эхо-сигнал от плоскодонного отверстия (модель «непро-пая»).
Как видно из представленных выше результатов модель дефекта типа «непропай» уве-
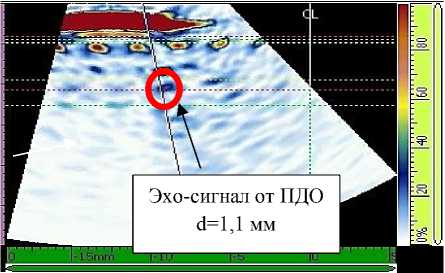
Рисунок 7 – Интепретация результатов контроля полученных с использованием дефектоскопа Olympus OmniScanMX2 на образце №2
Результат подтверждения обнаруженного при контроле ФАР сигнала эхо-методом реализованным на базе лазерно-ультразвукового дефектоскопа УДЛ-2М представлен на рисунке 6.
ренно выявляется на фоне шумов при контроле
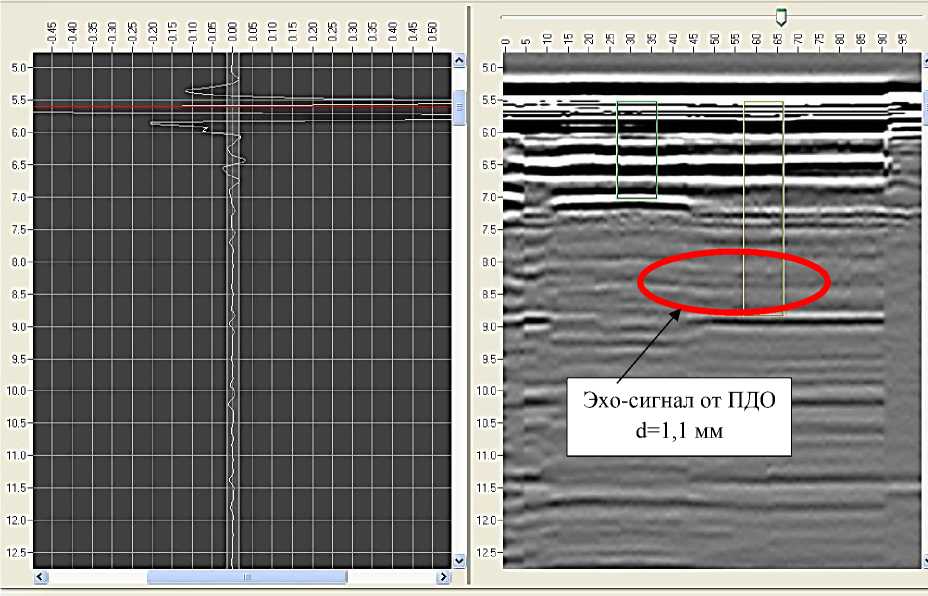
Рисунок 8 – В-скан отражателя в контрольном обр азце
Для обоснования применимости предложенного метода был проведен контроль образцов вырезок из камеры ЖРД. Настройка чувствительности дефектоскопов Olympus OmniS-canMX2 и УДЛ-2М проводилась на образце №2.
Сканы сечений с обнаруженными эхо- сигналами представлены на рисунке 9.
Обнаруженное сечение с эхо-сигналом браковочного уровня было исследовано с помощью средств металлографического анализа. На рисунке 10 представлена фотография микрошлифа с дефектом типа «непропай».
Заключение
Таким образом, была доказана с помощью компьютерного моделирования и на практике возможность применения ФАР для контроля паяных соединений камеры ЖРД и поиска в них дефекта типа «непропай».
Результаты исследований:
-
- проведено компьютерное моделирование акустического поля 8 элементной фазированной антенной решетки в паяном соединении при наличии и отсутствии в нем модели «непро-пая»;
-
- подтверждена чувствительность контроля (ПДО d=1,1 мм) на изготовленном контрольном образце. Результаты контроля подтверждены с помощью эхо-метода реализованного термо-оптическим способом возбуждения ультразвука;
-
- показано, что предложенный способ контроля с использованием ФАР позволяет выявлять реальные дефекты в паянных соединениях камер ЖРД.
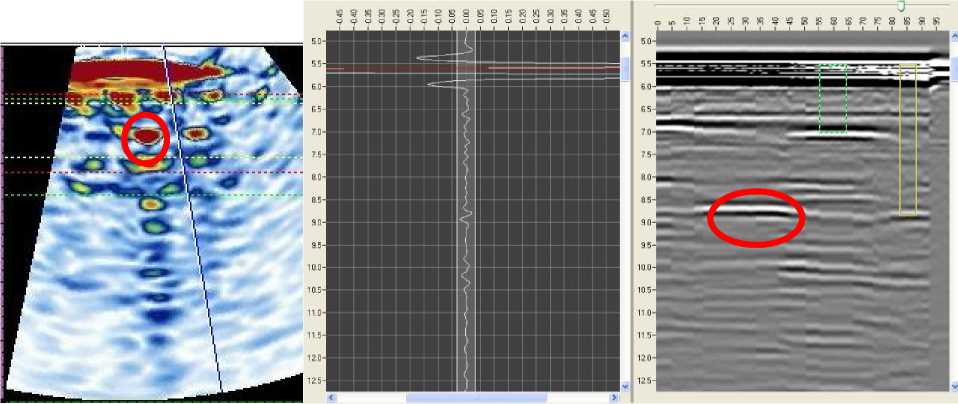
Рисунок 9 – Акустический образ выявленных дефектов в вырезке из камеры ЖРД
Литература

Рисунок 10 – Результаты металлографических исследований выявленных дефектов
-
1 Неразрушающий контроль: Справочник: В 8 т. / Под общ. ред. В. В. Клюева. Т. 3. И. Н. Ермолов, Ю. В. Ланге. Ультразвуковой контроль. М.: Машиностроение, 2006. 864 с.
-
2 Быченок В. А., Кинжагулов И. Ю. Лазерно-ультразвуковой контроль тонкостенных паяных соединений камер жидкостных ракетных двигателей //Известия высших учебных заведений. Приборостроение. – 2011. – Т. 54. – №. 7.
-
3 Астрединова Н.В., Баринов А.В., Сергеев Д.С. Возможность применения лазерно-ультразвуковой диагностики для контроля качества паяных соединений камер жидкостных ракетных двигателей // Вестник ВГУИТ. 2014. №3 (61).
-
4 Гусев В. Э., Карабутов А. А. Лазерная оптоакустика. М.: Наука, 1991. 304 с .
-
Список литературы Разработка и опытная апробация методики контроля паяных соединений жидкостных ракетных двигателей
- Неразрушающий контроль: Справочник: В 8 т. / Под общ. ред. В. В. Клюева. Т. 3. И. Н. Ермолов, Ю. В. Ланге. Ультразвуковой контроль. М.: Машиностроение, 2006. 864 с.
- Быченок В. А., Кинжагулов И. Ю. Лазерно-ультразвуковой контроль тонкостенных паяных соединений камер жидкостных ракетных двигателей //Известия высших учебных заведений. Приборостроение. - 2011. - Т. 54. - №. 7.
- Астрединова Н.В., Баринов А.В., Сергеев Д.С. Возможность применения лазерно-ультразвуковой диагностики для контроля качества паяных соединений камер жидкостных ракетных двигателей // Вестник ВГУИТ. 2014. №3 (61).
- Гусев В. Э., Карабутов А. А. Лазерная оптоакустика. М.: Наука, 1991. 304 с.
