Разработка и освоение участка нагрева заготовок из специальных сталей и сплавов

Автор: Закарлюкин Сергей Иванович, Коваль Григорий Иванович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 4 т.22, 2022 года.
Бесплатный доступ
Представлены результаты работ по созданию технологического участка нагрева и транспортировки заготовок из специальных сталей и сплавов, предназначенных для пластической деформации современной радиально-ковочной машины SKK-14 фирмы GFM, выполненных Металлургическим институтом передовых технологий (ООО МИПТ), входящим в структуру Группы компаний «МЕТЧИВ». Показаны недостатки известных технологических линий нагрева заготовок из специальных сталей и сплавов, способов и устройств для их транспортировки вдоль рабочего пространства методических толкательных печей. Предложена установка двух методических толкательных печей в шахматном порядке, одна из которых с торцевой задачей и выдачей, а другая - с торцевой задачей и боковой выдачей, обеспечивающая осуществление двух технологических вариантов нагрева. Описан разработанный способ транспортировки заготовок в методической толкательной печи, обеспечивающий равномерный нагрев круглых заготовок за счет их самостоятельного поворота вокруг своей оси при перемещении по поду печи. Охарактеризована разработанная новая конструкция направляющих для защиты пода методической толкательной печи от механического воздействия перемещаемых заготовок. Предложено в качестве направляющих использовать металлические гибкие элементы в виде лент или прутков, концы которых соединены со свободно подвешенными грузами. Представлены предложения по повышению надежности работы методической нагревательной печи с боковой выдачей заготовок и снижению эксплуатационных затрат, которые заключаются в использовании направляющего желоба, выполненного из нескольких полых элементов, заполненных сыпучим огнестойким материалом, а для их герметизации с обеих сторон закрытых пробками. На наружных поверхностях пробок выполнены конические охватываемые поверхности. На боковых стенах каркаса печи напротив охватываемых конических поверхностей выполнены приливы с охватывающими коническими поверхностями. Все выполненные разработки запатентованы.
Участки нагрева заготовок, методические толкательные печи, способы перемещения, направляющие
Короткий адрес: https://sciup.org/147239244
IDR: 147239244 | УДК: 621.771 | DOI: 10.14529/met220407
Development of the section for heating blanks from special steels and alloys
The results of work on the creation of a technological section for heating and transporting blanks from special steels and alloys intended for plastic deformation by a modern GFM SKK-14 radial forging machine performed by the Metallurgical Institute of Advanced Technologies (MIPT LLC), which is part of the METCHIV Group of Companies, are presented. The shortcomings of the known technological lines for heating blanks from special steels and alloys, methods and devices for their transportation along the working space of pusher furnaces are shown. It is proposed to install two methodical pusher furnaces in a checkerboard pattern, one of which has an end task and delivery, and the other with an end task and side delivery, providing the implementation of two technological heating options. The developed method for transporting blanks in a methodical pusher furnace is described, which ensures uniform heating of round blanks due to their independent rotation around their axis when moving along the hearth of the furnace. The developed new design of guides to protect the hearth of a repetitive pusher furnace from the mechanical impact of moving workpieces is characterized. It is proposed to use metal flexible elements in the form of tapes or rods as guides, the ends of which are connected to freely suspended loads. Proposals are presented to improve the reliability of the methodical heating furnace with lateral delivery of blanks and reduce operating costs, which consist in the use of a guide chute made of several hollow elements filled with loose fire-resistant material, and for their sealing on both sides closed with plugs. Conical male surfaces are made on the outer surfaces of the plugs. On the side walls of the furnace frame, opposite the male conical surfaces, lugs with female conical surfaces are made. All completed developments are patented.
Текст научной статьи Разработка и освоение участка нагрева заготовок из специальных сталей и сплавов
В целях совершенствования технологии нагрева заготовок из специальных сталей и сплавов, а также их транспортирования при задаче в зону нагрева, перемещения вдоль зоны нагрева и выдаче из нее разработан технологический участок, включающий две методические толкательные печи, установленные в шахматном порядке, со специальными подовыми направляющими двух типов, механизмы передачи заготовок из одной печи в другую и подачи их к деформирующему устройству – современной радиально-ковочной машине SKK-14 фирмы GFM [1–4].
Известные технологические линии нагрева [5–9] имеют ограниченные технологические возможности применения в связи нарушением поточности производства, протяженного пути при передаче заготовок из одной методической нагревательной печи в другую, приводящего к потере температуры заготовок и времени. В случае применения методических нагревательных печей с торцевой задачей и выдачей невозможна организация качественного нагрева заготовок из специальных марок сталей и сплавов из-за охлаждения ближних к окну выдачи из печи заготовок, особенно при непредвиденной задержке выдачи заготовок из методической нагревательной печи, что связано с интенсивным подсосом холодного воздуха через окно выдачи.
Предложенная установка двух методических толкательных печей в шахматном порядке [1], одна из которых с торцевой задачей и выдачей 1, а другая с торцевой задачей и боковой выдачей 2 (рис. 1), существенно расширяет технологические возможности участка
нагрева. Такая схема позволяет увеличить объем единовременной садки для нагрева и выдержки заготовок, в том числе слитков из специальных марок сталей и сплавов, обеспечивает требуемый режим их нагрева при существенном сокращении производственных площадей и ускоренной передаче заготовок из одной методической толкательной печи 1 в другую 2 либо из обеих печей непосредственно к деформирующему устройству.
В одном варианте в методической толкательной печи 1 осуществляется замедленный нагрев либо длительная выдержка заготовок с последующей передачей для окончательного нагрева до температуры пластической деформации в методическую толкательную печь 2. Во втором варианте обе методические толкательные печи 1, 2 осуществляют нагрев заготовок в различных режимах до температуры пластической деформации.
Применение механизмов передачи заготовок в виде роликовых транспортеров – рольгангов, выполняющих одновременно функции приемного рольганга 5, подающего рольганга – загрузочного стола 6 и передаточного рольганга 7 обеспечивает мобильность при транспортировке одних заготовок из одной методической толкательной печи в другую, а других заготовок из обеих методических толкательных печей 1, 2 непосредственно в зону деформации к ковочному блоку РКМ. Задачу заготовок в методические толкательные печи обеспечивают разработанные реечные толкатели 3 и реечный выталкиватель 4. Направления перемещения заготовок в разработанном технологическом комплексе на рис. 1 показаны стрелками.
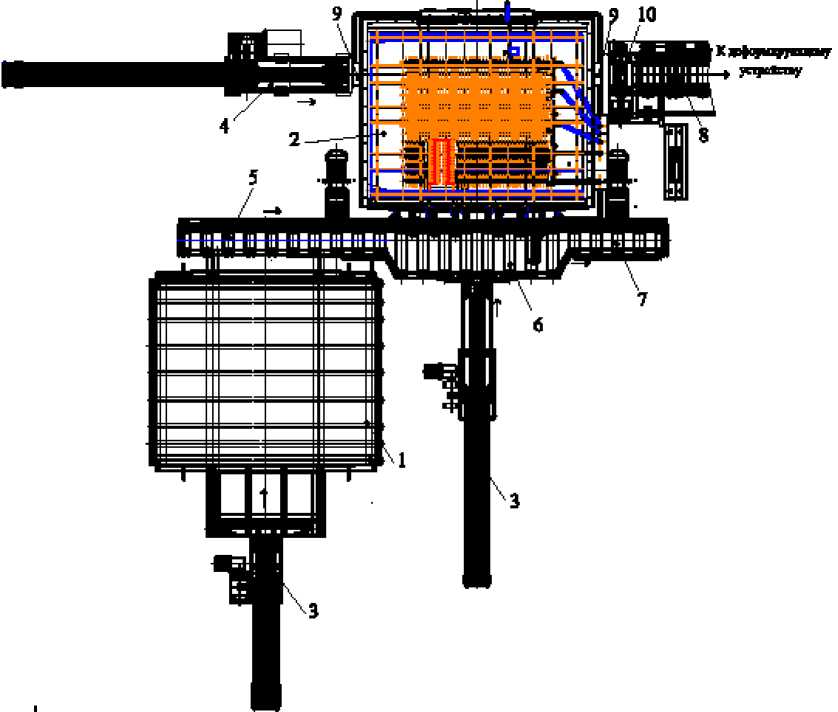
Рис. 1. Технологический комплекс нагрева и транспортировки заготовок Fig. 1. Technological complex for heating and transporting workpieces
Разработанный способ транспортировки заготовок в методической толкательной печи обеспечивает равномерный нагрев круглых заготовок 1 за счет их самостоятельного поворота вокруг своей оси при перемещении по поду печи [2]. Для этого подовые направляющие 3 выполнены наклонными с установкой на поде перед окном выдачи круглых заготовок 1 специальных упоров 4 (рис. 2). Благодаря этому при нагреве круглые заготовки 1 удерживаются упором 4. После осуществления нагрева круглые заготовки 1 поштучно выдаются из методической толкательной печи. С помощью толкателя 2 круглые заготовки 1 перемещают на величину, превышающую S , равную соотношению
J [(2 h - d )tg a ]2 - 4(1 + tg2 a )[( d /2 - h )2 - ( d /2)2 ] + ( d - 2 h )tg a
2(1 + tg2a) , где d – диаметр транспортируемой круглой заготовки; h – высота упора; α – угол наклона пода печи.
Остановка перемещаемых по наклонному поду 3 толкательной печи круглых заготовок 1 упором 4 перед их поштучной выдачей из печи (рис. 2а) не дает возможности круглым заготовкам под собственным весом неконтролируемо выкатываться по склизу 5 из рабочего пространства печи на приемный рольганг 6.
Перемещение круглых заготовок на величину, превышающую соотношение
У[(2 h - d )tg a ]2 - 4(1 + tg2 a )[( d /2 - h )2 - ( d /2)2 ] + ( d - 2 h )tg a
2(1 + tg2a) , обеспечивает установку круглой заготовки 1, опирающейся на упор 4, так, что ее центр тяжести окажется в положении (рис. 2b), из которого она под собственным весом выкатится из рабочего пространства печи по склизу 5 на приемный рольганг 6.
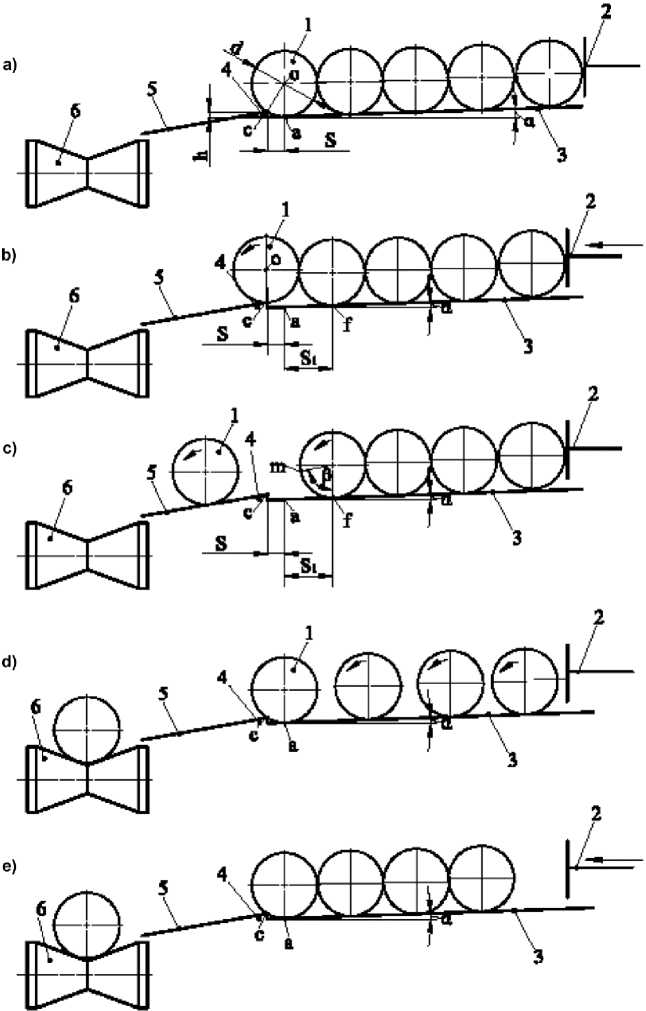
Рис. 2. Схема установки наклонных подовых направляющих методической толкательной печи с торцевой задачей и выдачей Fig. 2. Scheme of installation of inclined hearth guides of a methodical pusher furnace with an end task and delivery
Благодаря этому между упором 4 и следующей круглой заготовкой 1, лежащей на наклонном поде 3 печи, образуется свободная от круглых заготовок часть длины S1 пода печи (рис. 2c). Следующая круглая заготовка 1 под собственным весом путем качения переместится по наклонному поду 3 и остановится упором 4 (рис. 2d). Последующие круглые заготовки 1 будут последовательно перекатываться по наклонному поду печи 3 до упора друг в друга, заполняя освобождающуюся свободную часть длины пода печи 3 (рис. 2e). За счет качения круглые заготовки 1 будут поворачиваться вокруг своей оси О на угол β, равный частному от деления освободившейся части длины пода печи S1 на радиус круглой заготовки d/2. В течение всего времени нахождения и нагрева в толкательной методической печи каждая круглая заготовка несколько раз повернется вокруг своей оси, меняя свое угловое положение. Благодаря этому обеспечивается равномерный нагрев круглых заготовок по всему их поперечному сечению.
В другой методической толкательной печи (рис. 3) на оснащенном нагревательными элементами поде 1 из огнеупорного материала для защиты последнего от механического воздействия предложено установить металлические гибкие элементы 2 в виде лент или прутков [3]. Одни концы металлических гибких элементов закреплены (т. А ), а ко вторым концам металлических гибких элементов 2 после их прохождения через ролик 3 свободно повешены грузы 4 (т. C ). На входе методической толкательной печи с торцевой задачей и боковой выдачей установлен толкатель 5 для перемещения заготовок 7 по металлическим гибким элементам 2 в направлении стрелки Б. На выходе методической толкательной печи с боковой выдачей установлен желоб 6.
Выполнение опорных поверхностей в виде гибких металлических элементов позволяет снизить усилия, необходимые для создания в них продольных растягивающих напряжений, обеспечивающих их прямолинейность. Закрепление одних концов гибких металлических элементов и свободное подвешивание грузов ко вторым их концам создает постоянное усилие натяжения гибких металлических элементов в направлении стрелки В. При нагреве толкательной методической печи происходит нагрев металлических гибких элементов 2, которые за счет теплового расширения удлиняются на величину ∆L. За счет этого груз 4 опускается из положения С на величину удлинения ∆L металлических гибких элементов 2 и оказывается в положении С1. При охлаждении металлических гибких элементов 2 до начальной температуры груз 4 вернется в прежнее положение. Это создает саморегули-руемую систему, поддерживающую в металлических гибких элементах постоянное усилие натяжения при любой их температуре. Благодаря этому при любом значении температуры толкательной методической печи металлические гибкие элементы 2, находящиеся в толкательной методической печи, будут прямолинейными без образования искривлений.
Для повышения надежности работы методической нагревательной печи с боковой выдачей заготовок и снижения эксплуатационных затрат предложено [4] вместо обычно применяемого монолитного направляющего желоба, выполняемого из жаропрочной стали Х28, использовать направляющий желоб, выполненный из нескольких полых элементов, например, одного опорного 1 прямоугольного и двух боковых 2 круглого поперечного сечения (рис. 4), заполненных сыпучим огнестойким материалом 3 и для герметизации с обеих сторон закрытых пробками 4. На наружных поверхностях пробок 4 выполнены конические охватываемые поверхности. На боковых стенах каркаса печи напротив охватываемых конических поверхностей выполнены приливы 5 с охватывающими коническими поверхностями. В общем случае охватываемые и охватывающие поверхности могут быть цилиндрическими, пирамидальными, в виде усеченной пирамиды, обелиска и т. п.
Применение предложенной конструкции направляющего желоба позволяет полым элементам с охватываемыми коническими поверхностями пробок 4 при их удлинении за счет нагрева свободно перемещаться вдоль охватывающих конических поверхностей приливов 5 боковых стен каркаса печи и фиксироваться в них.
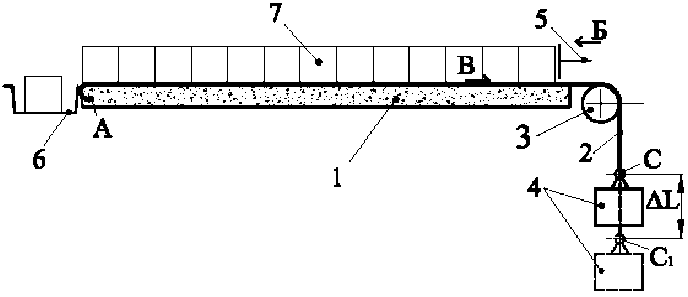
Рис. 3. Схема установки подовых направляющих методической толкательной печи с торцевой подачей и боковой выдачей
Fig. 3. Scheme of installation of hearth guides of a methodical pusher furnace with end feed and side delivery
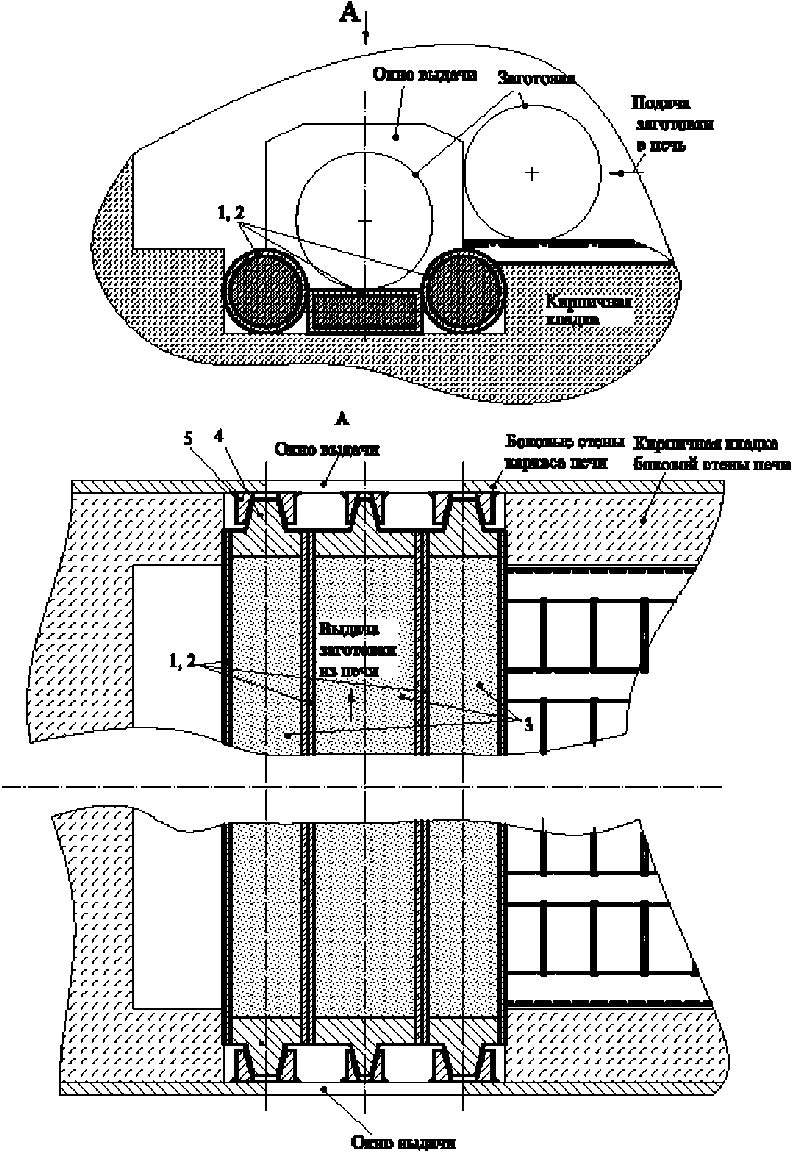
Рис. 4. Схема установки в печи с боковой выдачей желоба с полыми элементами Fig. 4. Scheme of installation in a furnace with side delivery of a trough with hollow elements
При нагреве направляющего желоба до температуры 1000 °С и более полые элементы становятся пластичными с легко изменяемой формой поперечного сечения, поэтому заполнение полостей полых элементов сыпучим огнестойким материалом решает задачу устранения сплющивания полых элементов при действии на них динамических усилий от падающих горячих заготовок. Объем сыпучего огнестойкого материала больше объема полости полых элементов, поэтому температурное объемное расширение сыпучего огнестойкого материала превышает температурное объемное расширение полости полых элементов. Благодаря этому сыпучий огнестойкий материал воздействует на внутреннюю поверхность полых элементов, создавая предварительное растягивающее напряжение, которое противодействует сжимающему напряжению, возникающему при падении заготовок на наружную поверхность полых элементов. При этом сыпучий огнестойкий материал, находящийся в полых элементах, выполняет функцию демпфирующего материала, перетекающего из частей, в которых происходит искажение формы поперечного сечения полого элемента под действием усилия падающей заготовки, в части с отсутствием этого усилия, где форма поперечного сечения полого элемента восстанавливается.
Специалистами ООО «МИПТ» совместно с использованием предложенных технических решений разработана техническая документация на все указанные машины и механизмы. Производственными подразделениями с ООО НПП «МЕТЧИВ» эти машины и механизмы изготовлены, смонтированы. Основная часть этих машин и механизмов постоянно находится в эксплуатации.
Таким образом, ООО «МИПТ» на основе исследовательских, конструкторских и опытных работ выполнен ряд высокотехнологичных запатентованных разработок, позволивших создать на ООО НПП «МЕТЧИВ» технологический участок нагрева и ускоренной транспортировки заготовок из специальных сталей и сплавов перед их пластической деформацией на современной радиально-ковочной машине SKK-14 фирмы GFM. Это привело к повышению производительности, гибкости режимов нагрева, мобильности при передаче заготовок из одной методической толкательной печи в другую и к радиально-ковочной машине для их пластической деформации, повышению качества нагрева заготовок и надежности работы подовых направляющих методических толкательных печей. В конечном итоге существенно снизилась себестоимость выпускаемой продукции.
Выполненные разработки могут быть рекомендованы к применению на других предприятиях, использующих для нагрева заготовок методические толкательные печи.
Список литературы Разработка и освоение участка нагрева заготовок из специальных сталей и сплавов
- Пат. № 2740347 Российская Федерация, МПК7 C 21 D 1/00. Технологическая линия для нагрева заготовок / С.И. Закарлюкин, Г.И. Коваль. № 2020120625; заявл. 16.06.2020; опубл. 13.01.2021. 8 с.
- Пат. № 2718030 Российская Федерация, МПК7 F 27 B 9/20. Способ транспортирования заготовок в толкательной методической печи / С.И. Закарлюкин, Г.И. Коваль. № 2019122377; заявл. 12.07.2019; опубл. 30.03.2020. 6 с.
- Пат. № 198174 Российская Федерация, МПК7 F 27D 3/12. Направляющая для продольного перемещения заготовок в толкательной методической печи / С.И. Закарлюкин, Г.И. Коваль. № 2019132828; заявл. 15.10.2019; опубл. 22.06.2020. 5 с.
- Пат. № 2634540 Российская Федерация, МПК7 F 27B 13/06. Методическая печь / С.И. Закарлюкин, Г.И. Коваль. № 2016141175; заявл. 19.10.2016; опубл. 31.10.2017. 9 с.
- Справочник конструктора печей прокатного производства / под ред. В.М. Тымчака. М.: Металлургия, 1970. Т. 2. 992 с.
- Машины и агрегаты металлургических заводов. В 3 т. Т. 3: Машины и агрегаты для производства и отделки проката: учеб. для вузов / А.И. Целиков, П.И. Полухин, В.М. Гребенник и др. 2-е изд., перераб. и доп. М.: Металлургия, 1988. 680 с.
- Иванова Н.И., Перминов А.А., Тымчак В.М. Механизмы печей прокатного производства. М.: Машиностроение, 1972. 224 с.
- Зарощинский М.Л. Технологические основы проектирования прокатных станов. М.: Гос. науч.-техн. изд-во лит. по чер. и цвет. металлургии, 1962. 444 с.
- Бубнов П.С., Горячев Е.А. Нагревательные устройства цехов ОМД: конспект лекций. Челябинск: Издат. центр ЮУрГУ, 2009. 85 с.
