Разработка и освоение участка поперечной резки поковок из специальных сталей и сплавов, встроенного в технологическую линию радиальной ковки

Автор: Закарлюкин С.И., Коваль Г.И.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.24, 2024 года.
Бесплатный доступ
Разработан не имеющий аналогов по составу оборудования, его компоновке и конструктивному исполнению технологический участок поперечной резки поковок, получаемых на радиально-ковочной машине SKK-14 австрийской фирмы GFM. Предложена новая конструкция клапанного сбрасывателя поковок, отличительной особенностью которого является компактная встроенность его в существующий рольганг радиально-ковочной машины, а также противонаправленный поворот рычагов клапанов. Для снижения усилия реза и затрат на нагрев предложено осуществлять нагрев или подогрев только части длины поковки в месте ее реза с помощью специально разработанного индукционного нагревателя. С учетом особенностей работы гидравлической системы пресса П6332, требований к условиям реза на ножницах с параллельными ножами разработана оригинальная конструкция штампа для резки поковок, отличительными особенностями которого являются восприятие колоннами штампа во время реза осевых усилий реза, а также синхронизация механизмов прижима и реза. Учитывая выполнение гидравлическим прессом П6332 с разработанным штампом верхнего реза поковок, разработан специальный компактный качающийся приводной рольганг с прижимным роликом, ось качания которого совмещена с осью ведущего ролика рольганга и смещена относительно центра тяжести рольганга, обеспечивая возврат рольганга в прежнее положение после его наклона. Для возможности перемещения мерных поковок и их складирования разработаны конструкции транспортного рольганга, рычажного сбрасывателя и карманов-накопителей.
Поперечная резка поковок, штамп для поперечной резки, клапанный сбрасыватель, качающийся рольганг
Короткий адрес: https://sciup.org/147242996
IDR: 147242996 | УДК: 621.771.2 | DOI: 10.14529/met240105
Development and commissioning of a cross-cutting site for forgings from special steel and alloys, built into a radial forging technological line
A technological section for transverse cutting of forgings produced on a radial forging machine SKK-14 from the Austrian company GFM has been developed, which has no analogues in the composition of the equipment, its layout and design. A new design of a valve ejector for forgings is proposed, the distinctive feature of which is its compact integration into the existing roller conveyor of a radial forging machine, as well as counter-directional rotation of the valve levers. To reduce the cutting force and heating costs, it is proposed to heat or preheat only part of the length of the forging at the place of its cutting using a specially designed induction heater. Taking into account the peculiarities of the hydraulic system of the P-6332 press and the requirements for cutting conditions on shears with parallel knives, an original design of a die for cutting forgings was developed, the distinctive features of which are the perception of axial cutting forces by the die columns during cutting, as well as the synchronization of the clamping and cutting mechanisms. Taking into account the execution of forgings using a P6332 hydraulic press with a developed upper cutting stamp, a special compact swinging drive roller table with a pressure roller has been developed, the swing axis of which is aligned with the axis of the roller table drive roller and is offset relative to the roller table center of gravity, ensuring the roller table returns to its previous position after tilting. To enable the movement of measured forgings and their storage, designs of a transport roller table, a lever ejector and storage pockets have been developed.
Текст научной статьи Разработка и освоение участка поперечной резки поковок из специальных сталей и сплавов, встроенного в технологическую линию радиальной ковки
С целью повышения эффективности работы технологической линии радиальной ковки заготовок и профилей из специальных сталей и сплавов [1] создан не имеющий аналогов по составу оборудования, его компоновке и конструктивному исполнению участок поперечной резки поковок диаметром до 90 мм, стороной квадрата до 80 мм, шестигранников с размером «под ключ» до 85 мм, полос до 50 × 120 мм из конструкционных, инструментальных и нержавеющих марок сталей. Участок создан взамен вредного по уровню шума, абразивным выбросам участка абразивной поперечной резки поковок.
Схема расположения оборудования этого участка, встроенного в существующую техно- логическую линию радиальной ковки современной радиально-ковочной машины SKK-14 австрийской фирмы GFM, приведена на рис. 1.
В состав оборудования участка входят клапанный сбрасыватель 1 новой конструкции, который служит для передачи поковок, полученных на радиально-ковочной машине 2, их перемещения по рольгангу 3 и остановки исчезающим упором 4 на наклонный стеллаж 5. Отличительной особенностью разработанного клапанного сбрасывателя от известных [2, 3] является компактность, позволившая встроить его в существующий рольганг радиальноковочной машины, а также противонаправленный поворот рычагов клапанов, обеспечивающий подъем заготовок с рольганга в вер-
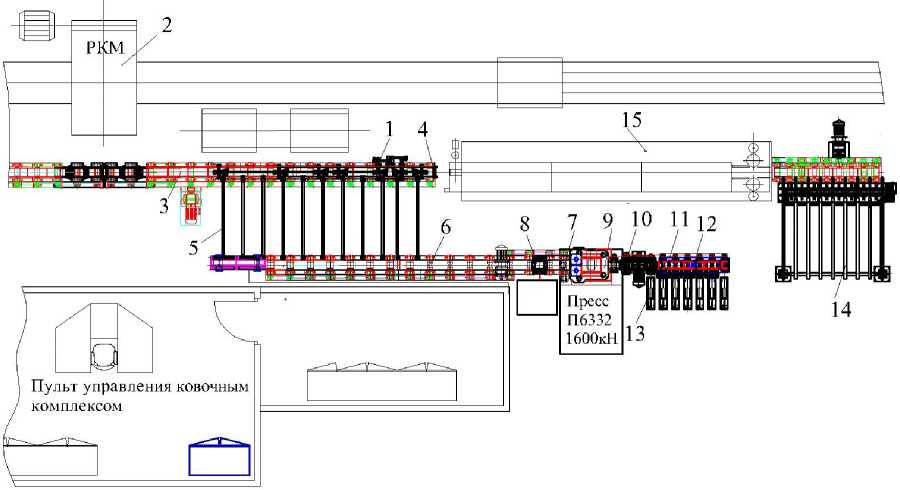
Рис. 1. План размещения оборудования участка поперечной резки поковок Fig. 1. Layout of equipment for the section for transverse cutting of forgings
тикальном направлении без продольного их перемещения, что имеет место в существующих конструкциях клапанных сбрасывателей.
Клапанный сбрасыватель (рис. 2) включает в себя двуплечие ведущие 1, 2 и ведомые 3, 4 рычаги, установленные через оси в большие 5, малые 6 корпуса на раме существующего рольганга 7. Привод поворота ведущих двуплечих рычагов 1, 2 осуществляется от пневмоцилиндра 8 через тяги 9, 10, а также одноплечие рычаги 11, 12 и оси 13. Благодаря такому приводу ведущие двуплечие рычаги 1, 2 поворачиваются в разные стороны. Ведущие двуплечие рычаги 1, 2 нижними плечами шарнирно связаны тягами 14, 15 с нижними плечами ведомых двуплечих рычагов 3, 4. Подъем поковок с роликов существующего рольганга, их передача на наклонный стеллаж 16 осуществляется верхними плечами двуплечих рычагов 1, 2. Для этого поверхность верхних плеч 17 всех двуплечих рычагов выполнена наклонной. По наклонному стеллажу 16 заготовки перемещаются на приемный рольганг 18.
По рольгангу 6 (см. рис. 1) поковки с применением трайбаппарата 7 транспортируются к гидравлическому прессу П6332 усилием 1600 кН. Перед установкой поковки в зоне реза гидравлического пресса для снижения усилия реза и затрат на нагрев предложено осуществлять нагрев или подогрев не всей разрезаемой поковки, а только части ее длины в месте реза поковки (локальный нагрев) [4]. Для этой цели разработан специальный индукционный нагреватель 8. Применение локального индукционного нагрева существенно снижает энергопотребление.
После нагрева поковка перемещается и останавливается специальным упором таким образом, чтобы нагретая часть длины поковки оказалась в зоне реза гидравлического пресса П6332. Для осуществления реза на указанном прессе с учетом особенностей работы гидравлической системы пресса [5] и требований к условиям реза на ножницах с параллельными ножами [6] и конструктивному исполнению штампов [7] разработан специальный штамп 9 для резки поковок [8].
Штамп для резки поковок (рис. 3) содержит нижнюю неподвижную плиту 1 с закрепленным на ней винтами 2 ножом 3, верхнюю подвижную плиту 4 с закрепленным на ней винтами 5 ножом 6, четыре направляющие цилиндрические колонны 7, прижим 8, размещенный между нижней неподвижной 1 и
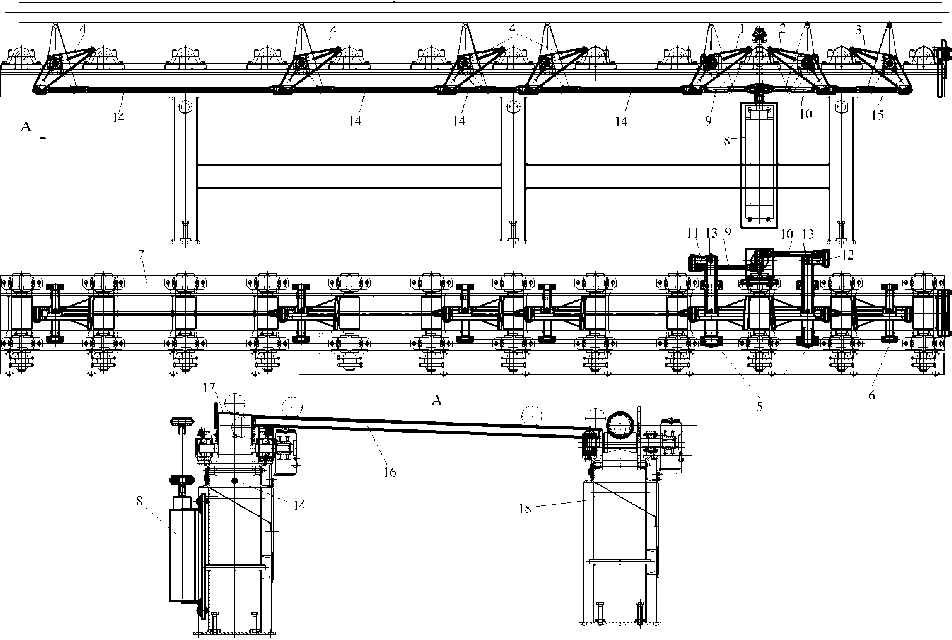
Рис. 2. Клапанный сбрасыватель
Fig. 2. Valve dumper
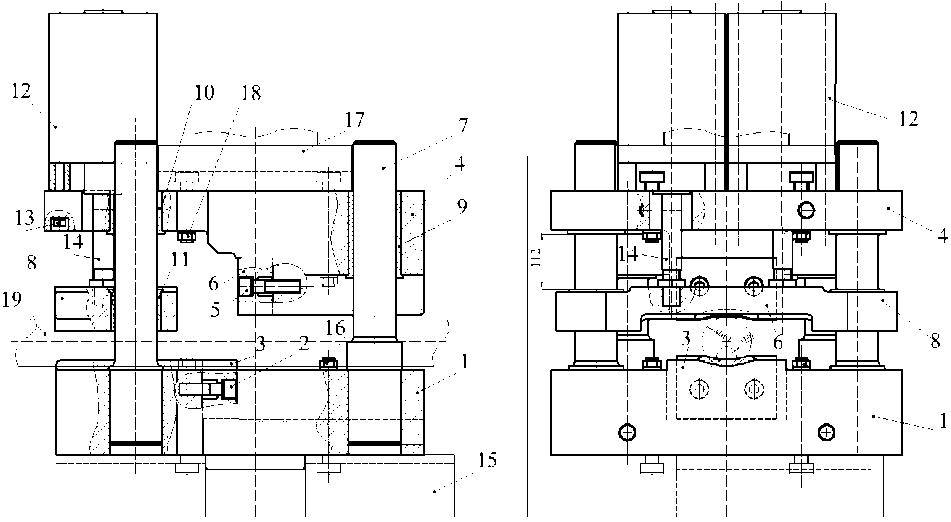
Рис. 3. Штамп для резки поковок Fig. 3. Die for cutting forgings
верхней подвижной 4 плитами с ножами 3, 6. Четыре направляющие цилиндрические колонны 7 неподвижно посажены в цилиндрические расточки нижней неподвижной плиты 1. На четыре направляющие цилиндрические колонны 7 через втулки 9, 10 с возможностью перемещения посажена верхняя подвижная плита 4 с ножом 6. На две направляющие колонны 7 с возможностью перемещения вдоль указанных колонн через втулки 11 посажен прижим 8. Направляющие колонны 7 одновременно служат для центрирования верхней подвижной траверсы гидравлического пресса, препятствуя действию во время реза поковок осевых усилий на шток приводного гидравлического цилиндра пресса. На верхнюю подвижную плиту 4 установлены и закреплены корпусами 12 с помощью винтов 13 два пневмоцилиндра прижима, штоки 14 которых соединены с прижимом 8. Применение такого конструктивного исполнения привода прижима позволяет осуществлять синхронизацию работы прижима 8 и верхней подвижной плиты 4 с ножом 6, заключающуюся в том, что при перемещении верхней подвижной плиты за счет уменьшения объемов поршневых полостей пневмоцилиндров прижима 12 происходит увеличение давления воздуха в указанных пневмоцилиндрах, повышающее усилие прижима.
Для осуществления реза поковок нижняя неподвижная плита 1 с ножом 3 закреплена на 38
неподвижной станине 15 гидравлического пресса с помощью болтов 16. Верхняя подвижная плита 4 с ножом 6 закреплена на верхней подвижной траверсе 17 указанного гидравлического пресса с помощью болтов 18.
Рассмотрим работу штампа для резки поковок при установке его на гидравлическом прессе П6332.
Перед осуществлением реза поковки 19 верхняя подвижная плита 4 с ножом 6 и прижим 8 установлены в положение, обеспечивающее свободное перемещение поковки 19 в зону реза между ножами 3 и 6. Поковка 19 останавливается. С помощью штоков 14 пневмоцилиндров 12 прижим 8 перемещается по направляющим цилиндрическим колоннам 7 вниз и прижимает поковку 19 к нижней неподвижной плите 1 с ножом 3 с усилием, соответствующим давлению воздуха в пневматической системе. После этого верхняя подвижная плита 4 с ножом 6 за счет перемещения верхней подвижной траверсы 17 опускается вниз до соприкосновения с поковкой 19. Корпуса 12 пневмоцилиндров также перемещаются вниз, а штоки 14 этих пневмоцилиндров остаются в прежнем положении. За счет этого объем поршневой полости указанных пневмоцилиндров (расстояние между верхней крышкой корпуса пневмоцилиндров и его поршнем) уменьшается. Благодаря этому давление воздуха в указанной полости пневмоцилинд- ров повышается, увеличивается усилие прижима поковки 19. Затем осуществляется дальнейшее перемещение верхней подвижной плиты 4 с ножом 6 за счет перемещения верхней подвижной траверсы 17 и производится рез поковки 19. При этом увеличивается усилие реза поковки 19. Одновременно происходит дальнейшее уменьшение объема поршневой полости пневмоцилиндров с повышением давления воздуха в них от давления в цеховой магистрали до максимально возможных 10 атм, приводящее к увеличению усилия прижима поковки 19.
За счет этого обеспечивается прижим заготовки с требуемым усилием и высокое качество поковок после их реза.
Наличие направляющих для перемещения прижима 8 в виде двух колонн 7, являющихся одновременно направляющими для перемещения верхней подвижной плиты 4 с ножом 6, обеспечивает центрирование поковки 19 относительно ножей 3, 6 перед началом и во время ее реза. Это также ведет к получению качества реза.
Принимая во внимание, что используемая конструкция гидравлического пресса П6332 и штампа для резки поковок обеспечивает верхний рез, при котором передний конец разрезаемой поковки при резе перемещается вниз, то для устранения усилия на приемный рольганг последний должен быть выполнен
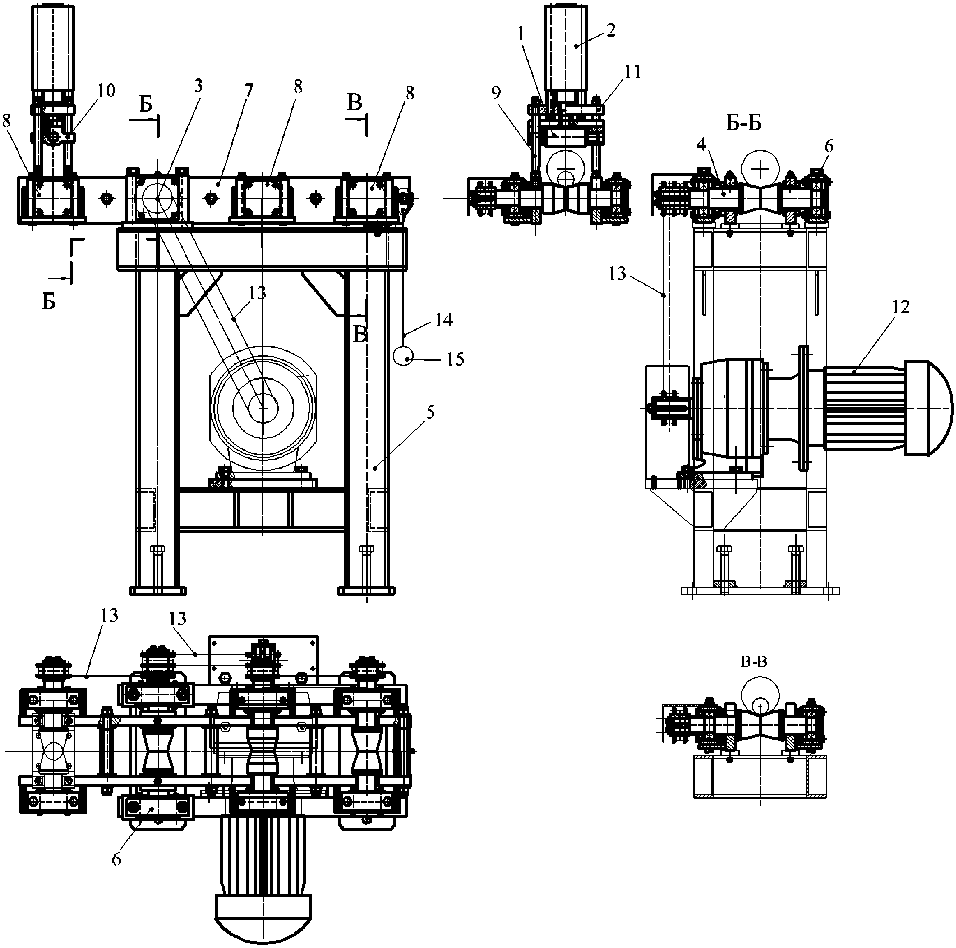
Рис. 4. Качающийся рольганг Fig. 4. Swinging roller table
качающимся [2, 6]. Для этой цели разработан специальный компактный качающийся приводной рольганг 10 (см. рис. 1).
Отличительной особенностью конструкции качающегося приводного рольганга (рис. 4) является установка на нем прижимного ролика 1 с приводом прижима от пневмоцилиндра 2, осью качания 3, совмещенной с приводной осью 4 роликов рольганга и со смещенным относительно оси качания центром тяжести рольганга, обеспечивающим возврат рольганга вместе с отрезанной частью заготовки после реза в горизонтальное положение.
Качающийся приводной рольганг включает раму 5, на которой установлен и закреплен узел ролика 6, на ось которого 4 с возможностью поворота установлена качающаяся рама 7 со смонтированными на ней тремя узлами приводных роликов 8 и четырьмя направляющими колоннами 9 для перемещения траверсы 10 с прижимным роликом 1. В верхних частях направляющих колонн 19 на плите 11 смонтирован пневмоцилиндр 2. Привод вращения роликов качающегося рольганга осуществляется от мотор-редуктора 12 через цепную передачу 13. Для уравновешивания качающейся рамы 7 к ней через гибкую тягу 14 подвешен груз 15.
С качающегося рольганга 10 (см. рис. 1) мерные поковки транспортируются на приемный рольганг 11, с которого специальным рычажным сбрасывателем 12 передаются в карман-накопитель 13. Из кармана-накопителя 13 поковки передаются на склад или через механизм поштучной подачи 14 для повторного нагрева в индукционной установке 15 и последующей ковки на РКМ.
Разработанный участок поперечной резки поковок из специальных сталей обеспечивает:
– устранение использования абразивной поперечной резки поковок, характеризующейся высоким уровнем шума, образованием вредных абразивных выбросов, безвозвратными отходами дорогостоящего металла, снижающими КИМ;
– компактную встроенность в существующую технологическую линию радиальной ковки;
– поточность производства при передаче поковок от радиально-ковочной машины для их поперечной резки, возврат мерных заготовок на повторный нагрев для их дальнейшей радиальной ковки;

Рис. 5. Фрагмент участка с поковками в кармане-накопителе после их резки Fig. 5. Fragment of a section with forgings in a storage pocket after cutting them
– энергосбережение при осуществлении локального (местного) нагрева (подогрева) зоны поперечного реза поковок;
– качественную поперечную резку поковок с применением новой конструкции штампа, позволяющего адаптировать стандартный гидравлический пресс П6332 для поперечной резки поковок из специальных сталей и сплавов;
– прием поковок качающимся рольгангом с возможностью выдачи короткомерных поковок из зоны реза гидравлического пресса с помощью прижимного ролика.
Выполненные разработки сопровождались требуемыми кинематическими, силовыми и прочностными расчетами.
Все машины и механизмы разработаны, изготовлены, смонтированы, налажены и пущены в эксплуатацию.
На рис. 5 приведена фотография участка поперечной резки с поковками в кармане-накопителе после их резки.
Таким образом, на основе исследовательских, конструкторских и опытных работ выполнен комплекс высокотехнологичных запатентованных и патентуемых разработок, позволивших создать участок поперечной резки поковок.
Практическое применение технологического участка поперечной резки поковок из специальных сталей и сплавов позволило существенно повысить технико-экономические показатели работы технологической линии радиальной ковки с РКМ SKK-14, значительно улучшить экологическую обстановку на производстве за счет устранения вредных абразивных выбросов, снижения уровня шума, повысить КИМ за счет устранения безвозвратных отходов дорогостоящего металла.
Список литературы Разработка и освоение участка поперечной резки поковок из специальных сталей и сплавов, встроенного в технологическую линию радиальной ковки
- Закарлюкин С.И., Закарлюкина Е.А., Коваль Г.И. Технологический комплекс производства сплошных и полых поковок постоянного и переменного по длине сечения из специальных металлов и сплавов // Вестник ЮУрГУ. Серия "Металлургия". 2014. Т. 14, № 1. С. 73-79. EDN: SEEMVZ
- Целиков А.И., Смирнов В.В. Прокатные станы. М.: Металлургиздат, 1958. 423 с.
- А. с. 1186312 СССР, МПК7 В21 В 43/00. Клапанный сбрасыватель проката / А.Г. Кузьменко, В.Д. Гладуш, В.М. Болотников. № 3724437; заявл. 09.04.1984.
- Безручко И.И. Индукционный нагрев для объемной штамповки. Л.: Машиностроение. Ленинград. отд-ние, 1987. 126 с.
- Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-прессовое оборудование. М.: Изд-во МГТУ им. Н.Э. Баумана, 2006. 560 с.
- Королев А.А. Механическое оборудование прокатных и трубных цехов. М.: Металлургия, 1987. 480 с.
- Штампы для горячего деформирования металлов / М.А. Тылкин, Д.И. Васильев, А.М. Рогалев и др. М.: Высшая школа, 1977. 496 с.
- Пат. № 205687 Российская Федерация, МПК7 В 23 D 25/00. Штамп для резки заготовок / С.И. Закарлюкин, Г.И. Коваль. № 2021102510; заявл. 03.02.2021; опубл. 28.07.2021, Бюл. № 22. 6 с.
