Разработка и производство конструкционных органопластиков для авиационной техники

Автор: Железина Галина Федоровна, Войнов Сергей Игоревич, Плетинь Иван Иванович, Вешкин Евгений Алексеевич, Сатдинов Руслан Амиржанович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.14, 2012 года.
Бесплатный доступ
В статье рассматриваются разработанные серийные технологии автоклавного и пресс- камерного метода формования органопластика «Органит 11ТЛ», которые позволяют реализовать в листах органопластика заданный уровень упруго-прочностных и эксплуатационных свойств.
Органоплатик, пресс-камерное формование, водопоглощение
Короткий адрес: https://sciup.org/148201214
IDR: 148201214 | УДК: 629.7.017
Development and production of structural organic plastics for aircraft
In this article considered a serial technology autoclave and press molding chamber method organoplastic "11TL" that can realize in sheets organoplastic specified level elastic strength and performance properties.
Текст научной статьи Разработка и производство конструкционных органопластиков для авиационной техники
Выбор материалов для деталей узлов и агрегатов авиационной техники зависит от их условий эксплуатации: действующих нагрузок, рабочей температуры, влажности окружающей среды и т.д., т.е от тактико-технических требований. Этим требования в настоящее время наиболее полно отвечают полимерные композиционные материалы (ПКМ), поэтому их объёмное использование в конструкциях летательных аппаратов расширятся.
Не стали исключением и лопасти несущего винта современных вертолетов. В боевом вертолёте МИ-28Н «ночной охотник», выпускаемого ОАО «Росвертол» г. Ростов-на-Дону, лопасть несущего винта изготовлена с применением ПКМ и состоит из лонжерона, хвостовых отсеков, оковки носка и обтекателя (рис. 1).
Основные технические характеристики:
-
- количество лопастей
в комплекте, шт.5
-
- тип лопасти прямоугольная в плане
-
- длина лопасти, м7,73
-
- ширина по хорде с закрылком, м 0,62
-
- масса, кг97,36
Основным силовым элементом конструкции лопасти является лонжерон, который образует носовую часть лопасти. Он изготавливается из стеклопластика ВПС-31. Хвостовые отсеки лопасти состоит из заполнителя полимеросотоп-
ласта и приклеенных к нему обшивок из орга-нита. Материалом обшивок хвостовых отсеков лопасти органопластик марки «Органит 11ТЛ» выбран в связи с тем, что имеет высокие значения удельной прочности и жёсткости при растяжении высокую усталостную и длительную прочность, высокая демпфирующая способность , трещиностойкость, низкую плотность, устойчивость к механическим и абразивным воздействиям, достаточно стабилен в условиях различных климатических факторов.
Разработка состава указанного органопластика проводилась во ФГУП «ВИАМ». Основными его компонентами являются: ткань СВМ арт. 5381/1-89 (ТУ 17.0001040.6-105) и плёночный клей марки ВК-36РТ (ТУ1-595-24-486). Для его формования была разработана автоклавная технология изготовления листов органопластика «Органит 11ТЛ». Схема автоклавного формования приведена на Рис.2
Основные технологические этапы изготовления листов органопластика марки «Органит 11ТЛ»:
-
- подготовка ткани СВМ арт. 5381/1-89;
-
- подготовка клеевой пленки ВК-36РТ;
-
- подготовка вспомогательных материалов;
-
- сборка пакетов;
-
- вакуумирование пакетов;
-
- формование Органита 11ТЛ в автоклаве или пресс-камере;
-
- удаление жертвенного слоя;
-
- обрезка листов Органита 11ТЛ;
-
- контроль готового материала.
Ключевыми моментами разработанной технологии являются:
. экологически безопасная безрастворная технология совмещения компонентов (армирующей ткани СВМ и клеевого пленочного связующего ВК-36РТ);
. технология пропитки армирующей ткани клеевым связующим под вакуумом.
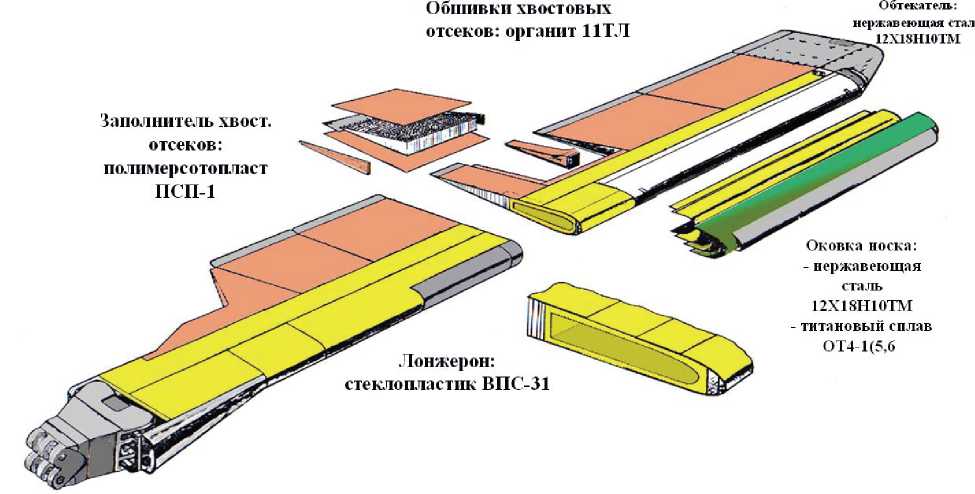
Рис. 1. Конструкция лопасти несущего винта для вертолетов Ми-28Н
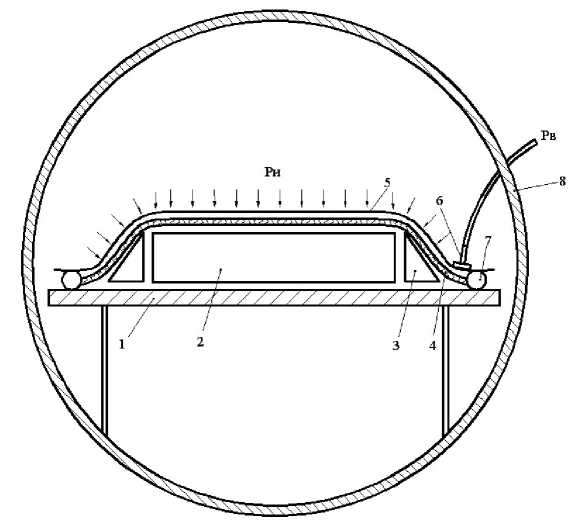
Рис. 2. Схема сборки технологического пакета для автоклавного формования:
1 – формообразующая оснастка; 2 – технологический пакет; 3 – приспособления удерживающие пакет от межслоевого сдвига; 4 – дренажные слои; 5 – вакуумный мешок; 6 – вакуумная линия; 7 – жгут-замазка; 8 – автоклав
Использование безрастворной технологии изготовления органопластика за счет применения в его составе клеевого пленочного связующего позволило получить материал с минимальной пористостью, что необходимо для обеспечения герметичности тонколистовой обшивки.
При использовании клеевых пленочных связующих, обладающих высокой вязкостью расплава, сложно достигнуть равномерности пропитки армирующего наполнителя. Эта проблема была решена путем введения дополнительной технологической операции: пропитки арамидной ткани под вакуумом. Предварительная пропитка армирующей ткани под вакуумом позволила равномерно распределить связующее в объеме наполнителя и исключить вероятность образования непропитанных участков.
Сравнение разработанной технологии с зарубежными аналогами (RTM, VARTM -патенты BS № 4902215, EP № 1 181 149 В; RFI – патент US № 4311661) показывает, что разработанная технология формования герметичного органо-
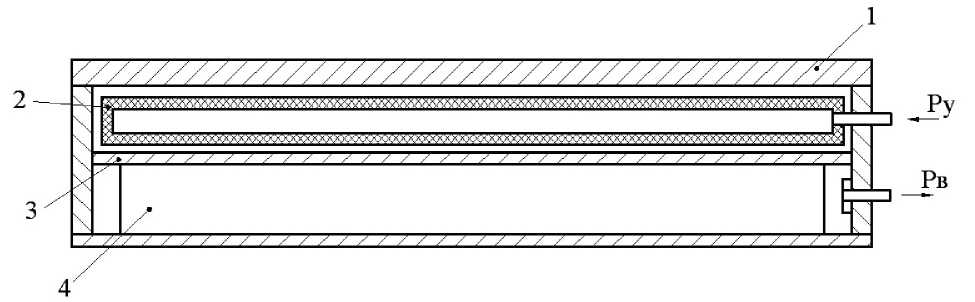
Рис. 3. Схема устройства пресс-камеры:
1 – корпус пресс-камеры; 2 – эластичный пуансон; 3 – промежуточная плита; 4 - формуемый технологический пакет.
пластика соответствует мировому уровню по экологичности производства, включает элементы передовых технологий: отсутствие растворителей, использование пленочного связующего. Преимуществом разработанной технологии является то, что она позволяет использовать для пропитки арамидной ткани высоковязкое эпоксисульфоновое связующее, состав которого выбран для обеспечения герметичности материала.
При всех своих достоинствах автоклавная технология формования имеет ряд недостатков:
-
- наличие дорогостоящего оборудования;
-
- наличие большого количества вспомогательных материалов;
-
- риск большого количества брака при разгерметизации мешка на стадии формования;
-
- энергоемкий процесс формования деталей.
В связи с увеличением объёмов выпуска продукции на ОАО «Росвертол» появилась необходимость в увеличении количества изготавливаемых листов Органит 11ТЛ. Организовать серийное производство предстояло в УНТЦ ВИАМ (филиал ФГУП «ВИАМ» в г. Ульяновск). Отсутствие автоклава на тот момент, поставило задачу разработки безавтоклавной технологии изготовления листов органопластика, обеспечивающую заданные свойства листов «Органит 11ТЛ». В последствии была разработана альтернативная автоклавному методу технология пресс-камерного формования листов органопластиков. Схема устройства пресс-каме-ры приведена на рис. 3.
Пресс-камера представляет собой металлический герметичный ящик, в который закладывается для формования технологический пакет. Процесс формования органопластика в пресс-камере сводится к следующему: технологический пакет 4 помещается в пресс-камеру 1, после чего идёт сборка пресс-камеры и установка её между плитами пресса. На стадии разогрева в пресс-камере создается разряжение через отверстие 5, для обеспечения качественной пропитки тканного наполнителя связующим, на следующей стадии через отверстие 6 подается избыточное давление воздуха в эластичном пуансоне 2, которое через промежуточную плиту 3 равномерно передается на формуемый технологический пакет, после чего сбрасывают вакуум в пресс-камере, и завершают процесс отверждения под избыточным давлением.
Данный метод позволяет совместить преимущества автоклавной и прессовой технологий при формования листов органопластика. В этом случае на этапе разогрева процесс идёт также как в автоклаве под вакуумом, что интенсифицирует пропитку, а на следующем этапе отверждения промежуточная плита равномерно передаёт давление от эластичного пуансона на технологический пакет как плита пресса. Режим отверждения в пресс камере идентичен автоклавному:
-
- поднять температуру до (130 + 5) о С со скоростью от 1,0 до 1,5 о С/мин;
-
- сбросить вакуум и подать давление Р д до (0,9 + 0,1) МПа; уд
-
- выдержать при температуре (130 + 5) о С 30 мин;
-
- поднять температуру до (150 + 5) о С со скоростью от 1,0 до 1,5 о С/мин;
-
- выдержать при температуре (150 + 5) о С 30 мин;
-
- поднять температуру до (170 + 5) о С со скоростью от 1,0 до 1,5 о С/мин;
-
- выдержать при температуре (170 + 5) о С 180 мин;
-
- охладить до температуры (20 + 5) о С
Изготовленные при отработке данной технологии листы органопластика «Органит 11ТЛ» показали соответствие полученных свойств органопластика техническим условиям и листам органопластика полученным автоклавным методом формования.
По отработанной технологии формования был начат серийный выпуск листов «Органит 11ТЛ» в УНТЦ ВИАМ. Ниже приведенгы диаграммы свойств листов органопластика марки «Органит 11 ТЛ» по партиям и месяцам изготовленных в 2011 году. (рис. 4, 5, 6, 7, 8).
влагопоглащение
№ партии 2011 г
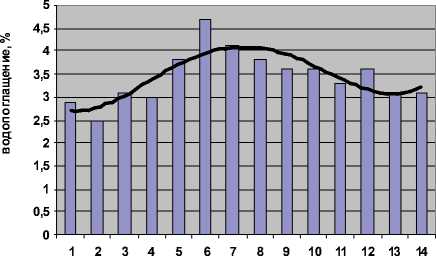
Рис. 4. Диаграмма замеров водопоглащения листов органита 11ТЛ по 14 партиям, изготовленным в 2011 году
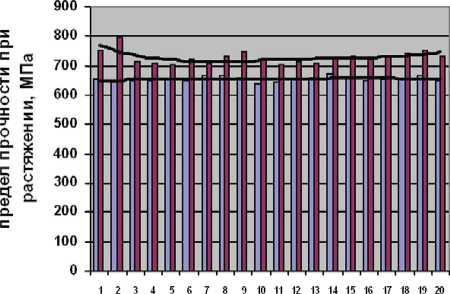
предел прочности при растяжении основа
I I предел прочности при растяжении уток
^^^^^^^^^Полиномиальный (предел прочности при растяжении основа)
^^^^^^^■iПолиномиальный (предел прочности при растяжении уток)
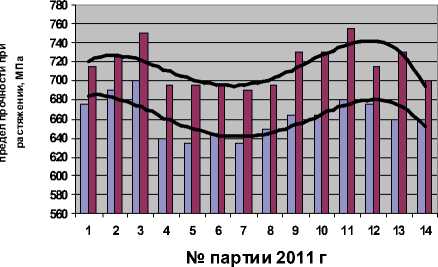
Рис. 5. Диаграмма замеров предела прочности при растяжении (основа, уток) листов органита 11ТЛ по 14 партиям, изготовленным в 2011
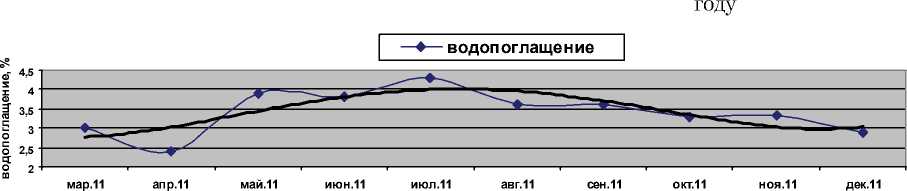
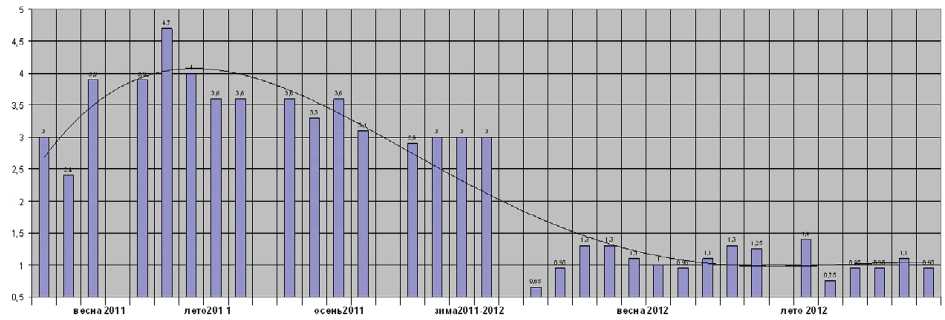
Рис. 6. Средние значения по месяцам водопоглащения «Органит 11ТЛ» в 2011 г.
I । плотность
Полиномиальный (плотность)
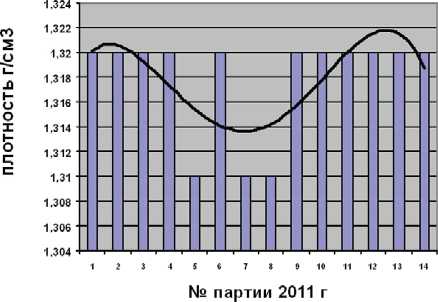
Рис. 7. Диаграмма замеров плотности листов органита 11ТЛ по 14 партиям, изготовленным в 2011 году
। । толщина
Полиномиальный (толщина)
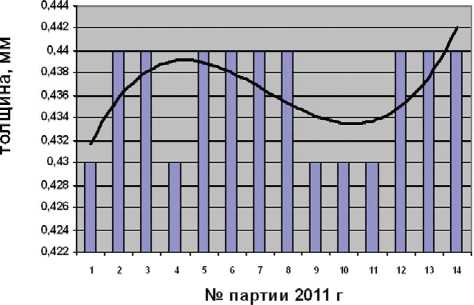
Рис. 8. Диаграмма замеров толщины листов органита 11ТЛ по 14 партиям, изготовленных в 2011 году
Анализ результатов статистических данных по листам органопластика полученных за 2011 показал, что пик максимального влагопоглощения листов органита приходится на партии №№ 5-9 (рис 4), на эти же партии приходится спад предела прочности при растяжении листов органита по основе и утку (рис.5), а также снижение плотности (рис.7). Данные колебания в свойствах листов органита предположительно были связаны с:
-
- содержанием влаги в органоткани СВМ набранной при транспортирове и хранении;
-
- изменением влажности воздуха в рабочей зоне (перемены погоды), где собирались и готовились к формованию заготовки листов органита.
По месяцам 2011 года данный пик приходится на летние месяцы (рис. 6). Для устранения данного влияния с марта 2012 года была введена операция предварительной сушки органоткани СВМ. Данная опреация стала осуществляться в термокамере под вакуумом, что дало интенсификацию процесса. Так же в этот период в УНТЦ было запущено специальное помещение
«чистая комната», которая имеет 8 класс чистоты по ИСО и в которой в автоматическом режимы поддерживается температура и влажность.
Данные нововведения положительно отразились на свойствах получаемых листов органита в 2012 году (рис. 9-13).
Таким образом с введением указанных выше изменений в технологический процесс изготов- ления листов органита наблюдается снижение и стабильно низкие показатели водопоглащения, не наблюдается влияние колебанийпогоды (рис 9), стабильные результаты предела прочности при растяжении (Рис 10). Снижение толщин листов органита в 2012 году связано с исходными материалами, органоткань поступающая на производство имеет поверхностную плотность

№ партии 2012
। । предел прочности при растяжении основа
। । предел прочности при растяжении уток
1 Потном иагьный (предел прочности при растяжении уток)
^“^“Потном иагьный (предел прочности при растяжении основа)
№ партии 2012 г
Рис.10. Диаграмма замеров предела прочности при растяжении (основа, уток) листов органита 11ТЛ по 20 партиям, изготовленным в 2012 году
Рис. 9. Диаграмма замеров водопоглащения листов органита 11ТЛ по 20 партиям, изготовленным в 2012 году

Рис 11. Средние значения по месяцам водопоглащения «Органит 11ТЛ» в 2012 г.
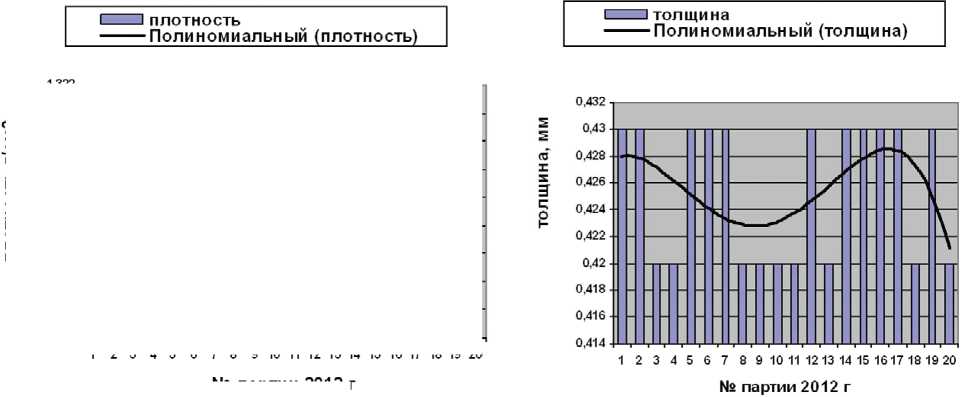
Рис.13. Диаграмма замеров толщины листов органита 11ТЛ по 20 партиям, изготовленным в 2012 году
№ партии 2012 г
Рис. 12. Диаграмма замеров плотности листов органита 11ТЛ по 20 партиям, изготовленным в 2012 году
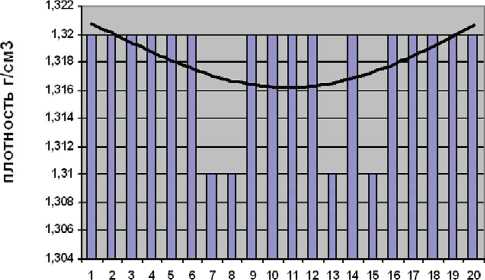
Таблица 1. Сравнительные характеристики органопластиков
|
Характеристики |
Органит 11ТЛ |
Зарубе жный аналог Е-761/285 Kevlar® |
|
Прочность при растяжении, МПа |
670 |
524 |
|
Влагопоглощение, % (30 суток) |
0,94 |
- |
|
Водопоглощение ,% (30 суток) |
0,41 |
- |
на нижнем пределе технических условий.
Разработанные серийные технологии автоклавного и пресс- камерного метода формования позволяют реализовать в листах органопластика «Органит 11ТЛ» заданный уровень упруго- прочностных и эксплуатационных свойств. Герметичный конструкционный органопластик Органит 11 ТЛ, изготовленный по разработанным серийным технологиям, по уровню свойств не уступает зарубежному аналогу (табл. 1).
DEVELOPMENT AND PRODUCTION OF STRUCTURAL ORGANIC PLASTICS FOR AIRCRAFT
1 All-Russian Scientific Research Institute Of Aviation Materials (VIAM), Moscow 2 UNTC VIAM, Ulyanovsk
In this article considered a serial technology autoclave and press molding chamber method organoplastic “11TL” that can realize in sheets organoplastic specified level elastic strength and performance properties. Keywords: organoplatik, press molding chamber, the water absorption
Galina Zhelezina, Сandidate of Technical Sciences, Head of
