Разработка и совершенствование оборудования технологической линии радиальной ковки с использованием РКМ SKK-14

Автор: Закарлюкин С.И., Коваль Г.И., Закарлюкина Е.А.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 4 т.25, 2025 года.
Бесплатный доступ
Изложены результаты выполненного ООО «Металлургический институт передовых технологий» совместно с ООО НПП «МЕТЧИВ» и ФГАОУ ВО «ЮжноУральский государственный университет» комплекса конструкторских разработок для оснащения радиальноковочной машины SKK14 средствами нагрева, транспортировки, поперечной резки и другими средствами механизации, защищенных шестью патентами на изобретения и тремя на полезную модель. Представлена информация о применении разработанных методических электрических печей с торцевой задачей и выдачей, торцевой задачей и боковой выдачей, а также индукционной нагревательной установкой (УИН), позволяющих выполнять нагрев и подогрев заготовок в различных температурных режимах в зависимости от марки стали и сплава для последующей деформации на радиальноковочной машине SKK14. Приведено описание разработанного механизма поштучной подачи заготовок для нагрева в УИН. Дана информация о разработке двух секций поворотных рольгангов с упорами, соединяющих приемную и выходную стороны РКМ SKK14, применение которых позволяет расширить вариативность транспортных потоков в технологической линии РКМ SKK14. Показана эффективность применения на транспортном рольганге разработанного упорасбрасывателя, позволяющего последовательно осуществлять две технологические операции: остановку перемещаемых после ковки профилей и последующую их передачу в накопительные карманы, не препятствуя, в случае необходимости, обратному потоку заготовок от методических печей к ковочному блоку. Описана организация параллельного технологического потока для размещения разработанного участка поперечной резки с клапанным сбрасывателем заготовок, наклонным склизом, индукционным нагревателем местного (локального) нагрева, стандартным гидравлическим прессом с разработанным специальным режущим штампом, оснащенным пневматическим прижимом и пружинными амортизаторами, качающимся приводным рольгангом с прижимным роликом, дополнительным транспортным рольгангом со стационарным упором и сбрасывателем. Показана практическая реализация нескольких технологических схем с применением разработанного оборудования.
Радиально-ковочная машина, вспомогательное оборудование, средства нагрева, средства поперечной резки, технологические схемы
Короткий адрес: https://sciup.org/147253178
IDR: 147253178 | УДК: 621.77 | DOI: 10.14529/met250404
Development and improvement of equipment for a radial forging technological line using the SKK-14 RKM
The article presents the results of a set of design developments carried out by LLC “Metal-lurgical Institute of Advanced Technologies” together with LLC SPE “METCHIV” and South Ural State University to equip the SKK-14 radial forging machine with heating, transportation, transverse cutting and other mechanization means, protected by six invention patents and three utility model patents. The article presents information on the use of the developed continuous electric furnaces with end task and delivery, end task and side delivery, as well as an induction heating unit (IHU), which allow heating and preheating of blanks in various temperature modes depending on the steel grade and alloy for subsequent deformation on the SKK-14 radial forging machine. A description of the developed mechanism for piece-by-piece feeding of blanks for heating in the IHU is given. Information is given on the development of two sections of rotary roller tables with stops connecting the receiving and output sides of the SKK-14 rotary rolling machine, the use of which allows to expand the variability of transport flows in the SKK-14 rotary rolling machine process line. The efficiency of using the developed stop-ejector on the transport roller table is shown, which allows to consistently perform two technological operations: stopping the profiles moved after forging and their subsequent transfer to the storage pockets, without interfering, if necessary, with the reverse flow of blanks from the continuous furnaces to the forging block. The organization of a parallel process flow for accommodating the developed transverse cutting section with a valve ejector of blanks, an inclined slide, an induction heater of local (local) heating, a standard hydraulic press with a developed special cut-ting die equipped with a pneumatic clamp and spring shock absorbers, a swinging drive roller table with a pressure roller, an additional transport roller table with a stationary stop and a ejector is described. The practical implementation of several process flow diagrams using the developed equipment is shown.
Текст научной статьи Разработка и совершенствование оборудования технологической линии радиальной ковки с использованием РКМ SKK-14
ООО НПП «МЕТЧИВ» в 2012 году ввела в эксплуатацию радиально-ковочную машину
SKK-14 австрийской фирмы GFM, имевшую в своем составе стандартный набор механизмов, поставляемых фирмой GFM (рис. 1),
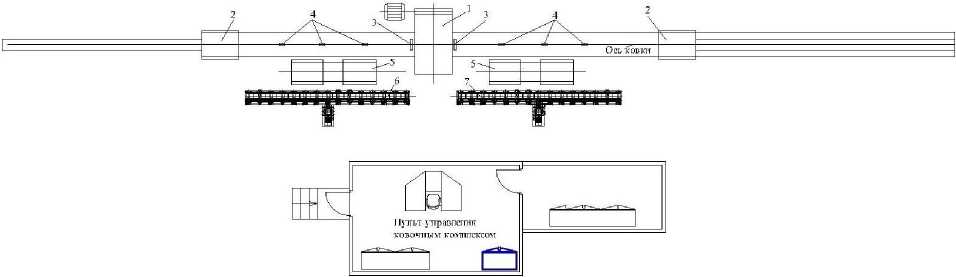
Рис. 1. Схема размещения оборудования радиально-ковочной машины SKK-14, поставленного фирмой GFM Fig. 1. Layout of the equipment of the SKK-14 radial forging machine, supplied by GFM
включающий: ковочный блок 1 , два манипулятора 2 , люнеты-центрователи 3 , блок-опоры 4 , два грейфера 5 , подающий 6 и приемный 7 рольганги, с ограниченным составом инструмента и технологических рекомендаций.
Осуществление ковки заготовок при обеспечении высокой производительности, качества готовой продукции, требуемых условий труда обслуживающего персонала при показанном на рис. 1 составе оборудования, ограниченном наборе инструмента и технологических рекомендаций не позволяло в полной мере реализовывать технологические возможности РКМ SKK-14 и удовлетворять потребности рынка по объему производств, сортаменту и качеству готовой продукции.
Разработка вспомогательного оборудования технологической линии радиальной ковки
В целях обеспечения высокой производительности, качества готовой продукции и требуемых условий труда обслуживающего персонала ООО «Металлургический институт передовых технологий» совместно с ООО НПП «МЕТЧИВ» и ФГАОУ ВО «ЮжноУральский государственный университет» выполнен комплекс конструкторских разработок для оснащения радиально-ковочной машины SKK-14 средствами нагрева, транспортировки, поперечной резки и другими средствами механизации, защищенных шестью патентами на изобретения [1–6] и тремя патентами на полезную модель [7-9]. Вся конструкторская, проектная документация, а также изготовление оборудования, его монтаж и наладка выполнены силами указанных организаций.
Для возможности осуществления нагрева и подогрева заготовок в различных температурных режимах в зависимости от марки стали и сплава технологическая линия радиальной ковки с машиной SKK-14 (рис. 2) дополнительно оснащена двумя разработанными методическими печами с торцевой задачей и выдачей 1 , торцевой задачей и боковой выдачей [4–6, 8], а также индукционной нагревательной установкой (УИН) 3 .
Для выполнения операций задачи заготовок в методические печи, выдачи заготовок из них разработаны толкатели 4 , выталкиватель 5, а также рольганг 8 , связывающий методические печи 1 и 2 .
Для задачи заготовок в индукционную нагревательную установку (УИН) разработан механизм поштучной подачи 6 [3] с подающим рольгангом 7 , который после укладки пачки заготовок на наклонную загрузочную решетку с регулируемым углом наклона осуществляет с помощью храпового и рычажного механизмов от пневмопривода поштучную передачу заготовок на подающий рольганг УИН.
На рис. 3 представлен вид на наклонную загрузочную решетку, храповой и рычажный механизмы для поштучной подачи заготовок.
Имевшиеся подающий 9 и приемный 10 рольганги (см. рис. 2) дополнены транспортным рольгангом 11 и двумя секциями поворотных рольгангов 12 с упорами 13 . Данные упоры при установке поворотных рольгангов 12 в вертикальное положение останавливают заготовку, а при установке этих рольгангов в горизонтальное положение свободно пропускают заготовку по поворотным рольгангам 12 с рольганга 9 на рольганг 10 и наоборот.
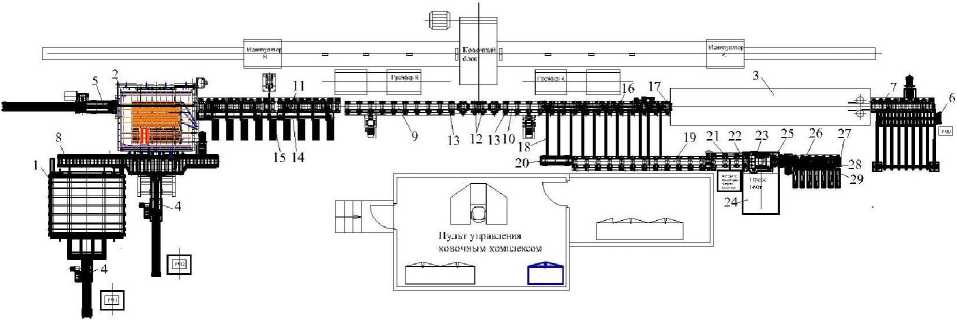
Рис. 2. Схема размещения радиально-ковочной машины SKK-14 после оснащения дополнительными механизмами
Fig. 2. Layout of the SKK-14 radial forging machine after equipping with additional mechanisms
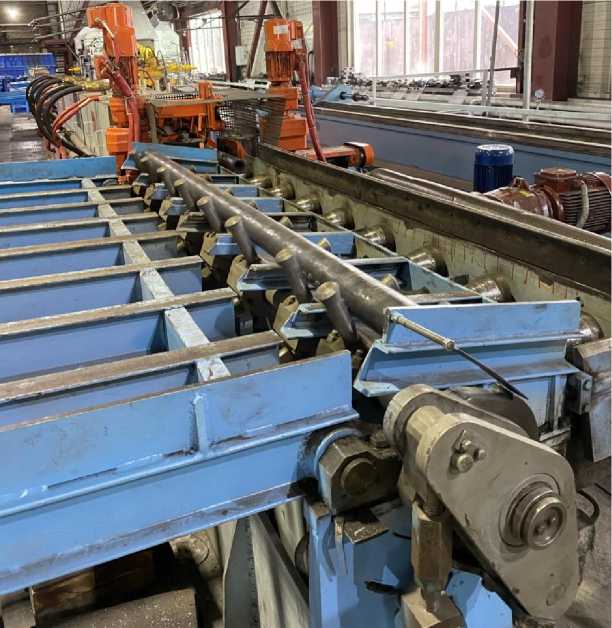
Рис. 3. Вид на наклонную загрузочную решетку, храповой и рычажный механизмы для поштучной подачи заготовок
Fig. 3. View of the inclined loading grate, ratchet and lever mechanisms for individual feeding of workpieces

Рис. 4. Поворотные рольганги в вертикальном положении Fig. 4. Rotary roller tables in vertical position
Дополнительные поворотные рольганги 12 позволили связать линии методического и индукционного нагрева, а также входные и выходные стороны РКМ SKK-14. Вид на поворотные рольганги представлен на рис. 4.
Разработан участок приема готовых профилей, включающий карманы 15 и упор-сбрасыватель 14 (см. рис. 2), позволяющий последовательно осуществлять две технологические операции: остановку перемещаемых после ковки профилей и последующую их передачу в накопительные карманы 15, не препятствуя, в случае необходимости, обратному потоку заготовок от методических печей 1, 2 к ковочному блоку. На рис. 5 приведен фрагмент участка методических печей, карманы и сбрасыватель заготовок.
С целью повышения качества поверхности получаемых заготовок и профилей в поставленных фирмой GFM люнетах-центрова-телях 3 (см. рис. 1) направляющие скольжения заменены на направляющие качения как для продольного, так и для винтового перемещения заготовок и профилей [1, 2, 7]. Для выполнения резки заготовок технологическая линия радиальной ковки оборудована участком поперечной резки (см. рис. 2), включающим оригинальный клапанный сбрасыватель 16 и исчезающий упор 17, встроенные в поставленный фирмой GFM приемный рольганг 10. Исчезающий упор 17 позволяет заготовкам свободно перемещаться к ковочному блоку после их нагрева в УИН 3 и останавливаться при перемещении готовых профилей для поперечной резки после ковки в ковочном блоке.
Вид на элементы клапанного сбрасывателя, встроенного в существовавший рольганг, показан на рис. 6. После клапанного сбрасы-

Рис. 5. Вид на методические печи, накопительные карманы, сбрасыватель Fig. 5. View of the continuous furnaces, storage pockets, and discharge device

Рис. 6. Вид на видимые элементы клапанного сбрасывателя в поднятом положении с рольгангом и склизом Fig. 6. View of the visible elements of the valve ejector in the raised position with a roller table and a slide
вателя 16 (см. рис. 2) установлен наклонный склиз 18, транспортный рольганг 19 с задним стационарным упором 20, индукционный нагреватель 21 местного (локального) нагрева, прижимной ролик 22, оригинальный режущий штамп 23 [9] с пневматическим прижимом и пружинными амортизаторами, установленный на гидравлическом прессе 2 усилием 1600 кН, качающийся приводной рольганг 25 с прижимным роликом, дополнительный транс- портный рольганг 26 со стационарным упором 27, сбрасыватель 28 с приводом от пневмоцилиндра и накопительный карман 29. Применение индукционного нагревателя 21 местного (локального) нагрева позволяет в случае необходимости осуществлять нагрев или подогрев заготовок только в месте их поперечного реза.
Виды на механизмы участка поперечной резки представлены соответственно на рис. 7–10.

Рис. 7. Вид на участок поперечной резки со стороны подачи заготовок к режущему штампу
Fig. 7. View of the cross-cutting section from the side of the feed of blanks to the cutting die
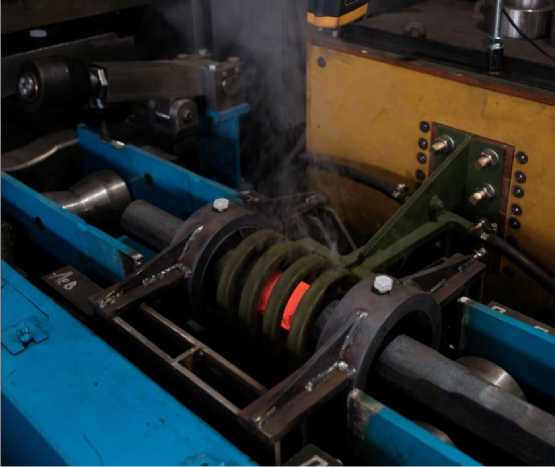
Рис. 8. Вид на установку локального нагрева во время нагрева части длины заготовки в месте поперечного реза Fig. 8. View of the local heating unit during heating of a part of the length of the workpiece at the place of the cross cut

Рис. 9. Вид на штамп поперечной резки заготовок с пневматическим прижимом и пружинными амортизаторами, установленный на гидравлическом прессе усилием 1600 кН
Fig. 9. View of the cross-cutting die with pneumatic clamp and spring shock absorbers, mounted on a hydraulic press with a force of 1600 kN

Рис. 10. Вид на приемные карманы, рычажный сбрасыватель, качающийся и приемный рольганги участка поперечной резки заготовок Fig. 10. View of the receiving pockets, lever ejector, swinging and receiving roller conveyors of the cross-cutting section of blanks

Рис. 11. Общий вид технологического комплекса с РКМ SKK-14 после оснащения дополнительным оборудованием Fig. 11. General view of the technological complex with the SKK-14 RCM after equipping with additional equipment
Оснащение радиально-ковочной машины SKK-14 дополнительным оборудованием позволило не только повысить объем выпускаемой продукции, но и существенно расширить ее сортамент и качественные характеристики.
На рис. 11 представлен общий вид технологического комплекса с РКМ SKK-14 после его оснащения дополнительным оборудованием.
Применение разработанного дополнительного оборудования позволяет реализовать несколько технологических схем. Приведем их описание с использованием рис. 2.
Технологические схемы производства
При нагреве заготовок в методических печах 1 и 2 или только в методической печи 2
Заготовки укладываются мостовым краном на загрузочный стол методической печи 1 и толкателем 4 загружаются в указанную методическую печь. После предварительного нагрева заготовки поштучно выдаются на рольганг 8, с помощью него транспортируются к методической печи 2 и толкателем 4 загружаются для окончательного нагрева в указанную печь. При нагреве заготовок только в методической печи 2 заготовки мостовым краном укладываются на рольганг 8 и толкателем 4 загружаются в указанную печь. Выдача нагретых заготовок из методической печи 2 осуществляется выталкивателем 5, затем они транспортируются рольгангами 11, 9. При этом для свободного прохождения заготовок рычаги упора-сбрасывателя 14 поднимают. Далее транспортируемая заготовка останавливается упором 13 при вертикальном положении поворотного рольганга 12 и грейфером В передается манипулятору В. Манипулятором В осуществляется подача заготовки в ковочный блок и путем реверсивной ковки с передачей заготовки из манипулятора Б манипулятору А и наоборот получается требуемая готовая поковка.
В случае технологической необходимости нагретая в методической печи 2 заготовка транспортируется рольгангами 9 , 11 и 10 . При этом поворотные рольганги 12 устанавливаются в горизонтальное положение. Далее грейфером А заготовка передается манипулятору А . Манипулятором А осуществляется подача заготовки в ковочный блок и путем реверсивной ковки с передачей заготовки из манипулятора А манипулятору Б и наоборот получается требуемая готовая поковка.
В дальнейшем возможны два технологических варианта.
По первому варианту готовая поковка из манипуляторов А грейфером А передается на рольганг 10 и при горизонтальном положении поворотных рольгангов 12 транспортируется через рольганг 9 на рольганг 11 . При этом варианте готовая поковка может из манипулятора В грейфером В передаваться на рольганг 9 и транспортироваться на рольганг 11 . В обоих случаях при передаче готовых поковок на рольганг 11 рычаги упора-сбрасывателя 14 опущены. Благодаря этому готовая поковка останавливается в требуемом положении упором-сбрасывателем и путем подъема рычагов упора-сбрасывателя 14 перемещается в накопительные карманы 15 .
По второму варианту, при котором требуется порезка готовой поковки на мерные длины, последняя из манипулятора В грейфером В передается на рольганг 9 и при горизонтальном положении поворотных рольгангов 12 транспортируется на рольганг 10 и останавливается исчезающим упором 17. При этом варианте готовая поковка может из манипулятора А грейфером А сразу передаваться на рольганг 10 и перемещаться этим рольгангом до исчезающего упора 17. Далее поднимаются рычаги клапанного сбрасывателя 16 и готовая поковка по наклонному склизу 18, транспортному рольгангу 19 с задним стационарным упором 20 перемещается к индукционному нагревателю 21 местного (локального) нагрева, где в случае необходимости подогрева места поперечного реза останавливается в требуемом положении. После этого готовая поковка перемещается транспортным рольгангом 19 с помощью прижимного ролика 22, обеспечивающего постоянную скорость ее движения, к режущему штампу 23, установленному на гидравлическом прессе 24. При этом готовая поковка останавливается таким образом, что подогретая зона реза располагается между ножами режущего штампа 23. Во время верхнего реза передняя отрезаемая часть готовой поковки располагается в зоне качающегося приводного рольганга 25 с прижимным роликом, который вместе с передней частью отрезаемой готовой поковки поворачивается. После осуществления реза качающийся приводной рольганг 25 с прижимным роликом вместе с отрезанной передней частью готовой поковки за счет сил тяжести устанавливаются в горизонтальное положение. Далее прижимной ролик прижимает отрезанную переднюю часть готовой поковки, включается привод рольганга 25 и она передается на дополнительный транспортный рольганг 26, с помощью которого перемещается до стационарного упора 27. Затем сбрасывателем 28 отрезанная передняя часть готовой поковки передается в приемные карманы 29. Аналогичным образом осуществляются действия с другими частями отрезаемой готовой поковки.
При нагреве заготовок в индукционной нагревательной установке (УИН)
Пачка заготовок укладывается мостовым краном на стеллаж перед механизмом поштучной подачи 6 . Заготовки раскатываются по указанному стеллажу и механизмом поштучной подачи 6 передаются на рольганг 7 , с помощью которого транспортируются к УИН 3 . Перемещение заготовки внутри трех секций УИН 3 и выдача нагретых заготовок из нее осуществляется специальными трайбаппаратами, установленными перед и после УИН 3 и входящими в состав ее оборудования.
Нагретая в УИН 3 заготовка выдается на рольганг 10 и транспортируется им к грейферу А или В . В первом случае поворотные рольганги 12 установлены в вертикальном положении, а во втором случае установлены в горизонтальном положении. С помощью указанных грейферов нагретая заготовка передается соответствующему манипулятору. Одним из манипуляторов осуществляется подача заготовки в ковочный блок и путем реверсивной ковки с передачей заготовки от одного манипулятора к другому получается требуемая готовая поковка.
Дальнейшие технологические операции аналогичны технологическим операциям после ковки заготовок, нагретых в методических печах 1 и 2 .
Заключение
-
1. Выполнен комплекс конструкторских работ, защищенных 6 патентами на изобретения и 3 патентами на полезную модель, позволяющий создать не имеющую аналогов в отечественной и мировой практике технологическую линию с РКМ SKK-14 для производства заготовок, простых и фасонных профилей, включая полые изделия, из различных специальных марок сталей и сплавов постоянного и переменного по длине сечения с высокой точностью геометрических размеров.
-
2. Практическое применение указанных разработок существенно повысило эффективность производства, заключающуюся в увеличении производительности, расширении сортамента, повышении качества продукции и улучшении условий труда.
-
3. Выполненные отечественные импортозамещающие разработки рекомендуются к тиражированию для использования на других предприятиях РФ, имеющих в составе своих производств радиально-ковочные машины и другие средства обработки металлов давлением.
