Разработка информационного обеспечения для проектирования и моделирования технологических процессов сборки изделий авиационной техники

Автор: Самсонов Олег Семенович, Шенаев Михаил Олегович, Саутенков Михаил Евгеньевич, Воронцов Дмитрий Станиславович, Петрина Антон Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Статья в выпуске: 1-5 т.16, 2014 года.
Бесплатный доступ
Излагаются подходы к формированию и сопровождению технологических баз данных и знаний с использованием комплекса моделей, реализующих интеллектуальную информационную поддержку процессов проектирования технологии сборки изделий авиационное техники на принципах CALS-технологий.
Информационная поддержка, информационная среда, модель, технологический процесс, проектирование, информационное обеспечение
Короткий адрес: https://sciup.org/148202996
IDR: 148202996 | УДК: 621.757
Development of information support for design and modeling the assembly technological processes of aircraft equipment
Approaches to formation and maintenance of technological databases and knowledge with use of models complex, realizing intellectual information support of projecting the assembly technological processes of aviation equipment on the principles of CALS technologies are stated.
Текст научной статьи Разработка информационного обеспечения для проектирования и моделирования технологических процессов сборки изделий авиационной техники
Петрина Антон Николаевич, заведующий лабораторией кафедры «Технологии проектирования и эксплуатации летательных аппаратов»
В системах класса «технологический редактор» формирование технологических процессов осуществлялось с использованием шаблонов технологических операций. При этом выбор всех принципиальных решений по структуре технологических процессов, а также расчет техникоэкономических параметров осуществлялся пользователем (технологом), а средства системы использовались в основном для формирования технологической документации. Однако уже в 70-80-е годы прошлого века активно проводились исследования по разработке методов формализации технологических знаний и их использования для автоматизации процедур структурно-параметрического синтеза, моделирования и оптимизации. Отдельные направления (аксиоматический подход к проектированию технологии, разработка экспертных систем технологического назначения и др.) носили экспериментальный характер и не нашли широкого промышленного применения. Наибольшее распространение получили системы, основанные на применении следующих методов формализации технологических данных:
-
1. Таблицы принятия решений. Метод основан на представлении технологических данных в виде информационно-логических таблиц, описывающих справочно-нормативные данные и условия принятия решений. При реализации метода для механообрабатывающего производства разработаны классификаторы деталей, их структурных элементов (обрабатываемых поверхностей), а также классификаторы и системы кодирования технологических операций, переходов и элементов производственных систем [1].
-
2. Типовые математические модели. Компоненты иерархической системы математического моделирования «ИСТРА», предназначенные для проектирования технологических процессов:
-
- табличные модели: для проектирования типовых и групповых технологических процессов линейно-упорядоченной структурой операций и переходов;
-
- сетевые модели: для проектирования вариантных технологических процессов при описании связей между операторами в виде графа;
-
- перестановочные: для проектирования вариантных технологических процессов при описании связей между операторами в виде логических условий (для сборки - уравнения базирования и уравнения доступа в зону сборки).
-
3. Базовые и комплексные технологические модули (БТМ, КТМ) - представленные в программном виде алгоритмы проектирования технологических операций и переходов. Базовый технологический модуль является первичным структурным элементом информационной среды системы технологического проектирования (ИС ТП) и представляет собой модель проектирования однопереходной типовой технологической операции. Комплексный технологический модуль - модель проектирования многопереходной типовой технологической операции, групп операций либо типового технологического процесса, представленная в виде совокупности БТМ. При классификации видов работ БТМ объединяются в группы по общности конструктивнотехнологических свойств изделий и их элементов, а также по способам выполнения работ. Методология разработки информационного обеспечения в виде информационных модулей была положена в основу создания отраслевой технологической информационной базы (ОТИБ), разработка которой была начата отраслевым технологическим институтом авиационной промышленности (НИАТ) совместно с рядом предприятий авиационной промышленности [4]. Этот подход использован и при создании системы автоматизированного проектирования технологических процессов «ТеМП», разработанной
Применение типовых математических моделей для проектирования технологических процессов, а также отработки технологичности деталей и сборочных единиц, регламентировано государственными стандартами и методическими рекомендациями [2, 3]. В 80-е годы система автоматизированного проектирования технологических процессов была разработана в МАТИ и внедрена на ряде предприятий аэрокосмической промышленности. К ним, прежде всего, следует отнести Ульяновский авиационный промышленный комплекс «УАПК», ныне - ЗАО «Авиастар-СП».
специалистами ЗАО «Авиастар-СП» и МАТИ [5]. Информационная среда системы ТеМП включает в себя:
-
- БД моделей элементов производственной системы;
-
- БД нормализованных и стандартизованных изделий, применяемых в конструкции самолета; - Базовые и комплексные технологические модули по основным видам сборочно-монтажных работ.
Методика разработки компонентов информационной среды САПР ТП «ТеМП». Разработка базовых и комплексных технологических модулей должна осуществляться на основании анализа отраслевой нормативнотехнической документации по технологическому проектированию изделий АТ, а также ряда международных стандартов. В состав НТД входят отраслевые стандарты (ОСТ), технологические рекомендации (ТР), методические материалы (ММ), руководящие технические материалы (РТМ), производственные инструкции (ПИ), стандарты предприятий (СТП) и типовые технологические процессы (ТТП) [6]. Информация, содержащаяся в НТД, регламентирует проектирование технологических процессов (операций и переходов) по отдельным видам работ в форме таблиц, рекомендаций, расчетных формул, уравнений, номограмм и т.д., на основании которых необходимо разработать алгоритм проектирования и реализовать его в виде программы на языке формализации технологических знаний. Комплекс работ по формализации и алгоритмизации технологических данных включает в себя следующие этапы:
-
1. Формирование состава технологических решений . В соответствие с ГОСТ Р 50995.3.1-96 [7] технологическое решение - это проектное решение, в котором определены значения параметров технологических процессов изготовления данного объекта в заданных условиях и с заданными характеристиками. Применительно к решаемой задаче технологическое решение ( R i ) представляет собой упорядоченную последовательность технологических операторов ( т ) в составе модели технологического процесса (МТП). Результатом обработки алгоритма принятия технологических решений является иерархический набор записей, содержащих текстовые формулировки технологических операций и переходов, сообщения об ошибках (статическая информация), информацию об изделии и производственной среде, значения параметров процесса (динамическая информация).
-
2. Определение параметров технологических операторов, входящих в состав технологических решений. В набор характеристик технологического оператора (рис. 2) могут входить количественные параметры (количество крепежных точек, габариты элементов конструкции, зазоры между деталями пакета и т.д.) и качественные (марка материала детали, условия выполнения работ, положение корпуса исполнителя и т.д.). Значения характеристик, описывающих технологические операторы, используются в алгоритмах формирования состава и последовательности операторов, нормирования и расчета технологических режимов, определения состава средств технологического оснащения.
-
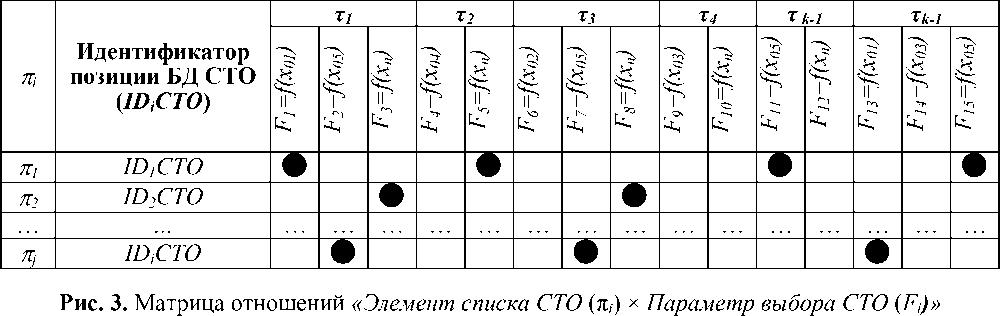
3. Формирование моделей выбора средств технологического оснащения . Условием выбора в качестве решения позиции базы данных СТО
-
4. Формирование вариантной структура комплексного технологического решения, описание взаимосвязей и условий входимости операторов в технологическое решение. В качестве
-
5. Разработка алгоритма проектирования технологической операции и программная реализация модуля . Алгоритм проектирования представляется в виде блок-схемы, включающей в себя расчетные и логические процедуры по преобразованию исходных данных в проектное технологическое решение.
Исходный вектор (характеристики процесса):

Характеристики технологических операторов
Качественные
Количественные
Формулы расчета выходных параметров
Технологические решения
Набор инструментов оборудования
Идентификатор позиции БД СТО (ID,СТО,
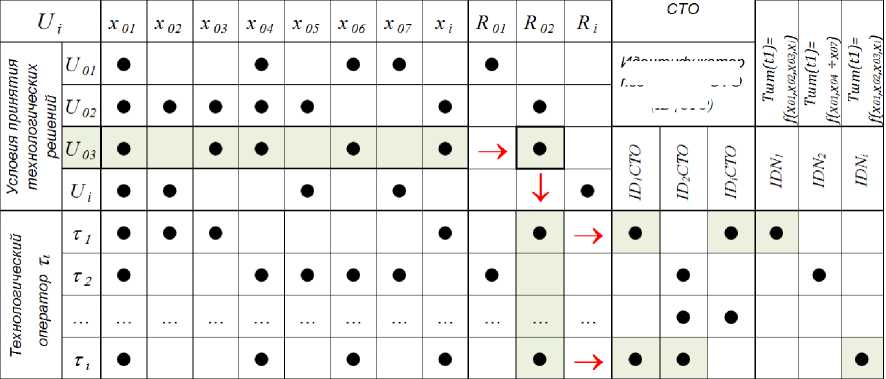
Рис. 7. Матрица отношений «τ i × x i × R i × U i × IDN i × ID i СТО», где τ i – технологический оператор; x i – параметр (характеристика оператора); R i – технологическое решение (набор технологических операторов); U i – условие принятия решения; IDN i – идентификатор модели нормирования БТМ; ID i СТО – идентификатор позиции БД СТО
На основе матрицы отношений « τ i ×R i » формируется граф, описывающий вхождение технологических операторов в состав технологического решения в виде однозначной последовательности (рис. 1).
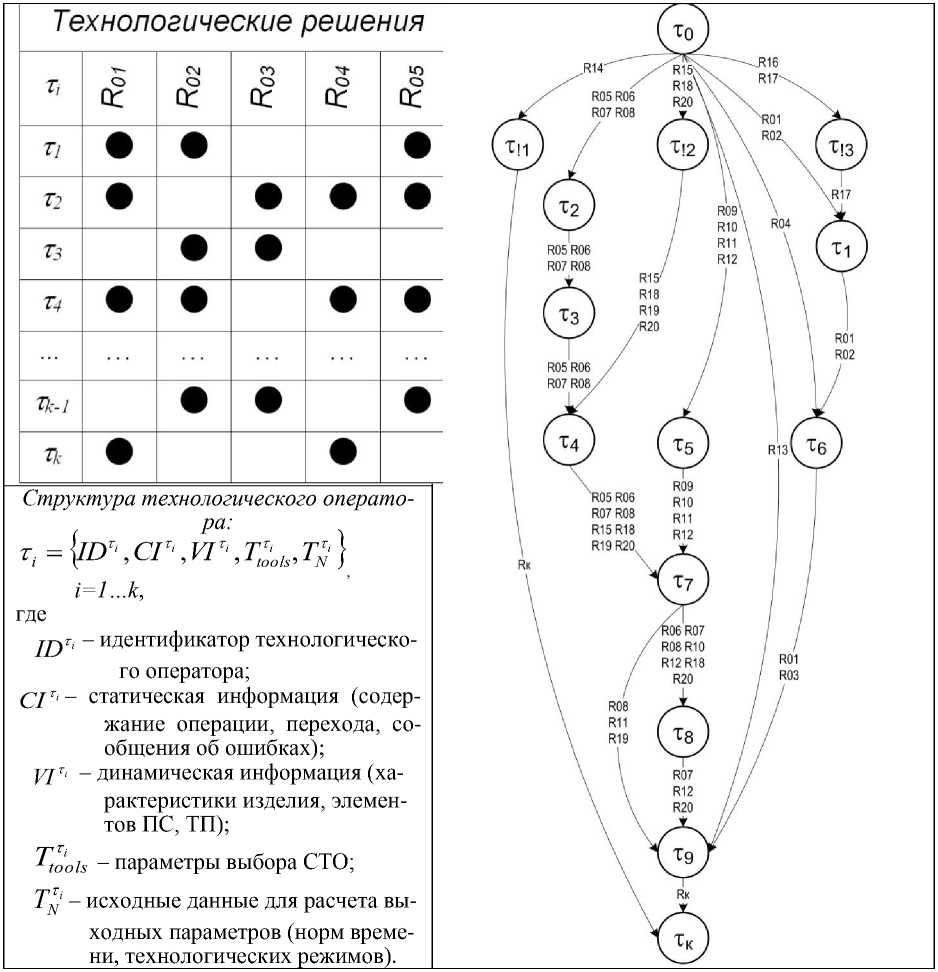
Рис. 1. Формирование состава технологических решений
( n i ) являются параметры выполнения технологической операции или перехода ( F i ) , которые формируются на основе перечня характеристик, входящих в описание каждого технологического оператора ( T i ) (рис. 3). Расширение БД СТО системы ТеМП выполняется в соответствие с каталогами оборудования и оснастки, применяемых в сборочно-монтажном производстве. БД СТО может дополняться 3П-моделями ряда позиций СТО (резьбозавертывающие, сверлильные машины, насадки и пр.), используемыми при моделировании технологии сборки для проведения анализа рабочих зон на возможность выполнения сборочно-монтажных работ (рис. 4).
условий принятия Ui технологических решений Ri выступают наборы количественных и качественных конструктивно-технологические кодов комплексных и базовых технологических модулей (КТККТМ/БТМ). Качественные КТККТМ (параметры процесса) формируются с использованием каскадных меню, определяющих характеристики выполнения работ. Список возможных условий принятия технологических решений в виде матрицы отношений «Условие» × «Набор КТККТМ» представлен на рис. 5.
|
τ |
Количественные |
Качественные |
|||||
|
x i |
x i+1 |
x i+2 |
x i+n |
x i+n+1 |
x i+n+2 |
||
|
Abbr( x i ) |
Abbr( x i+1 ) |
Abbr( x i+2 ) |
Abbr( x i+n ) |
Abbr( x i+n+1 ) |
Abbr( x i+n+2 ) |
||
|
τ i |
• |
• |
• |
• |
|||
|
τ i+1 |
• |
• |
• |
||||
|
• |
• |
• |
• |
||||
|
τ m, τ n |
• |
• |
• |
||||
|
область значений |
x i =f(x j ) |
x
+i
^
|
x i+2 =[j] |
x+n=1 ^ n |
x i+n+1 =f(X СТО ) |
x i+n+2 =k |
|
|
ограничения |
x i+2 ^ СФi+2 |
x +n ^ СФ1+п |
|||||
Рис. 2. Матрица отношений «Технологический оператор × Параметр» ( τ i ×x i ), где τ i – технологический оператор; xi – параметр (характеристика оператора); Abbr ( xi ) – описание параметра; СФi+n – область значений; [ j ] – характеристика крепежного элемента; PDA j – указатель на область данных (Pointer_to_Data_Area)
Каталоги применяемого оборудования и инструмента
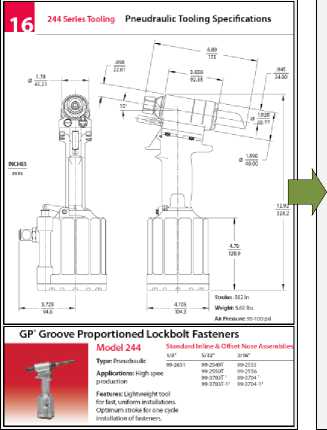
Формирование 3D-моделей СТО


Формирование БД СТО системы ТеМП. Геометрическая отработка выполнения сборочных операций.
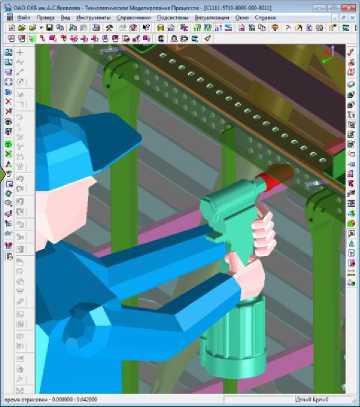
Рис. 4. Разработка БД СТО системы ТеМП. Формирование ЭМ СТО. Геометрическая отработка выполнения сборочных процессов при моделировании ТП сборки изделий АТ
|
Условие U i |
Качественные КТК КТМ |
Количественные КТК КТМ/БТМ |
|||||
|
пункт меню (Menu_Item 1 ) |
пункт меню (Menu_Item 2 ) |
… |
пункт меню (Menu_Item m ) |
x
i
|
x i ≥k |
x i ∉ {Xi} |
|
|
U 01 |
• |
• |
… |
• |
|||
|
U 02 |
• |
… |
• |
• |
|||
|
U 03 |
е |
… |
• |
• |
|||
|
… |
… |
… |
|||||
|
Un-l |
… |
||||||
|
U n |
• |
… |
• |
• |
|||
Рис. 5. Матрица отношений «КТК КТМ х Ui»
На основе матриц «т ixRi », «KTKKTMxUi », формируется матрица отношений « Ui х Ri » «Условие принятия решения – Технологическое решение (набор технологических операторов)» (рис. 6), описывающая однозначное соответствие каждому из условий определенного технологического решения. Одному условию принятия технологического решения может соответствовать единственное технологическое решение. Для различных условий принятия технологического решения в качестве результата проектирования может выступать одно и то же технологическое решение.
На рис. 7 представлена матрица «TIxGTILTI xIDNIxxIxUIxRI», определяющая структуру комплексного технологического решения и описывающая взаимосвязи технологических операторов в моделях технологических решений Ri.
|
Условие U i |
Технологические решения |
|||
|
R 01 |
R 02 |
R 03 |
R 04 |
|
|
U 01 |
• |
|||
|
U 02 |
• |
|||
|
U 03 |
• |
|||
|
• |
||||
|
U n |
• |
|||
Рис. 6. Матрица отношений « Ui х Ri (набор т) »

Дополнением к модели «т х xi х Ri х Ui» может являться матрица, приведенная к виду (1) и описывающая следующие взаимосвязи:
-
1) Технологический оператор – Характеристика оператора ( т х xi );
-
2) Технологическое решение – Состав технологических операторов ( Ri х т );
-
3) Технологический оператор – Условие входи-мости в технологическое решение ( «τ i × U i );
-
4) Технологическое решение – Условие принятия решения ( R i × U i );
-
5) Технологический оператор – Алгоритм расчета выходных параметров (модель нормирования) ( τ i × IDN i );
-
6) Технологический оператор – БД СТО ( τ i × ID i СТО ).
x ixUi
X j X Г;

Список литературы Разработка информационного обеспечения для проектирования и моделирования технологических процессов сборки изделий авиационной техники
- Цветков, В.Д. Система автоматизированного проектирования технологических процессов. -М.: «Машиностроение», 1972. 240 с.
- САПР. Типовые математические модели объектов проектирования в машиностроении. РД 50-464-84. -М.: Издательство стандартов, 1985. 201 с.
- САПР. Правила разработки и применения типовых математических моделей при проектировании технологических процессов. ГОСТ 23501.605-83. -М.: Издательство стандартов, 1984. 10 с.
- Уланов, М.Е. Создание отраслевой технологической информационной базы/М.Е. Уланов, Н.П. Вежновец, В.И. Карьков//Авиационная промышленность. 1982. №12. С.79-81.
- Самсонов, О.С. Комплексное моделирование процессов сборочного производства изделий авиационной техники/О.С. Самсонов, М.Е. Саутенков, И.И. Толстопятов//Авиационная промышленность. 2012. №3. С. 51-57.
- Кривов, Г.А. Эффективно организованная электронная технологическая среда -основа компьютерного проекта самолета//Информационные технологии в наукоёмком машиностроении. -Киiв: «Технiка», 2001. С. 327-398.
- ГОСТ Р 50995.3.1-96 «Технологическое обеспечение создания продукции. Технологическая подготовка производства»
