Разработка эффективных путей управления структурой и свойствами твердосплавных композитов, модифицированных наночастицами

Автор: Гордеев Ю.И., Абкарян А.К., Бинчуров А.С., Ясинский В.Б., Карпов И.В., Лепешев А.А., Хасанов О.Л., Двилис Э.С.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 3 т.7, 2014 года.
Бесплатный доступ
Приведены новые данные о влиянии добавок керамических наночастиц на свойства твердых сплавов WC-Co. Комплексное исследование твердых сплавов с использованием традиционных методов испытаний механических свойств в сочетании с металлографическими, электронно-микроскопическими методами и рентгенофазовым анализом позволили установить стабильные корреляционные связи между объемным содержанием наночастиц и средним размером карбидов, параметрами микроструктуры и прочностью твердых сплавов. Наночастицы, введенные в состав твердого сплава, способствуют уменьшению толщины металлической прослойки, и, как результат, обеспечивается увеличение прочности связующего и твердосплавного композита в целом. Обнаружено стабильное снижение среднего размера зерна карбидной фазы (вследствие блокирующего влияния наночастиц на процессы рекристаллизации). Результаты испытаний показывают, что модифицирование наночастицами способствует повышению основных конечных физико-механических свойств твердых сплавов: твердости, трещиностойкости, прочности на изгиб, модуля упругости, износостойкости.
Наночастицы, твердосплавные композиты, микроструктурные параметры, структурная модель, прочность на изгиб, электроимпульсное спекание, рентгенофазовый анализ, размер зерна, модуль упругости
Короткий адрес: https://sciup.org/146114841
IDR: 146114841 | УДК: 621.762
Developing effective ways formed of structure and properties of hard metal composites modified by nanoparticles
New data about infl uence of ceramic nanoparticles additives on the hard metals WC-Co properties are received. Complex investigation of hard metal using suggested conventional mechanic testing methods combined with metallography, electron microscopy and x-ray phase analysis enabled to establish stable correlating links between volume content of nanoparticles whith average sizes of carbide and micro structure parameters and strength of hard metals. Nanoparticles introduced into a binder size decrease of the metal interlayer and therefore increase the strength of binder and composite as a whole. The reduction of the carbide grain average size was found out as well (owing to nanoparticles blocking influence on recrystallization). The test results display that the modification thought nanoparticles enables to improve the main final physical and mechanical properties of hard metals properties: hardness, fracture toughness, transverse rupture toughness, elastic modulus, wear resistance.
Текст научной статьи Разработка эффективных путей управления структурой и свойствами твердосплавных композитов, модифицированных наночастицами
Анализ состояния проблемы по использованию наноструктурированных материалов показывает, что одним из перспективных направлений повышения качества твёрдых сплавов и изделий на их основе является формирование субмикронной структуры с зёрнами твёрдой карбидной фазы размером 300–400 нм. Применение нано- и субмикрокристаллических карбидов в сочетании с методами сохранения масштабов субмикронных зёрен при высокотемпературной консолидации позволяет получить твердосплавные композиты со сбалансированным сочетанием твёрдости, прочности, трещиностойкости и вязкости по сравнению со сплавами нормальной микронной зернистости.
Объектом исследования являются спеченные твердосплавные композиты, предназначенные для изготовления металлорежущего инструмента в машиностроении, металлообработке, бурового инструмента в нефтяной и угольной промышленности, горнодобывающей отрасли, износостойких резцов при снятии дорожных покрытий и т.д. Проведенные исследования и полученные результаты базируются на новых наукоемких технологиях синтеза нанопорошков и изготовления гетерофазных металлокерамических композитов на их основе, предполагает новые теоретические подходы к конструированию, прогнозированию их физико-механических и эксплуатационных свойств, использованию новых современных методик исследования и контроля. Задачи повышения качества твердых сплавов могут быть эффективно решены за счет их наноструктурирования [1, 2] путем использования наноразмер-ных порошков карбида вольфрама [3-5] либо введения наноразмерных порошков карбидов ванадия, хрома, тантала или других нанопрошков оксидов, нитридов, которые играют роль ингибиторов роста зерна основной фазы WC при спекании [6-8]. Использование такого способа для реализации наноструктурной фрагментации за счет использования карбидной фазы различного состава и дисперсности указано также в работах [9, 10]. Применение нанопорошков для реализации градиента функциональных свойств не имеет альтернативы при создании твердосплавных дисперсно-упрочненных материалов, так как они могут обеспечивать существенное повышение физико-механических свойств и эксплуатационных характеристик при небольшом количестве добавок к матричному материалу, без усложнения традиционной базовой (стандартной) технологии и существенных дополнительных затрат на оборудование и оснастку. На решение именно этой задачи направлены исследования, результаты которых приведены в настоящей статье.
Основная задача решена путем разработки аппаратуры и технологии получения нанопорошков оксидов, карбидов и нитридов, составов и технологии изготовления твердосплавных композитов, новых оригинальных способов введения нанодобавок в структуру базового твердого сплава, обеспечивающих однородное распределение их по объему и предотвращение конгломерации.
Новизна и технические особенности полученных в ходе исследований методов и способов решения задач повышения физико-механических и эксплуатационных характеристик стандартных твердых сплавов заключаются в разработке специализированного оборудования и аппаратуры для синтеза нанопорошков оксида алюминия, диоксида циркония, нитридов методами ударно-волнового синтеза [11], электровзрыва, в плазме дугового разряда низкого давления [12, 13], плазмохимического синтеза мощного ультразвукового воздействия.
Методы и аппаратура исследований
Для подготовки порошковых смесей карбидов вольфрама, кобальта (в том числе получения порошков карбида вольфрама с ингибирующими добавками наночастиц оксида алюминия и диоксида циркония керамики) использовали прецизионные весы MettlerToledoAB204-S/FACT с точностью измерения до 0,1 мг. Приготовленные смеси применяли для изготовления штабиков для проведения испытаний на изгиб (ISO/CD 3327), таблеток 010x10 мм для изучения параметров микроструктуры и физико-механических характеристик. Активированные в жидкой среде (УЗ-диспергированные) легирующие наночастицы диоксида циркония или оксида алюминия смешивали с порошками карбида вольфрама и кобальта в нужных весовых соотношениях, прессовали в жесткой матрице, подвергали спеканию в вакуумных печах или консолидировали в плазме искрового разряда на установке SPS 515S SYNTEX. На образцах разработанных материалов устанавливали следующие физико-механические характеристики: в процессе спекания измерялась усадка на дилатометре DIL402; на спеченных образцах - плотность гидростатическим методом по ISO 3369; твердость по Виккерсу и коэффициент трещиностойкости (К1С) по методу Палмквиста на микротвердомере ТП-7Р-1 путем измерения длины трещины, распространяющейся от угла отпечатка пирамидки Виккерса (нагружение при испытании 100, 200, и 300 Н) по ISO/DIS 28079; износостойкость согласно стандарту ASTMB611-85; пористость и содержание графита по ISO 4505; коэрцитивная сила на приборе «Кобальт» в соответствии с ISO 3326. Анализ микроструктуры образцов твердосплавных композитов проводили на растровом электронном микроскопе HITACHI TM 1000 и растровых электронных микроскопах JEOL JSM-7001F, JEOL JSM-7500FA с энергодисперсионным и волновым спектрометрами и комплектом пробоподготовки; рентгеноструктурный и рентгенофазовый анализ осуществляли на дифрактометре D8 ADVANCE. Изучение параметров кристаллической структуры порошковых материалов (в том числе наноразмерных) и твердосплавных поликристаллических материалов на основе WC происходило методом рентгеновской дифрактометрии с применением рентгеновского дифрактометра ShimadzuXRD-7000. Морфологические свойства порошков и пористых материалов исследовали методом БЭТ с определением удельной поверхности в широком диапазоне 0,1.. .2000 м2/г. На основании данных изучения удельной поверхности исследованных порошков уточняли средний размер частиц в приближении к их реальной геометрии, т.е. на основе изучения их морфологии методом СЭМ. Изучение нанотвёрдости и упругопластических характеристик спечённых образцов твёрдосплавного композита проводили на полированных поверхностях с использованием ультрамикротвердомера динамического типа ShimadzuDUH-211S. Кроме табличной и графической зависимости твёрдости испытуемого материала от усилия нагружения метод позволяет измерить его коэффициент текучести, величину модуля продольной упругости, относительную долю работы упругой деформации материала при вдавливании.
Распределение частиц по размерам исходных и смешанных порошков определяли методами лазерной дифракции на приборе SALD-7101 Shimadzu и СЭМ.
Результаты экспериментальных исследований. Синтез нанопорошков карбидов и оксидов
Применимость метода вакуумного дугового разряда (рис. 1) для синтеза карбидов металлов ZrC, TiC, WС при распылении в ацетилене, разбавленном аргоном или водородом, была – 272 –
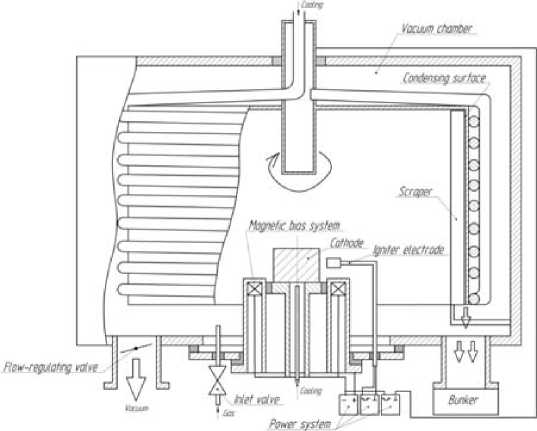
Рис. 1. Устройство электродугового диспергирования
Таблица 1. Физико-химические свойства углеводородов
Установлено, что наиболее эффективным углеводородным реагентом является ацетилен, поскольку он имеет чрезвычайно высокую запасенную химическую энергию (+226,8 кДж/ моль), зависящую от образования тройной связи, за счет участия которой в образовании карбидов увеличивается экзотермический эффект образования карбидов в реакции ацетилена и металла.
При синтезе нитридов и оксидов состав газовой смеси (среды) изменялся, например, на смесь 5 % О2 + 95 % Ar или азотсодержащую. Соответственно изменялись и оптимизировались режимы синтеза: частота импульсного дугового разряда, длительность импульса, амплитуда тока в импульсе, давление газовой смеси и др.
Одним из наиболее эффективных и производительных методов синтеза карбидных порошков признан плазмохимический синтез, позволяющий получать нанопорошки с размером частиц от 10 до 100 нм [15].
Метод плазмохимического синтеза был реализован на базе конструкции коаксиального магнитоплазменного ускорителя (КМПУ), разработанной в Томском политехническом университете (рис. 2). Основным преимуществом установки синтеза в плазме низкого давления служит введение легирующих ингибиторов роста к основному карбидному материалу непосредственно в процессе синтеза и высокая производительность.
При работе КМПУ происходит переход загруженного материала в плазменное состояние и вынос его в камеру-реактор, заполненную инертной аргоновой атмосферой. В процессе выноса материала в плазменной струе осуществляется плазмохимический синтез карбида вольфрама из исходных реагентов, сопровождаемый электроэрозионной наработкой углерода с поверхности графитовых электродов КМПУ, который также наряду с загруженным углеродом частично вступает в реакцию с вольфрамом, образуя его карбид. Выносимый в пространство камеры-реактора материал распыляется, кристаллизуется и образует нанодисперсные кристаллы карбида вольфрама.
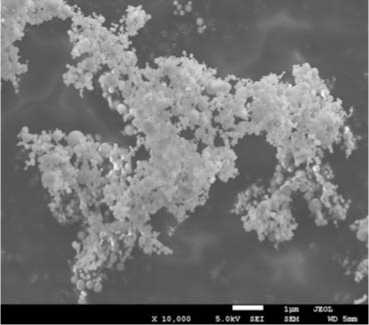
Результаты исследований показали, что выбранные режимы плазмохимического синтеза с применением разработанного КМПУ привели к формированию субмикронных и наночастиц продукта требуемой формы с их широким распределением по размерам, однако не позволили получить порошковый материал с требуемыми характеристиками чистоты по основному компоненту (WC). Для повышения качественного (по химсоставу WC, содержанию свободного углерода) карбида вольфрама целесообразно производить синтез в две стадии. Данное обстоятельство потребовало проведения дополнительных исследований по оптимизации режимов плазмохимического синтеза, а также изучения возможности одновременного диспергирова-
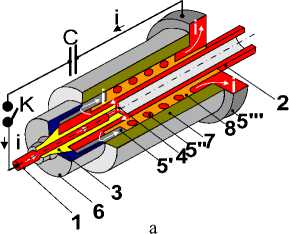
Рис. 2. Схема, устройство и принцип действия коаксиального магнитоплазменного укорителя: а - исходное состояние; б – работа ускорителя: 1 – центральный электрод; 2 – электрод-ствол; 3 – изолятор центрального электрода; 4 – канал формирования плазменной структуры; 5 – индуктор (5'- контактный цилиндр, 5»- соленоид, 5'» – контактный фланец); 6 – заглушка; 7 – корпус; 8 – изоляция; 9 – плазменная структура сильноточного разряда (9' – плазменный жгут-Zпинч, 9» – круговая плазменная перемычка)
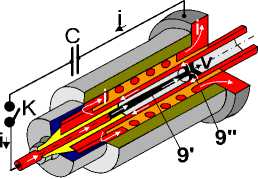
б
Таблица 2. Характеристики порошкового продукта, синтезированного методом плазмохимического синтеза на основе исходных порошков вольфрама и графита
Наряду с изготовленными традиционными методами в результате использования разработанной технологии плазмохимического синтеза были получены порошки карбида вольфрама, основные характеристики которых представлены в табл. 2.
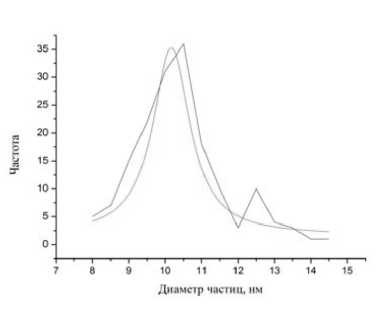
Морфологический, гранулометрический и структурный анализ проводили по низкотемпературной адсорбции аргона по методу БЭТ, при помощи электронной просвечивающей и растровой микроскопии, рентгеноструктурного анализа. Результаты изучения продуктов синтеза представлены в работе [13] и на рис. 3. Полную картину распределения частиц по размерам позволяет получить метод ртутной порометрии. Полученные этим способом кривые распределения имеют форму, близкую к логарифмически нормальной, и подтверждают данные электронно-микроскопических измерений: интервал размеров частиц от 0,06 до 0,4 мкм – 275 –
Таблица 3. Характеристика порошков, полученных ударно-волновым синтезом
|
УДП |
Фазовый состав |
Средний размер частиц, мкм |
|
А1203 |
δ |
0,067 |
|
А1203 |
α |
0,006 |
|
Zr0 2 (Y 2 0 3 ) |
— тетр., куб. |
0,030 |
|
Zr0 2 — t |
тетр. |
0,6 |
|
Zr02 — m |
моноклинная |
0,008 |

Рис. 4. Морфология синтезированных нанопорошков оксида алюминия и оксида циркония
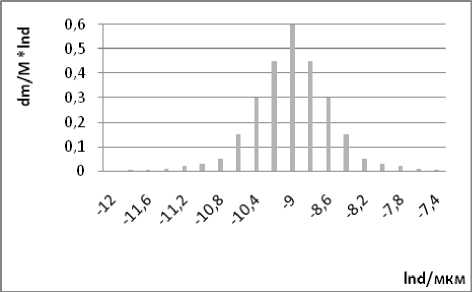
с максимумом распределения 0,12 мкм. После дополнительных экспериментальных методов обработки продуктов синтеза можно выделить требуемую по технологическому регламенту изготовления твердого сплава фракцию. Результаты измерений удельной поверхности синтезированных взрывом порошков и их различных фракций по методу БЭТ свидетельствуют, что среднеповерхностный размер частиц дисперсной фракции d s практически совпадает со значениями, полученными седиментацией ( d с ) и на электронном микроскопе. Удельная поверхность изменяется в интервале от 2 до 10 м2/г (для различных режимов синтеза и химического состава продукта).
В качестве модифицирующих добавок использовали нанопорошки, полученные методом ударно-волнового синтеза либо методом электровзрыва, морфология порошков приведена на рис. 4, средний размер частиц варьировался от 0,008 мкм для ZrO2 до 0,1 мкм для А1203. Технические характеристики порошков приведены в табл. 3. Кривые распределения нанопорошков оксидов по размерам имеют аналогичный характер (рис. 3б).
После седиментации или других способов разделения по фракциям можно использовать порошки разного размера для модифицирования различных твердых сплавов в зависимости от назначения и требуемых свойств (как дисперсно-упрочняющие добавки, ингибиторы роста зерна карбидной фазы в твердом сплаве, нанесения легирующих добавок для повышения износостойкости и т.д.).
Составы, технология изготовления, структура и свойства твердосплавных композитов, модифицированных наночастицами
Положительное влияние добавок наночастиц на свойства стандартных твердых сплавов объясняется, прежде всего, изменением их структурных параметров. Формирование наноструктурных фрагментов в объеме металлической кобальтовой прослойки обеспечивает снижение до субмикронных размеров ее толщины между карбидными зернами, реализуется известный в материаловедении эффект дисперсного упрочнения. Как результат обеспечивается качественно новый уровень свойств, увеличивается способность сплава сопротивляться сдвиговым деформациям, тормозятся процессы роста зерна карбидной фазы. Включения тугоплавких и твердых наночастиц в прослойках связки позволяют повысить стойкость к износу при повышенных температурах, например при высокоскоростном резании, и, кроме того, являются барьерами на пути распространения микротрещин, повышается прочность инструмента. Наночастицы керамики в количестве 0,05-0,2 % по массе дисперсно упрочняют не только кобальтовую прослойку, но и композит в целом (повышают трещиностойкость до 50 %, прочность на изгиб до 25 %), стойкость к температурным воздействиям, снижают адгезионное схватывание с обрабатываемым материалом, в 1,5 раза снижается абразивный износ. Чрезвычайно важным фактом, который был обнаружен и повторялся при изучении микроструктуры твердосплавных материалов, модифицированных наночастицами в условиях ЦЗЛ и УНТЦ Кировградско-го завода твердых сплавов, является стабильное снижение среднего размера карбидных зерен основной фазы WC, TiC. Это почти наверняка можно объяснить торможением массопереноса через кобальтовую связку, что затрудняет процессы рекристаллизации и роста карбидных зерен.
Одной из сложных технологических проблем, которую необходимо решить при изготовлении твердосплавных композитов, матрично наполненых наночастицами, является обеспечение однородного равномерного распределения наночастиц по объему кобальтовой прослойки и композита в целом.
В процессе выполнения исследований предложены новые способы предварительной подготовки синтезированных нанопорошков, их диспергирования для повышения эффективности модифицирования твердосплавных композитов, обеспечения статистической однородности распределения, формирования наноструктурированных фрагментов по объему кобальтовой связки, исключения агломерирования наночастиц при спекании. Для достижения этого нано-размерные порошки оксидов алюминия (циркония) подвергаются предварительно ультразвуковому диспергированию в водном растворе поливинилового спирта до получения суспензии. Затем суспензия смешивается с порошком карбида вольфрама и производится совместный размол в течение 20 ч до получения однородного распределения компонентов. При этом за счет механической активации и разницы в размерах пластифицирующих свойств поливинилового спирта на поверхности карбидов формируется плакирующий слой из наночастиц. Полученную смесь дошихтовывают кобальтом и дополнительно перемешивают, затем подвергают сушке с последующей грануляцией. Предложенное техническое решение позволяет существенно упростить традиционную, наиболее широко применяемую технологию производства твердых сплавов, исключить из технологического цикла ряд промежуточных операций.
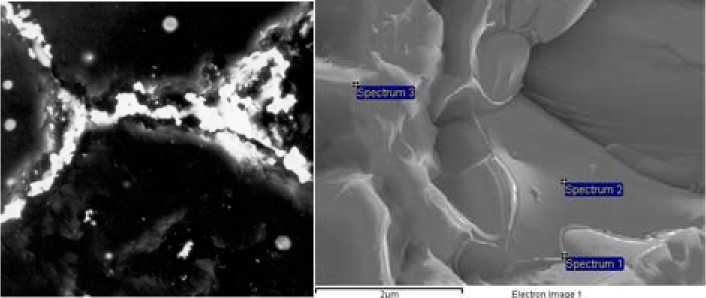
В итоге данная технология получения твёрдосплавного композита обеспечивает равномерное распределение модифицирующих наночастиц оксидов по структуре твердосплавного композита в виде однородного плакирующего слоя из наночастиц оксида алюминия на частицах карбида вольфрама (рис. 5а). При спекании наночастицы оксида алюминия образуют тонкую прослойку, разделяющую зерна карбида вольфрама (рис. 5б, табл. 4).
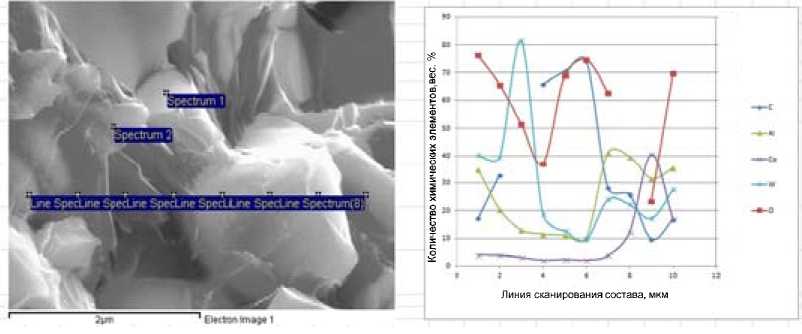
Изучение микроструктурных параметров твердого сплава методами растровой электронной микроскопии в сочетании с использованием поэлементного анализа свидетельствует о высокой статистической однородности их взаимного распределения компонентов композита (карбидов вольфрама, кобальта и модифицирующих добавок наночастиц) по объему (рис. 6).
Задача гомогенного смешивания ультрадисперсного порошка ВК-6 с микродобавками (1, 2 и 3 %) нанопорошка диоксида циркония, стабилизированного в тетрагональной модификации добавками оксида иттрия, решалась за счет применения активации -диспергирования в планетарном шаровом активаторе 2SL и устройстве «сухой» некавитационной ультразвуковой активации порошков [16]. Распределение частиц по размерам исходных и смешанных порошков выявляли методами лазерной дифракции на приборе SALD-7101 Shimadzu и СЭМ. По данным лазерной дифракции, величина D50 для диспергированного порошка ВК-6 составила 0,12 мкм. В качестве легирующей добавки использовали нанопорошок диоксида циркония со средним размером частиц до 80 нм.
а б
Рис. 5. Электронно-микроскопические изображения наноструктурированных твердых сплавов, модифицированных наночастицами: а – прессовка, б – образование прослойки при спекании
Таблица 4. Элементный состав точечных и суммарного спектров сплава Т15К6-нано Al 2 O 3 , х10000
|
Spectrum |
Instats. |
C |
Al |
Ti — |
Co — |
W |
Total |
|
Spectrum 1 |
Yes |
11.72 |
26.28 |
5.92 |
34.18 |
21.90 |
100.00 |
|
Spectrum 2 |
Yes |
15.15 |
46.27 |
7.52 |
4.24 |
26.82 |
100.00 |
|
Spectrum 3 |
Yes |
5.83 |
10.16 |
2.54 |
81.47 |
100.00 |
Примечание: табл. 4 приведена для рис. 5б.
б
Рис. 6. Электронно-микроскопическое изображение излома твердого сплава (а) и концентрационные кривые распределения Al, Co, W, С, О (б)
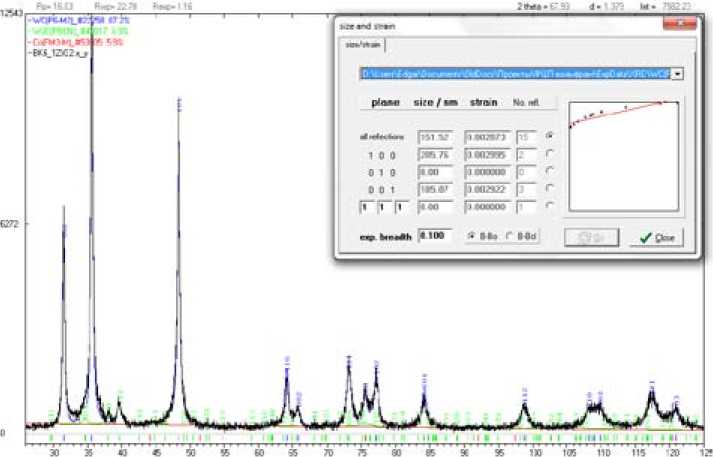
Результаты рентгенофазового анализа показали, что изготовленный порошок твёрдосплавного композита, легированного наночастицами диоксида циркония в количестве 1 %, имеет средний размер кристаллитов (ОКР) карбида вольфрама около 150 нм (рис. 7а). Повышение содержания легирующей добавки с 1 до 3 % обнаруживает тенденцию к уменьшению эффектов коалесценции наночастиц карбида вольфрама при обработке в шаровом активаторе и УЗ-активации (рис. 7б).
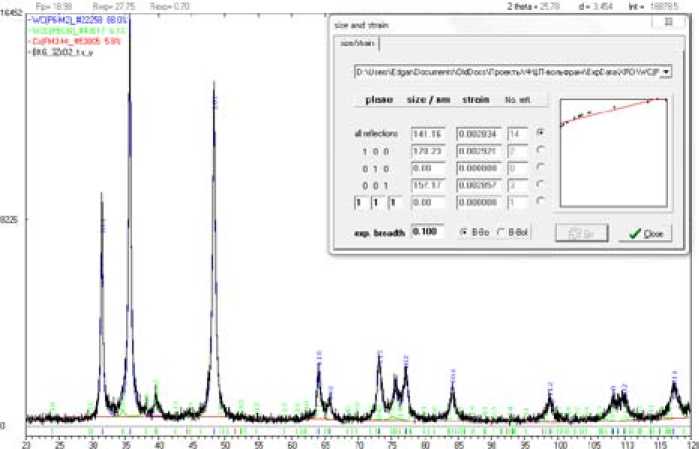
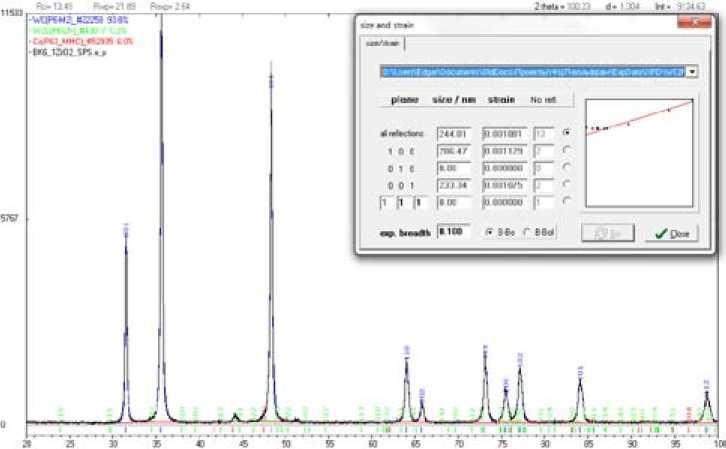
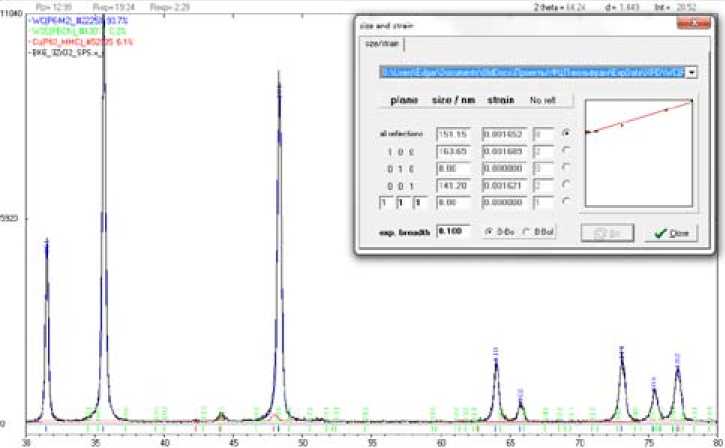
Результаты рентгенофазового анализа консолидированных образцов показали, что изготовленный методом SPS твёрдосплавный композит, легированный наночастицами диоксида циркония в количестве 1 %, имеет средний размер кристаллитов (ОКР) карбида вольфрама 244 нм (рис. 8а). Повышение содержания легирующей добавки до 3 % приводит к существенному ограничению процессов роста размеров зерна: средний размер ОКР для этих образцов составил величину в диапазоне от 151 до 163 нм (рис. 8б). Средний размер ОКР кобальтовой матрицы, по данным РФА, не превышает 22 нм.
Следует заметить, что обнаруженные в подготовленных порошковых смесях с легирующими добавками ZrO2 фазы низшего карбида вольфрама W2C после SPS-консолидации практически полностью перешли в монокарбид вольфрама WC (рис. 8). Посторонних примесных фаз и свободного углерода в изготовленных образцах также не обнаружено.
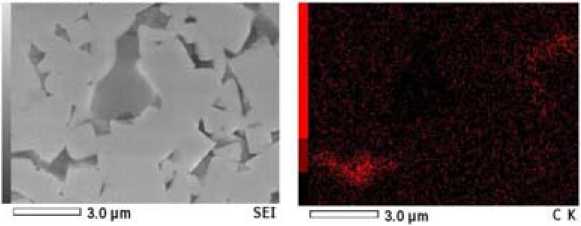
Сравнительный анализ состояния межфазных границ композитов дает возможность заключить, что традиционная технология прессования с последующим спеканием приводит к возникновению либо крупных участков кобальтовой матрицы, либо границ прямого контакта зёрен карбида вольфрама (рис. 9а). SPS-технология, напротив, позволяет обеспечить формирование тонких (до 100 нм) и протяжённых прослоек кобальтовой матрицы даже между мелкими зёрнами карбида вольфрама, обеспечивает плотные интерфейсные сопряжения зёрен и матрицы (рис. 9б). Остаточные поры, которые наблюдаются на крупных участках кобальта, могут быть устранены технологическими режимами консолидации (повышением давления подпрессовки).
б
Рис. 7. Рентгенограммы порошка твёрдосплавного композита, изготовленного активационными методами диспергирования и смешивания из субмикронного порошка ВК-6, легированного наночастицами диоксида циркония в количестве 1 % (а) и 3 % (б)
Наглядное представление о характере распределения легирующих добавок по объёму твёрдосплавного композита дают результаты EDS-картирования (рис. 10, 11).
Можно определённо утверждать, что результаты исследований свидетельствуют об эффективности предложенных технологических приемов с точки зрения однородности распределения легирующих добавок наночастиц оксидов по объему (в структуре) твердосплавного композита и обеспечения их ингибирующего влияния на процессы рекристаллизации карбидных зерен.
а
б
Рис. 3. Полигон экспериментальных и подобранных частот распределения по размерам нанопорошков карбидов (а) и оксидов алюминияAl2O3 (б)
а
б
Рис. 8. Рентгенограммы композита, изготовленного методом SPS из субмикронного порошка ВК-6, легированного наночастицами диоксида циркония в количестве 1 % (а) и 3 % (б)
Изучение параметров микроструктуры сплава показывает стабильное снижение размера карбидных зерен у модифицированных сплавов, что можно объяснить торможением процессов перекристаллизации через кобальтовую фазу из-за присутствия в ней ингибирующих добавок наночастиц керамики.
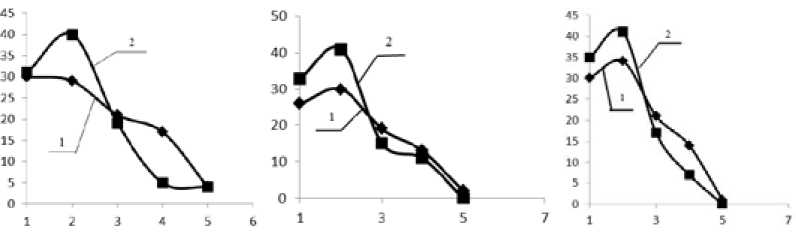
Результаты измерений размера зерна, представленные в графической форме, наглядно иллюстрируют, что на разных базовых марках твердого сплава WC-6 % Co, WC-8 % Co, WC-15 % Co стабильно обеспечивается уменьшение среднего размера карбидного зерна (рис. 12) – 281 –
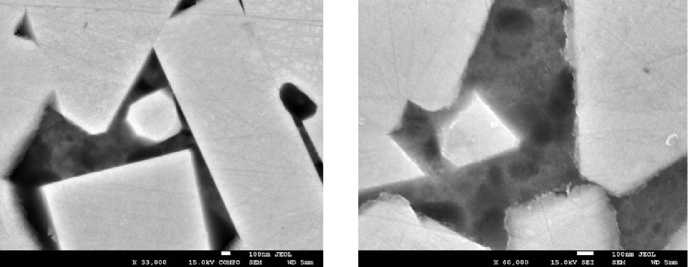
а
б
Рис. 9. СЭМ-изображения интерфейсных межфазных границ твердосплавных композитов, спеченных прямым радиационным нагревом (а) и методом SPS (б)
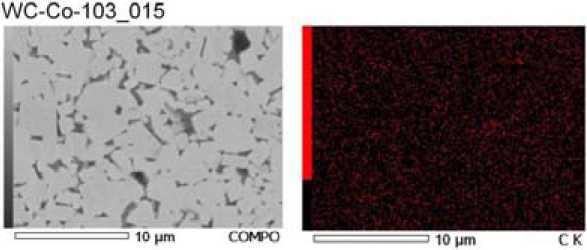
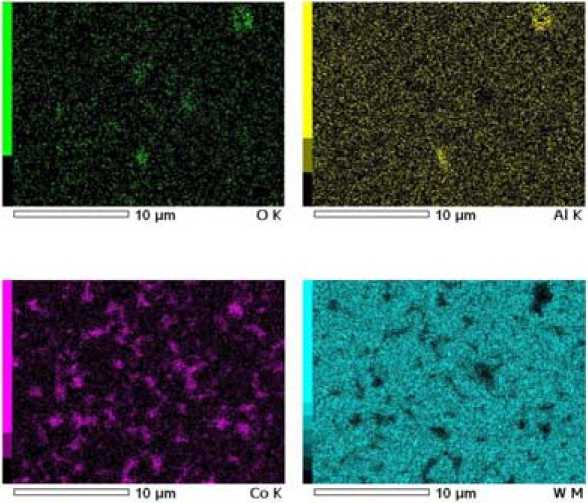
Рис. 10. Результаты EDS-картирования полированной поверхности твёрдосплавного композита, изготовленного на основе микронного порошка с добавками оксида алюминия
WC-Co-101 011
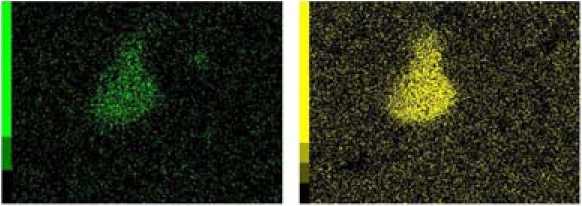
I 110 pm OK I > 10 pm AIK
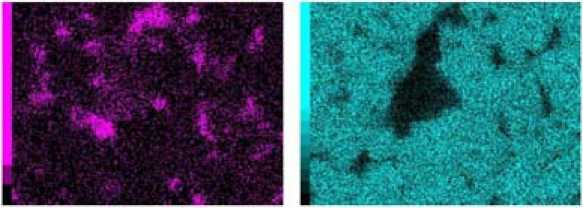
< 110 pm Co К г -------1 10 pm W M
Рис. 11. EDS-карта локального залегания легирующего компонента на поверхности твёрдосплавного композита, изготовленного на основе микронного порошка с добавками оксида алюминия
Размер зерна, мкм Размер зерна, мкм Размер зерна, мкм а б
Рис. 12. Влияние добавок наночастиц на изменение карбидного зерна твердых сплавов ВК6 (а), ВК8 (б) и ВК15 (в): 1 – стандартный сплав, 2 – сплав с добавками Al2O3f – нано, ( d 1 – процентное содержание зерен WC)
при введении наночастиц керамики (Al2O3), эффективность ингибирующего воздействия повышается с увеличением концентрации добавок наночастиц и уменьшением их среднего размера.
Представляется интересным проанализировать действие добавок наночастиц А1203 на прочность твердых сплавов различных составов в сопоставлении с данными, полученными для твердых сплавов на основе ВК8 (рис. 13, кривая 3), модифицированной наночастицами. Заметна разница в характере изменения прочности на изгиб у этих групп сплавов с увеличением концентрации наночастиц А1203 (экстремальный у группы ВК и более монотонный у ВК8).
Причиной экстремального изменения прочности модифицированного твердого сплава ВК8 является, видимо, тот факт, что при содержании наночастиц С2=0,4 мас. % их концентрация в единичном объеме связующего достигает пороговой, критической величины, при которой резко возрастает число межчастичных контактов А1203-А1203, в процессе спекания образуются конгломераты с развитой внутренней микропористостью, являющиеся источниками зарождения микротрещин при нагружении, что и охрупчивает материал в целом. Такое объяснение хорошо согласуется с положениями геометрической модели дисперсно-упрочненного композита.
Для определения микротвёрдости и для сравнительной оценки поведения образцов изготовленных твёрдосплавных композитов при локальных деформациях использовали метод динамического индентирования алмазного наконечника Виккерса в полированную поверхность. В процессе индентирования по схеме «нагружение-разгружение» регистрируется кривая зависимости глубины погружения индентора от текущего значения усилия на индентор. Текущая величина глубины погружения индентора, а также упругий отклик индентора при снятии нагрузки пересчитываются прибором в значения микротвёрдости (рис. 14), упругого модуля (рис. 15), коэффициента текучести, относительной доли работы упругой деформации.
Анализ полученных результатов позволяет заключить, что определяющим для высоких упругопластических характеристик образцов является размер зерна. В частности, наибольшую интегральную (динамическую) твёрдость обнаруживает группа образцов, изготовленных мето-
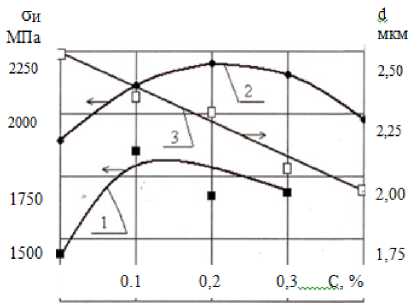
Рис. 13. Изменение прочности на изгиб (а „ ) и размера карбидного зерна (d) в зависимости от концентрации нанодобавок (С): 1 - ВК6 - наноА12О3; 2 - ВК15 - наноА12О3; 3 - изменение размера зерна WC в зависимости от концентрации А^Сз - нано
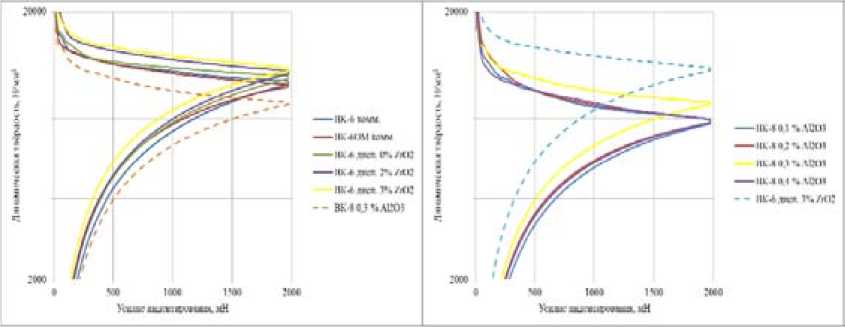
б
Рис. 14. Кривые динамической твёрдости при индентировании образцов твёрдосплавных композитов различного состава с легирующими добавками наночастиц ZO (а) и оксида алюминия (б)
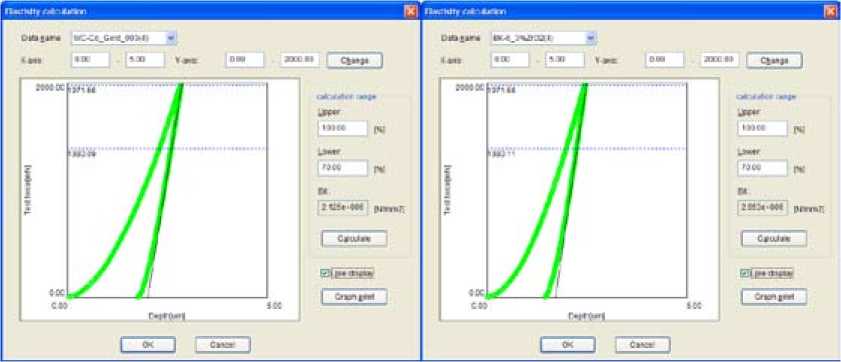
а
б
Рис. 15. Методика определения модулей упругости при индентировании твёрдосплавных композитов с легирующими добавками наночастиц ZrO 2 (а) и оксида алюминия (б)
дом SPS-спекания из диспергированных и УЗ-активированных субмикронных порошков твёрдого сплава (рис. 14а), заметно превышая показатели сплавов, SPS-синтезированных из коммерческих порошков ВК-6 и ВК-6ОМ (особо мелкий). Среди этой группы SPS-синтезированных образцов максимальные показатели динамической твёрдости наблюдаются у легированных наночастицами ZrO2. Лучший результат достигнут для материала, легированного 3 % наночастиц диоксида циркония.
Динамическая твёрдость традиционно спечённых композитов на основе микронных порошков состава ВК-8 с легирующими добавками оксида алюминия также обнаруживает тенденцию к повышению с увеличением содержания легирующего компонента (рис. 14б).
Таблица 5. Упругопластические характеристики твёрдосплавных композитов, измеренные методом ультрамикротвердометрии при нагрузке индентирования 2000 МН
|
Материал |
fl V >S ^ g 2 s' 8s” 5 s vo -° |
s S Ш О fl ч E О & “ « 2 со Ш |
S s В 0s- S н U |
в „ S SoP®4 R & 4 fl |
& 2 C И S >-2 К |
|
ВК-6 коммерческий |
0 |
305 |
1,4 |
38,3 |
17,54 |
|
ВК-6ОМ коммерческий |
0 |
240 |
1,1 |
47,1 |
19,95 |
|
ВК-6 дисп. легир. ZrO 2 |
0 |
300 |
1,4 |
42,0 |
19,50 |
|
2 |
330 |
1,4 |
41,2 |
20,36 |
|
|
3 |
295 |
1,4 |
45,1 |
22,01 |
|
|
ВК-8 коммерческий, легир. Al2O3 |
0,1 |
187 |
1,6 |
41,5 |
14,87 |
|
0,2 |
166 |
1,4 |
45,2 |
15,51 |
|
|
0,3 |
213 |
1,5 |
41,2 |
16,04 |
|
|
0,4 |
171 |
1,6 |
42,9 |
15,17 |
Максимальное значение динамической твёрдости, как и ожидалось, обнаружил композит с 0,3 % легирующей добавки. При этом дальнейшее повышение содержания оксида алюминия до 0,4 % приводит к снижению интегральной характеристики динамической твёрдости.
Величина упругого модуля вдавливания оценивалась по углу наклона линейного участка кривой разгрузки при индентировании. Коэффициент текучести для SPS-синтезированных материалов с легирующими добавками практически не зависит от их содержания и типа, однако максимальные значения упругих модулей наблюдаются у материала с добавкой ZrO2.
Следует заметить, что интегральная характеристика динамической твёрдости для лучшего материала с лигатурой на основе оксида алюминия уступает показателям SPS-синтезированных композитов с добавками наночастиц ZrO 2 .
Обобщённые результаты измерения упругопластических характеристик методом динамической ультрамикротвердометрии синтезированных композитов, в том числе с легирующими добавками, представлены в табл. 5.
Основные характеристики образцов, исследованных в соответствии с разработанными программами и методиками испытаний, отражены в табл. 6.
Выводы
-
1. Новизна и технические особенности полученных в ходе исследований методов и способов решения задач повышения физико-механических и эксплуатационных характеристик твердых сплавов заключаются в разработке специализированного оборудования и аппаратуры для синтеза нанопорошков и изготовления на их основе гетерофазных твердосплавных композитов, предполагают новые теоретические подходы к конструированию, прогнозированию их физико-механических и эксплуатационных свойств, управлению их качеством на всех стадиях технологического цикла изготовления.
-
2. Использование нанопорошков для реализации градиента функциональных свойств не имеет альтернативы при создании твердосплавных композитов, так как они могут обеспечивать существенное повышение физико-механических свойств и эксплуатационных характеристик при небольшом количестве добавок к матричному материалу, без усложнения традиционной базовой (стандартной) технологии и без существенных дополнительных затрат на оборудование и оснастку.
-
3. Разработаны новые методы воздействия на структуру легирования связки ингибиторами и нанесения плакирующего слоя на частицы WC, состояние границ за счет методов SPS-спекания. Установлены корреляционные связи между параметрами структуры и свойствами твердосплавных композитов.
-
4. Нанодобавки керамики не просто являются ингибаторами роста зерна основной карбидной фазы, но и позволяют сформировать фрагментарно наноразмерную структуру, параметрами которой можно управлять, целенаправленно изменять за счет изменения соотношений размеров и объемных концентраций основных структурных составляющих (WC, Co, нанодобавки).
-
5. Повышение содержания легирующей добавки наночастиц ZrO 2 с 1 до 3 % обнаруживает тенденцию к уменьшению эффектов коалесценции наночастиц карбида вольфрама при дополнительной обработке в шаровом активаторе и УЗ-активации.
-
6. Результаты проведенных комплексных параметрических исследований свидетельствуют о том, что у этих композитов реализуется известный в материаловедении принцип «состав – структура – свойства». Применение разработанных составов твердых сплавов, технологии их изготовления обеспечивают изменение структурных параметров, толщины кобальтовой прослойки связующего, снижение среднего размера карбидного зерна и, как результат, дисперсное упрочнение связующего и твердосплавного композита в целом; увеличение (по сравнению со стандартными материалами) прочности на изгиб на 25–30 %; трещиностойкости на 50 %; износостойкости (стойкость к истиранию) в 2–2,5-раза. За счет наличия в структуре твердого
Таблица 6. Основные характеристики экспериментальных образцов твёрдосплавного композита с легирующими добавками наночастиц ZrO2
|
Наименование параметра |
Содержание добавки (ZrO 2 ), % |
Ед. изм. |
Требования к параметру |
Измеренное значение |
|
Номинальное значение |
Нормальные условия |
|||
|
Твёрдость по Виккерсу |
0 |
ГПа |
≥ 19 |
19,49 |
|
2 |
20,36 |
|||
|
3 |
22,01 |
|||
|
Трещиностойкость |
0 |
МПа∙ м 1/2 |
≥ 9,0 |
9,3 |
|
2 |
9,1 |
|||
|
3 |
8,7 |
|||
|
Предел прочности при изгибе |
0 |
МПа |
2000 |
2031 |
|
2 |
2100 |
|||
|
3 |
2166 |
сплава нанопорошков оксида алюминия повышается стойкость режущего инструмента в 1,3 – 1,8 раза по сравнению с исходным сплавом.
Работа выполнена при поддержке Министерства образования и науки РФ, Государственный контракт № 14.513.11.0039 от 20.03.2013г., госзадание «Наука».
Krasnoyarsk, 660014, Russia cNational Research Tomsk Polytechnic University 30 Lenin, Tomsk, 634050, Russia
New data about influence of ceramic nanoparticles additives on the hard metals WC-Co properties are received. Complex investigation of hard metal using suggested conventional mechanic testing methods combined with metallography, electron microscopy and x-ray phase analysis enabled to establish stable correlating links between volume content of nanoparticles whith average sizes of carbide and micro structure parameters and strength of hard metals. Nanoparticles introduced into a binder size decrease of the metal interlayer and therefore increase the strength of binder and composite as a whole. The reduction of the carbide grain average size was found out as well (owing to nanoparticles blocking influence on recrystallization). The test results display that the modification thought nanoparticles enables to improve the main final physical and mechanical properties of hard metals properties: hardness, fracture toughness, transverse rupture toughness, elastic modulus, wear resistance.
