Разработка методики построения комплексной детали при применении группового технологического процесса с использованием САПР "T-Flex"

Автор: Овчинников Александр Юрьевич, Князева Наталья Юрьевна
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Технические науки
Статья в выпуске: 3, 2016 года.
Бесплатный доступ
Введение. В современных условиях перед предприятиями, которые специализируются на выпуске типовых деталей различными партиями, возникают задачи сокращения времени на подготовку и переналадку производства при сохранении экономической эффективности работы. Данные задачи могут быть решены с помощью типизации технологических процессов и операций, представленной в форме группового технологического процесса обработки деталей. Проектирование такого процесса связано с построением комплексной детали, которая должна отвечать всем требованиям, предъявляемым к группе выпускаемых деталей. В статье рассматривается решение задачи построения такой детали при проектировании группового технологического процесса механической обработки. Материалы и методы. На основе чертежей группы деталей типа «тела вращения» предлагается подход, заключающийся в реализации метода наложения для построения комплексной детали с использованием параметрических возможностей системы автоматизированного проектирования «T-Flex». Результаты исследования. Была создана параметрическая модель комплексной детали, сформированной для группы деталей типа «тела вращения» с помощью системы автоматизированного проектирования «T-Flex CAD». Обсуждение и заключения. Была разработана методика формирования параметрической модели, включающая анализ эскиза комплексной детали и составление таблицы соответствий группы деталей на предмет необходимого количества параметров, формирование базы данных параметров, построение наглядной геометрической модели. Данные факторы позволят использовать возможности параметризации в групповой технологии обработки деталей, что обеспечит простоту и легкость добавления деталей, выбранных групп и деталей соответствующего типа; реализовать возможность сокращения времени на проектирование технологического процесса, а следовательно, времени на подготовку производства.
Механическая обработка, допуск, параметризация, cad-системы, групповая технология, комплексная деталь, унификация
Короткий адрес: https://sciup.org/14720216
IDR: 14720216 | УДК: 621.81:681.5 | DOI: 10.15507/0236-2910.026.201603.312-324
Development of a construction technique for the complex details in the application of group process with the use of CAD "T-Flex"
Introduction. In modern conditions of enterprises engaged in production of standard parts in various parties, meet the need to reduce time for preparation and changeover production while maintaining efficiency. These problems can be solved by typing processes and operations, presented in the form of a group of technological parts processing. Design of the processing associated with the process of construction of the complex parts that must meet all requirements imposed on the group of manufactured parts. The paper deals with the problem of constructing the complex details of the design group of the process of machining. Materials and Methods. On the basis of the drawings of the "body rotation" type components proposed approach is to implement the overlay method used for the construction of complex parts using a parametric computer-aided design features "T-Flex". Results. As a result of analysis of drawings and using the overlay method was established parametric model complex parts, formed by a group of the "body rotation" parts using computer aided design "T-Flex CAD". Discussion and Conclusions. A method of forming a parametric model includes analysis of a sketch drawing of complex parts and components of the table corresponds to the group for the required number of parameters, the formation of the database parameters to build a visual geometric model. This allows the possibility to use a group technology parameterization processing components that provide simplicity and ease of adding details of the selected groups and details of type and realize the possibility of reducing the design time process, and hence the production time for preparation.
Текст научной статьи Разработка методики построения комплексной детали при применении группового технологического процесса с использованием САПР "T-Flex"
В современных условиях эффективность развития производства зависит не только от умения коллективов предприятий мобилизовать свои внутренние резервы, но и от внедрения последних достижений науки и техники, прогрессивных форм организации и управления, передовых методов труда.
Одной из характеристик организации технологического процесса является технологическая унификация – типизация технологических операций и процессов, технологической документации, унификация и стандартизация технологической оснастки. Типизация предполагает установление для технологических операций и процессов общих технических характеристик и разработку на их основе типовых технологических процессов и операций [1]. Высшей формой типизации является метод групповой обработки.
На большинстве машиностроительных предприятий изготавливается мно- жество однотипных деталей, периодически повторяющихся в производстве небольшими партиями. Считаем рациональным группировать такие детали по принципу обработки, используемого оборудования, приспособлений, т. е. применяя метод групповой обработки деталей [1–6].
Обзор литературы
Метод групповой обработки деталей – это унификация технологии производства, при которой к группе деталей, однородной по тем или иным конструкторско-технологическим признакам продукции, применяются однотипные высокопроизводительные методы обработки с использованием однородных и быстропереналаживаемых орудий производства. При этом обеспечивается экономическая эффективность производства, необходимая быстрота его подготовки и переналадки [1]. К преимуществам группового технологического процесса можно отнести также снижение затрат на разработку индивидуальных технологических процессов, что позволяет сокращать сроки технологической подготовки производства [1–5].
Объединение деталей в классы по общности их обработки или видам используемого оборудования позволяет составить такой технологический процесс, при котором изготовление детали осуществляется более рационально и экономично. Решение данной задачи было представлено С. П. Митрофановым [1]. Внедрение данной технологии создает предпосылки для механизации и автоматизации производства [2].
Целью исследования является разработка методики построения комплексной детали при применении группового технологического процесса с использованием САПР «T-Flex».
Материалы и методы
При построении группового технологического процесса за основу необходимо принять комплексную деталь , т. е. реальную или условную (искусственно созданную) деталь, содержащую в своей конструкции все основные элементы, характерные для деталей данной группы, и являющуюся ее конструкторско-технологическим представителем [1].
Под основными элементами поверхности понимаются поверхности, определяющие конфигурацию детали и технологические задачи, решаемые в процессе обработки. Данные элементы служат главным признаком для классификации деталей.
Разработка условной комплексной детали производится методом наложения: в результате анализа чертежей из ряда подобных деталей выбирается одна, наиболее характерная, затем рассматриваются детали, отличающиеся от нее наличием других обрабатываемых поверхностей [1; 3]. Эти новые поверхности наносятся на чертеж исходной детали. Для упрощения разработки комплексной детали и, соответственно, группового технологического процесса между элементарными поверхностями и размерами деталей группы устанавливаются соответствия, которые сводятся в специальные таблицы соответствия [3].
При заполнении такой таблицы для поверхностей деталей группы необходимо указать их шероховатость, а для размеров – их номинальное значение и поля допусков (при этом поля допусков фасок и угловых размеров не учитываются).
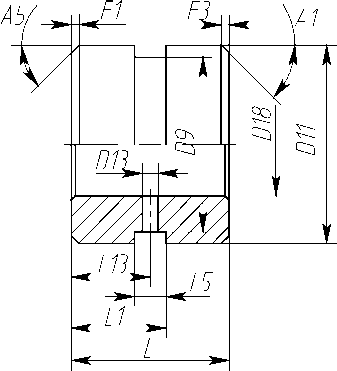
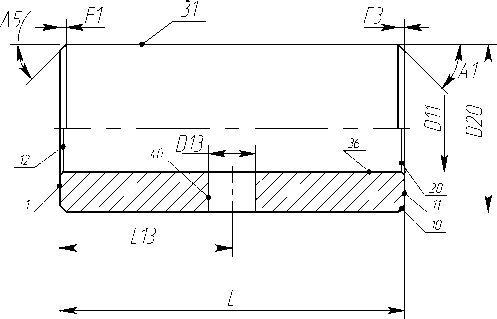
В качестве примера рассмотрим создание комплексной детали для группы деталей (рис. 1–6).
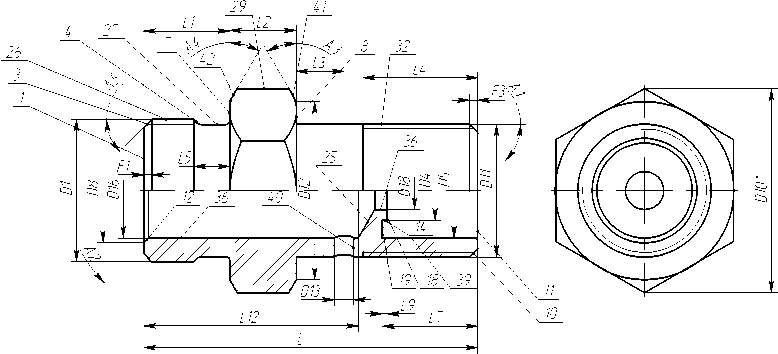
Р и с. 1. Эскиз детали «корпус»
F i g. 1. Sketch of the part “case”
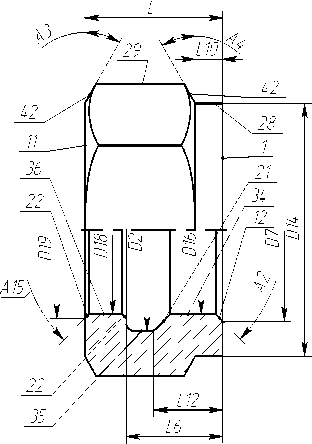
Р и с. 2. Эскиз детали «гайка»
F i g. 2. Sketch of the part “nut”
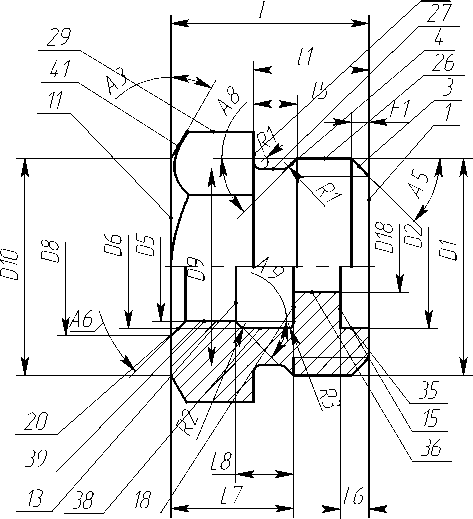
Р и с. 3. Эскиз детали «пробка»
F i g. 3. Sketch of the part “threaded plug”
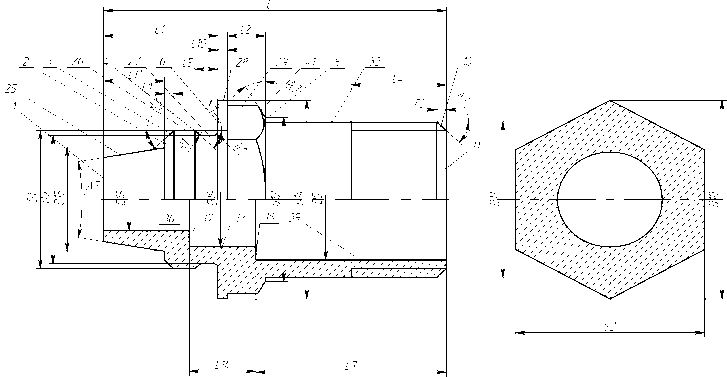
Р и с. 4. Эскиз детали «цилиндр»
F i g. 4. Sketch of the part “cylinder”
Р и с. 5. Эскиз детали «втулка плавающая» турбокомпрессора CZ K27
F i g. 5. Sketch of the part “floating bush” of turbocompressor CZ K27
Р и с. 6. Эскиз детали «подшипник» турбокомпрессора CZ K27
F i g. 6. Sketch of the part “bearing” of turbocompressor CZ K27
Выделим общие признаки для деталей данной группы: все они принадлежат группе типа «тела вращения»; при обработке поверхностей применяется в основном токарная обработка; в ходе технологического процесса используют- ся однотипные оснастка и способы настройки технологической системы.
После анализа данной группы деталей была создана комплексная деталь, включающая в себя все необходимые элементы (рис. 7–9).
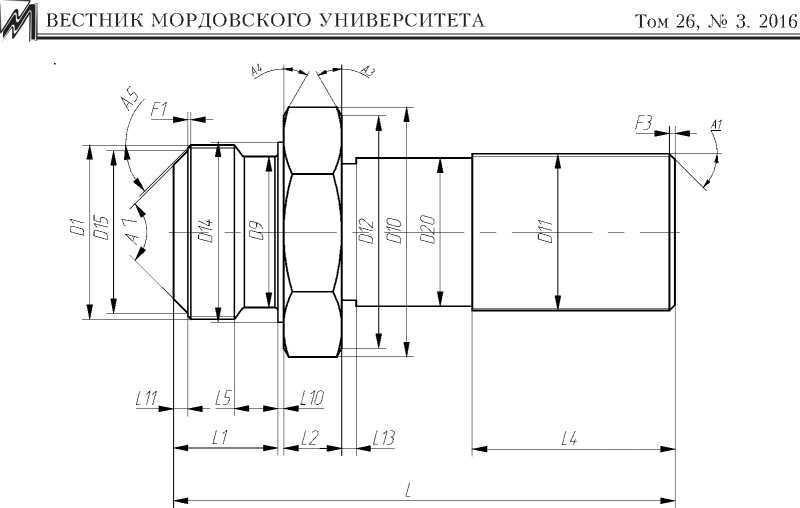
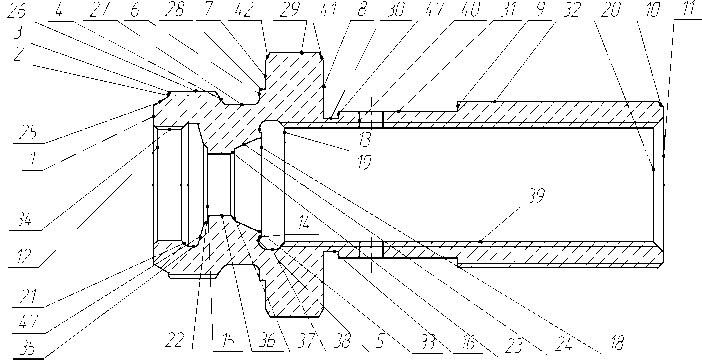
Р и с. 7. Эскиз комплексной детали F i g. 7. Sketch of the complex part
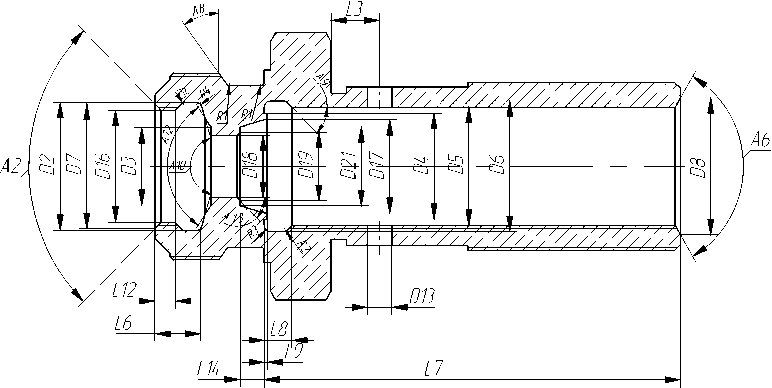
Р и с. 8. Эскиз комплексной детали в разрезе F i g. 8. Sketch of the complex part in section
Р и с. 9. Эскиз параметрической модели
F i g. 9. Sketch of the parametric model
Для проектирования группового технологического процесса использовались возможности компьютерного моделирования, в данном случае – система параметрического автоматизированного проектирования и черчения «T-Flex CAD» [6].
Данная система обеспечивает возможность изменения изображения при сохранении соотношений между элементами, предусмотренных разработчиком. Уникальный механизм параметризации и полный набор профессиональных инструментов компьютерного проектирования позволяют существенно упростить процесс конструирования и оформления графической документации.
Под параметризацией подразумевается, прежде всего, многократное использование чертежа с возможностью изменения его параметров. Почти все разработчики CAD-систем заявляют о средствах параметризации, предлагают построение геометриче- ской модели детали с помощью переменных, позволяющих задать любой параметр линии построения, в том числе расстояние, на котором находится параллельная прямая, или отношение, в котором данная линия построения делит отрезок, заданный двумя узлами.
Для построения параметрической модели была выбрана следующая последовательность.
-
1. Анализ эскиза комплексной детали и таблицы соответствий группы деталей на предмет необходимого количества параметров (переменных). Для удобства пользования все переменные были разделены на группы: D x - диаметральные размеры; L x – линейные размеры; R x – радиальные размеры; A x – угловые размеры; F x – размеры фаски, М x – размеры резьбы (где x – любое действительное число).
-
2. Формирование таблицы параметров (рис. 10) на основании таблицы соответствий (рис. 11) в редакторе переменных системы «T-Flex».
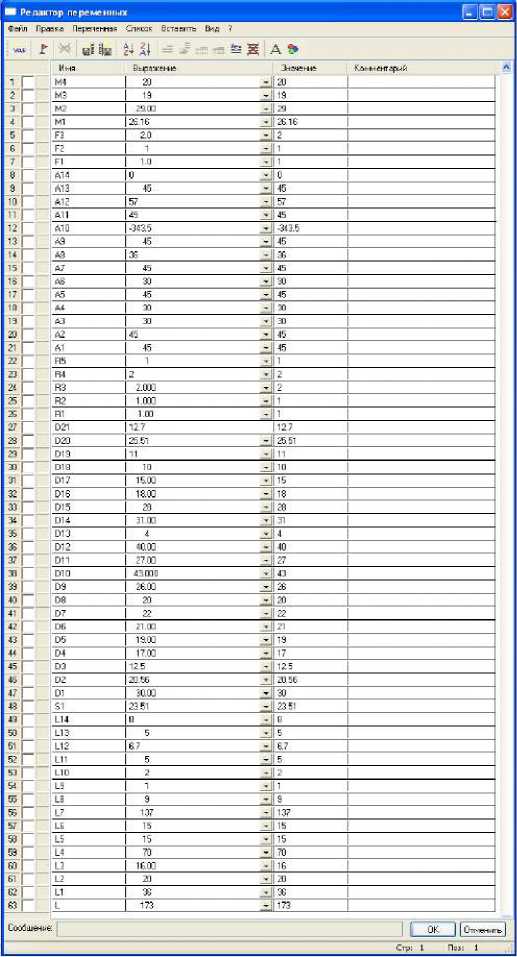
Р и с. 10. Таблица переменных F i g. 10. Table variables
Параметр/ Parameter
Номер детали/Part numbers
Параметр/ Parameter
Номер детали/Part numbers
1
2
3
4
5
6
1
2
3
4
5
6
Of мм/mm
M60x3
-
M60x4
M80x4
-
-
L
140h14
50M4
55M4
180h14
102M4
45MO
0^ мм/тт
4OH14
72H14
M30-6H
-
-
-
И
36 ±1114/2
-
32 ±lT14/2
6OM4
-
-
Dj MM
-
-
14H14
-
52H14
-
Ь
28h14
-
-
20 ±U14/2
-
-
D^ мм
25h14
-
-
-
-
-
11
20 ±U14/2
-
-
-
-
-
0$ MM
4OH14
-
22H14
7OH14
-
-
1i
48
HT14/2
-
-
-
48Ы4
36Ы4
D6 MM
-
-
30.5H14
-
8OH14
-
Is
15 ±H14/2
-
17
±U14/2
-
-
-
Dy мм
-
-
-
-
-
-
Ц
90 ±1114/2
35 ±1114/2
8±
ГТ14/2
-
-
30
±!T14/2
Dg мм
UH14
7OH14
-
-
36H14
-
1?
40
±1114/2
-
35 ±1114/2
100
±U14/2
8 ±1114/2
60 ±!T14/2
Oy мм
-
-
5431*
74.3h14
-
-
и
-
-
12 ±lT14/2
-
-
-
Ощ MM
86h 11
Ю4М4
75M4
109M4
-
-
Lg
2 ±U14/2
-
-
-
-
-
D^ мм
56H14
-
-
9OM4
M95x4
-
1®
-
10 ±1114/2
-
5Ы4
-
-
0^2 MM
65H14
9Oh 14
60h14
95h14
-
-
Ln
-
-
-
32 ±!T14/2
-
-
Oq mm
-
-
-
-
-
-
i-Q
90 HT14/2
25 ±1114/2
-
-
34 ±1114/2
-
D^ MM
-
9ОЫ4
-
115M4
-
-
1ц
-
-
-
-
35 ±!Т14/2
22.5M4
D^ MM
-
-
-
60M4
-
-
L14
-
-
-
35 ±IT14/2
36 ±U14/2
-
D^6 мм
-
66H14
-
-
M30x2
-
Ai, град/deg
45
-
-
45
-
45
D^y MM
-
-
-
55h14
52H14
-
A2.град/deg
45
45
45
45
45
-
A3,град/deg
30
30
30
30
45
-
D^ мм
16H14
6OH14
-
36H14
3OH14
-
A 4 .град/deg
30
-
-
45
-
-
D^ мм
-
-
-
-
45H14
-
A5.град/deg
45
-
45
-
-
45
D2Q MM
-
-
-
8OM4
35M4
Аб ,град/deg
-
-
45
-
-
-
Rj мм
-
-
16
2
-
-
A 7,град/deg
-
-
-
20
-
-
Rg мн
1.6
-
-
-
-
-
A g. град/deg
45
-
45
45
-
-
Rg MM
1.6
-
-
-
-
-
A9. град/deg
-
-
45
-
-
-
R(, мм
3
-
-
-
Aiq, град/deg
-
-
-
-
-
-
Rg MM
-
5
-
-
-
-
A11. град/deg
-
-
-
-
-
-
s,
-
-
-
32h14
Ay,град/deg
-
-
-
-
-
-
S2
-
95h14
-
Ay, град/deg
-
-
-
-
-
60
Ft
1.5
-
-
1.5
2
A14,град/deg
-
-
-
-
-
-
Fz
1.5
-
-
-
15
2
-
3. Построение наглядной геометрической модели с помощью таблицы параметров, сформированной выше.
Р и с. 11. Таблица соответствий деталей группы
F i g. 11. Correspondence table details of the group
Данная операция происходит в 6 этапов:
-
1) создание базовых линий, в качестве которых определены оси симметрии и левый торец детали (пов. 1);
-
2) создание диаметральных размеров, которое осуществляется от оси симметрии детали;
-
3) создание линейных размеров (взаиморасположение линий построения определяется расположением соответствующих размерных линий на чертежах конкретных деталей);
-
4) создание остальных размеров (фаски, радиусы закруглений, угловые размеры);
-
5) создание контура комплексной детали;
-
6) ввод в таблицу переменных информации о конкретной детали из таблицы соответствий и сохранение информации в файле с расширением «.par».
Результаты исследования
В результате работы была создана параметрическая модель комплексной детали, сформированной для группы деталей типа «тела вращения» с помощью системы автоматизированного проектирования «T-Flex CAD». Данная модель позволяет путем изменения параметров получать различные геометрические конфигурации деталей группы, а также других деталей, которые можно отнести к рассматриваемому типу. К преимуществам данной параметрической модели относятся возможность ее использования при составлении как группового технологического процесса, так и индивидуального процесса механической обработки детали, а также возможность проектирования процесса и формирования технологической документации с помощью системы «ТехноПро».
Обсуждение и заключения
Использование параметризации в групповой технологии позволяет осуществлять:
-
- проверку правильности построения комплексной детали;
-
- отсутствие сложностей при добавлении деталей, соответствующих этой группе;
-
- автоматическое формирование эскизов маршрута технологического процесса для конкретной детали из маршрута обработки группового технологического процесса;
-
- сокращение общего времени на конструкторско-технологическую подготовку.
Данная методика может быть применима при проектировании, изготовлении и ремонте множества деталей, например, подшипниковых узлов турбокомпрессора [8]. В группу рассматриваемых в статье деталей были включены втулки подшипниковых узлов современных турбокомпрессоров (рис. 5–6) [9–10]. Использование высокопроизводительного оборудования и группового технологического процесса позволяет снизить их себестоимость и повысить качество.
Список литературы Разработка методики построения комплексной детали при применении группового технологического процесса с использованием САПР "T-Flex"
- Митрофанов С. П. Групповая технология машиностроительного производства: в 2-х т. 3-е изд., перераб. и доп. Л.: Машиностроение, Ленингр. отд-ние, 1983. Т. 1. 407 с.,
- Боярский В. Г., Сихимбаев М. Р., Шеров К. Т. Переналаживаемая технологическая оснастка для групповой обработки. Фундаментальные исследования. 2011. № 12-3. URL: http://cyberleninka.ru/article/n/perenalazhivaemaya-tehnologicheskaya-osnastka-dlya-gruppovoy-obrabotki.
- Митрофанов С. П. Особенности групповой технологии механической обработки в современных условиях. Металлообработка. 2001. № 2. С. 4-8. URL: http://elibrary.ru/item.asp?id=9514803.
- Марков А. М., Маркова М. И., Плетнева Е. М. Алгоритм проектирования группового технологического процесса механической обработки деталей. Обработка металлов (технология, обработка, инструменты). 2012. № 4. С. 5-9. URL: http://elibrary.ru/item.asp?id=18752920.
- Татаркин Е. Ю., Фирсов А. М., Калистру В. А. Особенности проектирования технологических процессов в условиях многономенклатурного производства. Актуальные проблемы в машиностроении. 2015. № 2. С. 87-91. URL: http://elibrary.ru/item.asp?id=23723973.
- Яблочников Е. И., Молочник В. И., Гусельников В. С. Метод разработки групповых технологических процессов для оборудования с числовым программным управлением. Известия вузов. Приборостроение. 2010. Т. 53, № 6. С. 63-67. URL: http://elibrary.ru/item.asp?id=15116475.
- Бунаков П. Ю. Сквозное проектирование в T-Flex. М.: ДМК-Пресс, 2011. 325 с.,
- Сенин П. В. Комплексньгй подход к ремонту турбокомпрессоров. Сельский механизатор. 2013. № 12. C. 34-35. URL: http://elibrary.ru/item.asp?id=21283552.
- Овчинников А. Ю., Власкин В. В., Кузнецова М. В. Возможности применения станков с ЧПУ при ремонте турбокомпрессоров/ Энергоэффективные и ресуросберегающие технологии и системы: межвуз. сб. науч. тр. Саранск, 2013. С. 311-315. URL: http://elibrary. ru/item.asp?id=22737416.
- Овчинников А. Ю. Разработка стратегии выбора ремонтно-восстановительных воздействий для обеспечения работоспособности турбокомпрессоров двигателей внутреннего сгорания: дис..канд. техн. наук. Саранск, 2015. 202 с. URL: http://dlib.rsl.ru/rsl01005000000/rsl01005562000/rsl01005562897/rsl01005562897.pdf.
