Разработка методологических и технологических основ управления качеством изделий массовых производств

Автор: Е.В. Пантюхина, О.В. Пантюхин
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6 т.27, 2025 года.
Бесплатный доступ
В статье рассматриваются особенности получения изделий машиностроительных производств методом двухстороннего полугорячего деформирования выдавливанием с раздачей, способствующим уменьшению затрат при производстве изделий, и разработки методологических и технологических основ управления качеством с совершенствованием системы контроля качества и внедрением высокоэффективной технологии производства изделий. Показана целесообразность разработки методологии управления качеством изготовления продукции машиностроительных производств на основе цифровых двойников технологического процесса и изделия, а также метода прогнозирования геометрических параметров качества на базе теории искусственных нейронных сетей на всех формоизменяющих стадиях процесса. Представлены результаты теоретических и экспериментальных исследований процесса получения изделий двухсторонним полугорячим выдавливанием с раздачей, а также особенности прогнозирования на основе искусственных нейронных сетей технологических и геометрических параметров качества изделий машиностроительных производств.
Прогнозирование качества изделий, цифровой двойник, искусственные нейронные сети, управление качеством изделий
Короткий адрес: https://sciup.org/148332862
IDR: 148332862 | УДК: 658.56 | DOI: 10.37313/1990-5378-2025-27-6-194-198
Peculiarities of Project Quality Management in the Aviation Industry
The article discusses the peculiarities of obtaining products of machine-building industries by the method of double-sided half-hot deformation by extrusion with distribution, which helps to reduce costs in the production of products, and the development of methodological and technological foundations for quality management with the improvement of the quality control system and the introduction of highly efficient technology for the production of products. The expediency of developing a methodology for managing the quality of manufacturing products of machine-building industries based on digital twins of the technological process and the product, as well as a method for predicting geometric quality parameters based on the theory of artificial neural networks at all form-changing stages of the process. The results of theoretical and experimental studies of the process of obtaining articles by double-sided semi-hot extrusion with distribution are presented, as well as peculiarities of prediction based on artificial neural networks of technological and geometric parameters of the quality of articles of machine-building industries.
Текст научной статьи Разработка методологических и технологических основ управления качеством изделий массовых производств
Наличие на предприятии системы менеджмента качества, которая эффективно работает и функционирует, позволит выпускать высококачественную продукцию машиностроительных производств. Увеличить возможности управления при производстве помогут цифровые инструменты системы менеджмента качества, которые будут способствовать не только поддержанию качества изделий на требуемом уровне, но и предупреждению и устранению причин появления дефектов [1, 2]. В технологических процессах целесообразным будет применение процессного подхода, который позволит подробно описать и проанализировать входы и выходы, а также влияющие на параметры качества продукции факторы.
В настоящее время, в условиях комплексной автоматизации производственных процессов, управление качеством продукции должно реализовываться не только на основе констатации фактов наличия некачественной продукции, но и применяя различные методы прогнозирования процесса и его дальнейшего хода [3]. Регрессионный анализ широко используется при прогнозировании, однако не всегда является достаточно эффективным [4]. Это обусловлено тем, что полученные в результате уравнения взаимосвязей между параметрами качества могут нелинейности высоких порядков, что затрудняет их использование; требуется непрерывная актуализация данных уравнений, приводящая к существенному объему вычислений; точность полученных моделей процесса не всегда достаточна для прогнозирования качества изделий и др. Существуют и другие методы построения процессов, например теория информации, однако ввиду большого количества параметров и их взаимосвязанного влиянии друг на друга, расчет существенно затрудняется.
Методом, способным моделировать трудный технологический процесс с нелинейными связями между параметрами, считается метод искусственных нейронных сетей, который способен обеспечить решение проблемы управления качеством целого класса изделий массовых производств [5–8].
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ОБЕСПЕЧЕНИЯ КАЧЕСТВА ИЗДЕЛИЙ,ПОЛУЧАЕМЫХ МЕТОДОМ ДВУХСТОРОННЕГО ПОЛУГОРЯЧЕГО ВЫДАВЛИВАНИЯ
Цифровые двойники, представляющие собой виртуальное представление изделия или процесса для оценки и прогнозирования их рабочих характеристик, должны использоваться на протяжении всего жизненного цикла, что позволит регулярно проводить инженерный анализ, прогнозировать и оптимизировать работу изделия или производственной системы, прежде чем инвестировать в физические прототипы и ресурсы [9].
Метод двухстороннего полугорячего деформирования выдавливанием с раздачей способствует уменьшению затрат при производстве изделий различного назначения и в связи с этим является достаточно перспективным.
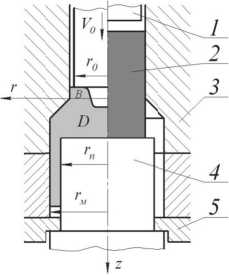
Рис. 1. Схема процесса полугорячего выдавливания с раздачей:
1 – пуансон; 2 – заготовка;
3 – матрица; 4 – контрпуансон;
5 – съемник
На рис. 1 представлена схема процесса полугорячего выдавливания с раздачей.
Минимальная величина функционала, с помощью которого возможно провести мониторинг осесимметричной деформации жестко-вязкопластической среды, может быть получена по следующей формуле:
, (1)
где S и S* – площади торца пуансона и поверх- ностей разрыва; – предел текучести сдвига;

– ин-
тенсивность скорости деформации сдвига; – касательная со ставляющая разрыва скоростей; – вектор поверхностных сил; – вектор скорости.
Данное уравнение для нахождения минимальной величины функционала было решено с помощью способа локальных вариаций. Ненулевыми составляющими вектора скорости перемещения являются: u – компонент скорости перемещения по оси r; ω – компонент скорости перемещения по оси z. Составляющими тензора деформации являются , составляющими тензора напряжений –
. На основании априорной информации были определены исходные значения скорости перемещения u по оси r в узловых точках и получена область – расширенная область деформации D на шаг ячейки в положительном и отрицательном направлениях оси r [10]. Всё это позволяет получить расчетное поле значений интенсивности напряжений для полугорячего выдавливания с раздачей.
На следующих этапах определяются технологические параметры двухстороннего полугорячего выдавливания при обеспечении заданной твердости и создаются цифровая модель функционирования изделия цифровой двойник изделия на основе расчетных моделей.
Цифровой клон изделия, созданный с помощью системы анализа ANSYS, показан на рис. 2.

a
б
в
Рис. 2. Цифровой клон изделия, созданный при помощи системы анализа ANSYS: а – деформации модели по оси X; б – нижняя часть гильзы с дном, помещенная в казенник; в – напряжения модели по оси Y
Анализ полученных результатов позволит выявить распределение напряжений и деформаций в изделии при его нагружении давлением. Например, исследования показали, что для данного изделия напряжения узкой части в случае разностенности 0,09 мм в 1,2 раза больше, чем в широкой части.
Экспериментальное исследование двухстороннего полугорячего выдавливания показали, что дополнительным эффектом, который сопровождает данный процесс с последующим охлаждением в масле, воде или воздухе, является улучшение структуры и повышение прочности деталей (полуфабрикатов) [11]. Проведенные исследования процесса двухстороннего полугорячего выдавливания полуфабрикатов из проволочных заготовок стали 18ЮА по величине развивающейся удельной силы на наиболее нагруженный инструмент и по качеству полуфабрикатов показали приемлемость и эффективность процесса как ключевого в технологии изготовления изделий.
ПРОГНОЗИРОВАНИЕ НА ОСНОВЕ ИСКУССТВЕННЫХ НЕЙРОННЫХ СЕТЕЙ ТЕХНОЛОГИЧЕСКИХ И ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ КАЧЕСТВА ИЗДЕЛИЙ
Этапами создания требуемой нейронной сети являются обработка и подготовка имеющихся данных, проектирование структуры нейронной сети, формируемой конкретной производственной задачей, и настройка параметров нейронной сети.
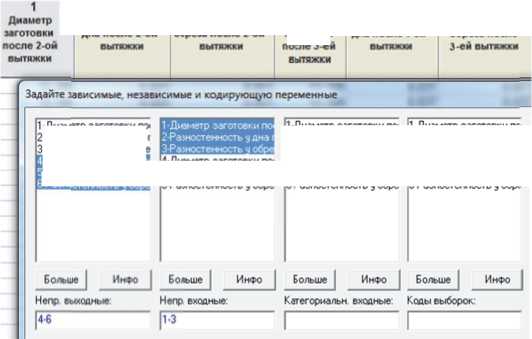
Для описания процедуры построения и работы с искусственной нейронной сетью в программе STATISTICA проведем прогнозирование параметров качества полуфабриката третьей вытяжки изделия. Входными данными являются измеренные значения параметров полуфабриката второй вытяжки: диаметр заготовки после вытяжки, разностенность у дна, разностенность у обреза. Выходные данные – диаметр заготовки после третьей вытяжки, разностенность у дна после третьей вытяжки разностенность у обреза после третьей вытяжки. Установим тип задачи (регрессия) и спроектируем структуру сети [12]. Проектирование структуры сети представлено на рис. 3, а, а выбор данных для анализа – на рис. 3, б.

Быстрый | Допошвелыв | Сеты'Ансвмб'ы | г Twimmw---
4 Регрессия c Классификация f Временные ряды г Кластерный анализ

а Переменные |
■Задать коды выборок
Г Обучающая: | нваимуеквалмебумм
Г” Контрольная: | I'^awkiy^re» дл» :ч»-«'»»-«‘’<»"*<*
Г Тестовая- I ИелолзуГФ» аг* «₽*ммп> *ч-ш₽мтг«-«
I иоилй
Г Игнорировать |-------- rtwwy«*e «*»■*•■ ии^
Г Выдать сообщение, если обндру«е»*| проп*а«в*н д»***

4 Диаметр заготовки после 3-ем
Размоете нмость у дна после 3-ей
6 Размостенмост» у обреза после
2 Размостеммость у дна после 2-ой
3 Размостенноста у обреза после 2-ой
1 -Диаметр заготовки по 2-Разностемность у дна г З-Разностемность у обре 4-Диаметр заготовки по 5-Разностенность у дна г 6-Разностенность у обре
-Диаметр заготовки по> 2-Разностенность удна г ЗРазностенность у обре 4 Диаметр заготовки по> 5 Разностенность у дна г 6-Разностенность у обре
б
I Диаметр заготовки по 2 Разностеммость у дна г
1-Диаметр заготовки nN 5 Размоетенность у дна J ^Размоет енность у обре
4 Дюмет р заготовки по
5 Размоетениостъ у дна г 6 Размоет емность и обое
Рис. 3. Этапы проектирования структуры искусственной нейронной сети: а – исходные данные для проектирования; б – выбор данных для анализа
11.106 11.11» 11.114 11,116 11,122 11.126 11.130 11,134
11.108 11.112 11.116 11.120 11.124 11,128 11.132 11,136
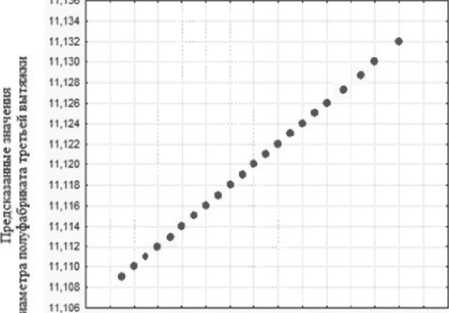
Наблюдаемые значения диаметра полуфабриката третьей вы тикки
Рис. 4. График наблюдаемых и предсказанных значений диаметра полуфабриката после третьей вытяжки
После выбора всех параметров выполняется обучение сети, а по результатам обучения и проверки программа предложит лучший вариант нейронной сети по значению производительности и ошибки. Значения параметров обученной также подтверждают качество построенной искусственной нейронной сети.
Иллюстрацией качественно построенной модели является график наблюдаемых и предсказанных значений. На рис. 4 показан данный график для искусственной нейронной сети, построенной для диаметра полуфабриката после третьей вытяжки. Если модель построена хорошо, то точки этого графика должны располагаться как можно ближе к прямой, лежащей под углом 45 0 к осям координат.
На следующих этапах с помощью специальной функции генерируется код будущей самостоятельной программы на языке С/С++, что в конечном счете позволяет получить рабочую программу в виде . exe файла для прогнозирования параметров качества полуфабриката третьей вытяжки в зависимости от значений параметров полуфабриката второй вытяжки. При помощи специальной программы-макроса (на языке Statistica Visual Basic ) последовательность действий, выбранные опции и подготовленные отчеты сохранятся, что позволит на другом массиве данных запустить макрос и повторить алгоритм в автоматическом режиме.
Таким образом, вся процедура создания цифрового двойника технологического процесса изготовления изделия должна включать [7]: измерение параметров качества на каждой технологической операции с помощью современных систем контроля; обучение искусственной нейронной сети на основе полученных измерений; создание на основе обученных искусственной нейронной сетью рабочих программ; применение рабочих программ для прогнозирования параметров качества изделия на каждой технологической операции.
На рис. 5 представлен разработанный цифровой двойник технологического процесса изготовления изделия на основе доменов:
-
- физического производства (PMD), включающего в себя автоматические роторные линии (АРЛ);
-
- сбора данных и управления устройствами (DCDCD), включающего инспектирующую машину для измерения параметров изделия;
-
- представления цифрового двойника (DTRD), включающего программу для построения искусственной нейронной сети и рабочую программу для прогнозирования параметров изделия;
-
- пользователя (UD), представляющего компьютеризированное рабочее место сотрудника отдела технического контроля предприятия, осуществляющего управляющее воздействие на техно-
- логический процесс.
Для контроля цехом используются контрольные карты, которые реализованы на базе двухступенчатых планов контроля, вычисленных по функции оптимального плана контроля , где – мощность критерия качества партии; – вероятность забраковки партии изделий допустимого качества; – средний объем выборки двухступенчатого плана контроля при гипотезе о допустимом качестве партии; и – множители Лагранжа.
Реализация методологических и технологических основ управления качеством изделий массовых произ -водств контроля качеством ПСО, вне -дрение цифровых двойников в производство улучшают его эффективность, уменьшают затраты на управление и метрологическое обеспечение .
Методами и функциями методологических и технологических основ управления качеством являются современные методы менеджмента качества, в том числе использование цифрового двойника для прогнозирования заданного качества продукции и технологических процессов; статистические методы контроля качества и контроля процессов; методы расчета технологических параметров комплексного процесса получения изделия; методы теории искусственных нейронных сетей, теории вероятности, математической статистики. Для практического применения методологии управления качеством изделий применяются контрольные карты, реализуются меры по устранению дефектов в процессе производства.
Димен физического производства (FMD)
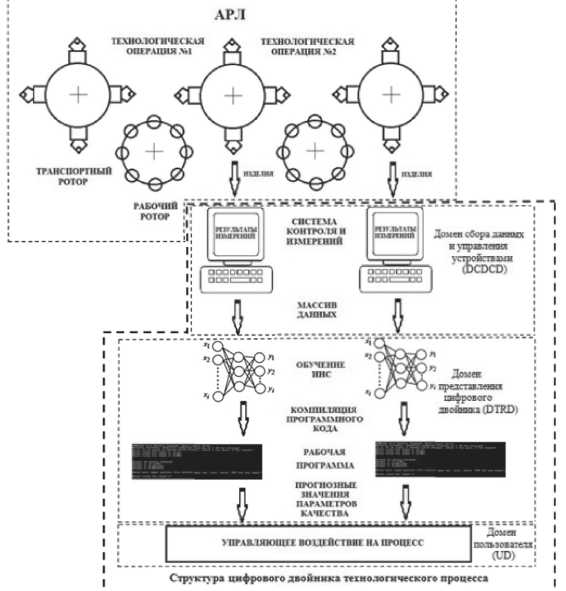
Рис. 5. Структура цифрового двойника технологического
процесса изготовления изделия на автоматических роторных линиях (АРЛ) на основе доменов
ЗАКЛЮЧЕНИЕ
Таким образом, реализация методологических и технологических основ управления качеством изделий машиностроительных производств, интеграция цифровых двойников в производство повышают его эффективность, снижают затраты на контроль и метрологическое обеспечение. Поэтапное применение цифровых двойников и их взаимодействие в ходе жизненного цикла изделий позволят осуществить мониторинг процесса их создания в режиме реального времени и его управление, обеспечить выпуск качественной продукции, гарантируя при этом эффективное функционирование изделий в процессе эксплуатации. Кроме этого описанные меры позволят в современных условиях комплексной автоматизации производственных процессов и управления качеством машиностроительной продукции массовых производств реализовывать не только на основе констатации фактов наличия некачественной продукции, но и применяя различные методы прогнозирования процесса и его дальнейшего хода.
