Разработка методов и алгоритмов системы оценки параметров режимов обезуглероживания и дожигания горючих газов в дуговой сталеплавильной печи

Автор: Меркер Эдуард Эдгарович, Степанов Виктор Александрович, Крахт Людмила Николаевна, Кем Александр Юрьевич
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 2 (89) т.17, 2017 года.
Бесплатный доступ
Введение. В настоящее время в российской металлургии тепло отходящих газов при выплавке стали в дуговых сталеплавильных печах (ДСП) используется неэффективно. Это определяет актуальность задачи разработки методов контроля степени дожигания СО до СО 2 при выплавке стали в ДСП. Материалы и методы. Для решения задачи используется математическая модель режимов обезуглероживания и дожигания отходящих газов при электроплавке металлизованных окатышей в условиях их непрерывной подачи в ванну ДСП. Предложенная модель позволяет оценить параметры режимов обезуглероживания и дожигания горючих газов в дуговой сталеплавильной печи. Исследована роль составляющих скорости окисления углерода в общем режиме обезуглероживания и дожигания газов в дуговой сталеплавильной печи. Результаты исследования. Экспериментально подтверждена возможность и доказана эффективность дожигания оксида углерода струями кислорода в системе встречных газовых потоков. Это позволило ускорить процессы нагрева и обезуглероживания металла, а также улучшить другие технологические показатели электроплавки стали. Обсуждение и заключение. Результаты математического моделирования показали, что новый метод подачи кислорода через топливно-кислородные горелки и кислородную фурму обеспечивает повышение энергоэффективности электроплавки стали в дуговой сталеплавильной печи.
Дуговые сталеплавильные печи, режимы обезуглероживания, дожигание горючих газов
Короткий адрес: https://sciup.org/14250288
IDR: 14250288 | УДК: 669.046.56 | DOI: 10.23947/1992-5980-2017-17-2-99-107
Development of methods and algorithms for parameter estimation system of decarburization and combustible gas afterburning modes in an electric arc furnace
Introduction. Currently, in the Russian metallurgy, waste-gas heat under steelmaking in the electric arc furnace (EAF) is used inefficiently. This determines the urgency of the task to develop methods for СО to СО 2 afterburning degree control under steelmaking in the EAF. Materials and Methods. A mathematical model of the decarburization and combustible gas afterburning modes under the reduced pellets electrosmelting at their continuous feed to the EAF bath is used to solve the problem. The proposed model allows estimating the mode parameters of the decarburization and combustible gas afterburning in the electric arc furnace. The role of the rate of carbon oxidation components in the common mode of decarburization and gas afterburning in the EAF is studied. Research Results. The possibility and efficiency of the CO afterburning by the oxygen beams in the counter gas flow system is experimentally confirmed. This allows accelerate the processes of metal heating and decarburization, as well as improve other technological parameters of the steel electrosmelting. Discussion and Conclusions. The mathematical modeling results show that a new method of supplying oxygen through the oxyfuel burners and the oxygen lance provides an increase in the energy efficiency of the steel electrosmelting in the electric arc furnace.
Текст научной статьи Разработка методов и алгоритмов системы оценки параметров режимов обезуглероживания и дожигания горючих газов в дуговой сталеплавильной печи
Введение. Сложность и многофакторность высокотемпературных процессов, своеобразное проявление свойств реагирующих фаз затрудняют изучение и прогнозирование динамики сталеплавильных процессов в дуговой сталеплавильной печи (ДСП). Плавление железорудных металлизованных окатышей (ЖМО) в дуговой сталеплавильной печи сопровождается восстановлением оксидов железа углеродом шихты и кипением ванны.
Для уменьшения длительности плавления и улучшения его показателей большое значение имеет правильный выбор скорости обезуглероживания расплава, влияющей на скорость плавления ЖМО. Эти параметры необходимо совместить с управляемым окислительным рафинированием ванны, т. е. окислением примесей и нагревом металла до
1 Работа выполнена в рамках ГЗ №11.64.2015.14 (СТИ НИТУ МИСиС).
-
**:E-mail: merker@inbox.ru ; Viktor1990_31@mail.ru ; lkrakht@mail.ru ; akem@dstu.ru
*** The research is done within the frame of the government task no. 11.64.2015.14 (NITU MISiS).
температуры, близкой к температуре выпуска, что способствует существенному ускорению электроплавки при повышении эффективности режимов дожигания горючих газов в ДСП [1, 2].
Экспериментальная часть. Эффективность технологии электроплавки стали в дуговой печи с применением дожигания отходящих газов оценивалась по данным лабораторных и промышленных исследований, с учетом информации, содержащейся в литературных источниках.
В работе рассматривались результаты исследования режима электроплавки ЖМО с учётом дожигания отходящих газов в дуговой сталеплавильной печи и подачи кислорода через кислородную фурму и углеродистого порошка на шлак через топливно-кислородные горелки (ТКГ) [3]. На основе теоретических положений и экспериментальных данных по дожиганию отходящих газов в дуговой печи с учётом особенностей развития окислительных процессов, происходящих в сталеплавильной ванне ДСП, были разработаны методы и алгоритмы системы оценки параметров режимов обезуглероживания и дожигания горючих газов в дуговой сталеплавильной печи [4].
Кинетика процесса обезуглероживания может быть представлена обобщённым уравнением [5]:
-
- d [ C ]( т ) / d т = -v C , (1)
-
V C = v C 1 + v C 2 +v C 3 +v C 4 , (2) где v C — обобщённая скорость окисления углерода в ванне дуговой печи при электроплавке ЖМО, %/мин; v C 1 = (12/16) -в О ■ ([ O ] - [ O ] рс ) ■ 60 ■ Sny3 / ( V Me ■£) — скорость окисления углерода в объёме металла на поверхности пузырьков СО , %/мин; v C 2 = (12/16) -в О ■ ([ O ] рш - [ O ] ■ 60 ■ Sшм / ( V Me ■£ )— скорость окисления углерода на границе раздела «шлак — металл», %/мин; v C 3 = р О ■ a O^ ■ xO^ ■ IO^ ■n C - 100/ MMe — скорость окисления углерода кислородом дутья через ТКГ и кислородную фурму, %/мин; v C 4 =v ок ■ ([ C ] ок - [ C ] реакц )/ М Ме — скорость поступления углерода (науглероживателя) металла за счёт подачи ЖМО в ванну печи, %/мин; VMe — объём металла в печи, м3; MMe — масса металла в печи, кг; в о = 10 - 3 + 10 - 5 — коэффициент массопереноса кислорода; Sny3 , Sшм — площади поверхности пузырьков СО и поверхности «шлак — металл», м2; [ O ], [ O ] р с , [ O ] р ш — содержание кислорода в металле, равновесное с содержанием углерода в металле и шлаке, %; n C — доля кислорода, идущая на окисление углерода; р о = 1,42 - 10 - 3 — плотность кислорода, кг/м3; aO = 0,8— коэффициент усвоения кислорода ванной для ДСП-150; IO^ — интенсивность подвода технического кислорода, м3/мин; x O = 0,995— доля кислорода в дутье; v ок — скорость подачи окатышей в печь, кг/мин; [ C ] ок — содержание углерода в окатышах, %; [ C ] реакц = (12 /16)[ O ] ок — углерод окатышей, идущий на довосстановление оксидов железа, содержащегося в них, %; 5 = [1 + ((10 - 5 ■ 0,75 ■ P co )/( K [ C ] ■ [ C ]2))] - [1 + ((0,22 ■ M шл ) / ( у ( Feo ) ■ L o 2 ■ M Me ))] — коэффициент, учитывающий накопление
кислорода в металле; Мшя — масса шлака, кг; рСО — внешнее давление на пузырьки СО, Па; LO — константа рас- пределения кислорода; у(Fe0) — коэффициент активности FeO в шлаке.
Коэффициенты использования кислорода на окисление углерода и железа рассчитываются по уравнениям [6]:
= ( K / D ) CO = ( K / D ) FeO n C Z ( K / D ), ’ n Fe Z ( K / D ) ,’
где K i I D i — безразмерная величина, оценивающая отклонение каждой окислительной реакции от равновесия.
Активность оксида железа в окислительном шлаке зависит от его состава и температуры и может быть рассчитана по уравнениям модели регулярного ионного раствора: aFeO = YFeO " xFeO ’ где xFe0 — мольная доля FeO в шлаке; уFe0 — коэффициент активности FeO в шлаке.
Активность кислорода в шлаке рассчитывается по следующей формуле: ао2 =Yо2 ■ xo2, где хОг — мольная доля 02 в шлаке; уо^ — коэффициент активности 02 в шлаке.
Определяем коэффициент активности кислорода через логарифм по формуле: lg fo2 = eO [ O ] + eO [ C ],(6)
где e O = - 0,17, e O = - 0,421 — массовые параметры взаимодействия углерода и кислорода.
Из уравнений (5)-(6) находим содержание кислорода в металле [7]:
[ O ] = a o 2 / fo 2 .
При расчете образования ( FeO ) в шлаке используем теорию регулярных растворов. Коэффициент распределения кислорода записывается следующим образом:
6320 + 0,734
Lo = 10 T .
O 2
.
Содержание кислорода в жидком металле при равновесии его со шлаком ([ O ] р.ш . ) зависит от активности оксида железа в шлаке a ( FeO ) , и константы распределения L O :
[ O ] рш . = a ( FeO ) / L o . (9)
Текущее содержание кислорода в металле в период окислительного рафинирования занимает промежуточное положение между равновесными с углеродом и со шлаком значениями (при этом, чем больше кислорода тратится на обезуглероживание и меньше поступает из шлака, тем ближе текущее значение к равновесному с углеродом). Будем считать, что эти величины отличаются только по разностям концентраций и величинам реакционных поверхностей. Тогда, исходя из закона сохранения масс:
([ O ] рс. - [ O ])( Sny3 + S^M.) + ([ O ] ш. м. — [ O ]) S. м. = 0 , откуда получаем
[ O ] ■ ( S + S _. ) + [ o ] ^S^
Sny3 + 2 8ш . м .
Хотя пузырьки и зарождаются только на подине, реакция [ С ] ^ { CO } протекает по всему объёму металла, причем более энергично этот процесс происходит в верхних его слоях. Последнее обусловлено тем, что при всплывании пузырька непрерывно увеличиваются его объём и поверхность, а по мере снижения ферростатического давления столба металла уменьшается равновесное [ O ] рс и растёт сверхравновесное [ O ] - [ O ] р с содержание кислорода [8, 9].
Для выяснения механизма образования газовых пузырьков в ванне используем следующий подход. Внешнее давление на пузырьки можно вычислить по формуле:
P CO = Р вн .
атм .
+ ( H ме Р ме
+ Ншл Р шл ) g ,
где Ра т* — атмосферное давление, Па; Hме — высота слоя металла над пузырьком, м; Hшл — высота шлака над пузырьком, м; р ме — плотность металла (6600 кг/м3); р шл — плотность шлака (3000 кг/м3).
Ванна ДСП в упрощенном виде представляет собой усечённый конус, направленный вниз с углом а = 45 ° и высотой Нван . Радиус большего основания конуса равен радиусу ванны печи ( Rван ). Радиус пода равен Rnod = RBaH - Нван / tn а . Исходя из объема конуса VMe = 1/ 3 HS = 1/ 3 H п Re2aH высоту слоя металла или шлака можно определить из формулы:
нван = (V1 / (л- tn а) + Rnod - Rnod) ■ tn а,(12)
где VMe — объем металла в печи, м3.
Основные параметры пузырька: объём Vny3 = 4 / 3 пr O , полная поверхность S = 4 п г СО , rCO — радиус. Радиус пузырька можно рассчитать по формуле [10]:
r = V 2с / (р g), где ст — поверхностное натяжение расплава, Дж/м2.
Для определения площади пузырьков используем данные расчетов:
Sny3 = SNy ,(14)
где Nпуз — количество пузырей CO в кипящей ванне печи; S = Sзер . ван . — площадь зеркала ванны, м2.
Одним из основных факторов вспенивания шлака является выделение пузырьков CO . Количество пузырей можно рассчитать по формуле:
N = V IV пуз CO , в пуз ,
где VCO в — объём CO в ванне, м3.
Скорость всплытия пузырьков при этом равна:
w CO ~ 4/3 r co g . (16)
Объем образующегося CO определяем по формуле [11]:
28/12 ( V c ■ Mме + У ок • [ C ] реакц )
60 400 р CO
Скорость нагрева можно определить по текущим значениям температуры и содержания углерода в ванне. Из необходимости оптимального перегрева металла над ликвидусом A t = 75 ± 15 К следует, что < опт = A t + t лизов = A t + (1539 - 85[ C ]) , и тогда:
t onm - t Ме = A t + (1539 - 85[ C ]) - t Me
T T
Расход ЖМО на плавку стали находится по следующей формуле:
v ок
Q T - q xuM - ( М Ме с Ме + Мш с ш ) V t
Сок (Тпл - Т ок ) + Lпл + с р (ТМе - Тпл )
где QT — суммарный тепловой поток на ванну, кВт; qхuм — затраты тепла на реакции в ванне, кВт; сМе, сшл, сок, ср — удельные теплоёмкости металла, шлака, окатышей и расплава на поверхностях, Дж/(кг • К); Ток, Тпл, ТМе — температуры окатышей, их плавления и температура металла в ванне ДСП, К.
Скорость загрузки извести в ванну можно определить по выражению:
V изв = ( В • ( SiO 2 ) ок - ( СаО ) ок • V ок /100 + ( В • ( SiO 2 ) о - ( СаО ) о )/( т - Т о ), (20)
где (СаО)ок, (SiO2)ок — содержание этих оксидов в окатышах, кг; (СаО)0, (SiO2 )0 — начальная масса оксидов в шла ке, кг.
Скорость образования Σ( FeO ) в шлаке за счет продувки газообразным кислородом находим по формуле:
У ( FeO ),1 72/16 р o 2 aO 2 x o 2 I O 2 П Fe ,
где n Fe — доля кислорода на окисление железа.
Скорость изменения 2( FeO ) в шлаке за счёт окисления углерода в ванне печи:
У(FeO),2 =-72/12VcMме /100.(22)
При плавлении окатышей происходит довосстановление оксидов железа ( FeO ), содержащихся в них. В случае, если содержание углерода в окатышах меньше стехиометрического ( С ок< [ С ] реакц) часть FeO из окатышей переходит в шлак. Скорость поступления 2( FeO ) в шлак за счёт загрузки окатышей:
У (FeO ),3 = Уок 72/16([ O ]ок-16/12 Сок )/100.(23)
Суммарная скорость образования 2( FeO ) в шлаке:
-
У(FeO) = У(FeO),1 + У(FeO),2 + У(FeO),3 .(24)
Объем CO в ванне находим по формуле:
Vco,в = VcOТпод = VcOHван / WcO .(25)
Тепловой эффект от реакций:
qyC = (qc,1УС,1 + qC,2УС,2 + qC,3УС,3 + qC,4УС,4 )Mме / 100 ,
-
qУ(FeO) = q(FeO),1У(FeO),1 + q(FeO),2У(FeO),2 ,
где q — теплота реакций; qC1 =23,4 кДж/моль для [ C ]+[ O ]^{ CO }; qC 2 = -98,6 кДж/моль для [ C ]+[ FeO ]^[ Fe ]+{ CO };
qC ,3 =140,6 кДж/моль для [ C ]+1/2 O 2^{ CO }; qC ,4 = -22,6 кДж/моль для С ок ^[ C ]; q ( FeO )Д , [ Fe ]+1/2 O 2^( FeO ); q ( FeO ),2 , [ Fe ]+[ O ]^( FeO ).
Потери тепла с уходящими газами составят:
Ч ух , газ CCOVCO Р CO^CO ,
где cCO — теплоемкость уходящих газов, Дж/(кг^К); tCO — температура уходящих газов (принимаем равной температуре металла), ° C .
Тогда скорость нагрева шлако-металлического расплава от обезуглероживания [12, 13]:
qvC - qух , газ v tC =
.
M c + M c ме ме шл шл
Массовый расход СО ( gCO , кг/с) равен:
g CO = 0,141 . M ■ V /100
Коэффициент дожигания СО ( п СО , %) определяется по следующей формуле:
СО пго =-----2--100%.
СО СО + СО
Из формул (30) и (31) находим расход кислорода на дожигание СО до СО 2 ( I O” , м3/мин) по формуле:
I Oж = 0,5 . п со ■ g eo ■ (22,4/12) . ( Т Ме / 273). (32)
При дожигании СО над шлаком потоком О 2, поступающего из ТКГ в патрубке устройства для дожигания СО в ДСП выделяется следующее дополнительное количество тепла ( Q C” , Вт/м2):
Q CO” =а . -V ( tcp ( co ) - Ш ) ■ S_., (33)
где а ж — усреднённый коэффициент теплоотдачи путём конвекции и излучения, Вт/(м2 ■0 С); tcp (CO) и Ш — температуры соответственно поверхности факела дожигания СО и шлака, о С; S^m — поверхность теплоотдачи, м2; Y = 50 + 75% — коэффициент, характеризующий долю тепла от дожигания СО, поступающего на нагрев шлаковой ванны.
На основе рассмотренных положений разработан алгоритм системы оценки параметров режима дожигания горючих газов в дуговой сталеплавильной печи. Схема данного алгоритма представлена на рис. 1. Уравнения, представленные выше, решались численно на ЭВМ с помощью компьютерной программы MATLAB .
Изначально были заданы исходные данные: температура, масса и состав металла и шлака, интенсивность подачи кислорода дутья, теплофизические параметры и тепловые эффекты рассчитываемых реакций (блок 1).
Из текущей температуры определяются константы реакций и коэффициент распределения кислорода между металлом и шлаком (блок 2). Полученные данные используются для расчёта равновесных содержаний кислорода в металле. Далее определяется скорость нагрева по текущим значениям температуры и содержания углерода в ванне, затем рассчитывается скорость загрузки окатышей и извести, скорость окисления углерода в ванне дуговой печи при электроплавке ЖМО, объём образующегося СО (блок 3). Определяется первое приближение величин поверхностей «шлак — металл» и пузырей в ванне.
Исходя из равновесных содержаний кислорода и реакционных поверхностей рассчитываются параметры пузырька СО (блок 4) и объём выделившегося из ванны газа (блок 5). Если разница заданных и рассчитанных поверхностей больше заданной погрешности, то расчёт обезуглероживания повторяется. Когда погрешность удовлетворяет заданным условиям, то сначала рассчитываются скорости поступления ( FeO ) в шлак (блок 6), а затем скорость нагрева шлако-металлического расплава от обезуглероживания металла в ДСП (блок 7).
Далее осуществляется расчёт коэффициента дожигания СО ( п СО ), массового расхода СО ( gCO ), интенсивности продувки при дожигании ( In ) и количества тепла, выделяемого при дожигании ( Q C” ), представленных в бло-
O 2 дож ке 8. Если текущее время меньше времени расчёта, то переходим к расчёту следующего промежутка времени, иначе выводим конечные данные (блок 9).
Начало
Данные. Snyllla4; 8,„ м „ич, Y^FeO1, X^FeCf) ,Уог, Xq^ , 6,,6С, Ct, R„dl<, Н Мс, Нци , рМс, р^, g , рсО, ММс \Мии; Руг", Рог \ ^О1>[^']<«> ^1’ ^2’ ^ Me 1 ^^О’ СМе ’ С шл S Ср ’ Сок ^Ш ’ ^Ок’ Чс.Х’Чс.2’Чс,3’Ч е.4 ' Ч<Рюи; Ссо; tco-, XCFeO^XSKW, (SiO2)ra;(CoO)0;(CaO)ot; р„^ 'ауу,
^FeQ -"ЛеО'Ле^’^ “^ ’ 1Мдш-^/-ед-3^:
[0]=^ / Д :[^c ^-ftAH^-OtV^
V№=YBH^,, H„„„ ^фУЛ^+^ -^Л^ Pco = РтмЧН^Рм, +НтрЛ-ё-,гсо =^2a/(pco ■ g);
mco ^^t^cog
Г K.YM = Vcorn„, = (Kco • //_)/«,.„; N„y, = ycoJVco; S=4^O;^=S^,5
V', =(^0539-8^^/7;
v„ = (& -q™ЛМм.слЛмм<ЛЛ№.к
^-ТЛ+к.+сД^-ТЛ v„=№iq\)e-(Caq,,kXJi^ +ДОЗ)0-(С^0№-Го)
VQ^m^..
VcA =12/1 6^ ([0] -[O]pJ((6QV/^);
ve2 =12/1^ (йги 4O|)№J/^);
^,3 =^^^/^^.100/^;
^4 ^^(П,ЯЦ«акУMfc Vc =^J -Vc2 -4.3 +4;4; K„ = (28/12((v(- -МЛ^Ж -[Q^)/60.10^,,
'/узд,1
~"'“^^lP(xai\xi\^o14i-v-v
VFeO
" V(F«C),I +
V(Fe
Ч»с -((4c;ivc,i +4c.2vc,2 +4cjvc,3 +4c;4v<'.4)^Afe)^0;4vl№ -^едз^мо),! "'"Чу.-ссцЛреод-
Чу™, =cc^coPcdco‘. v!.= = ^Ve - Чу^Л1^МсСмЛ + ^исРигЛ;
y.(FeQ = Weq^ /100+v№ ■ (т-^)У10(УЛС___________________ s *
gco = (0,141. Л/№ ■ vc)/l 00; qC() ^ ■ 100%;
/^ = 0,5-t7co-gm-(22,4/12)-(7;6/273): /\
Конец
Вывод данных: [C](t) ,(FeO)(l) ; Vc; Vc0; I'o” ">Q('(>
Рис. 1. Алгоритм системы оценки параметров режимов обезуглероживания и дожигания горючих газов в дуговой сталеплавильной печи
Fig. 1. Algorithm of parameter estimation system of decarburization and combustible gas afterburning modes in electric arc furnace
На рис. 2 приведены графики зависимостей системы оценки параметров режимов обезуглероживания и дожи- гания горючих газов в дуговой сталеплавильной печи.
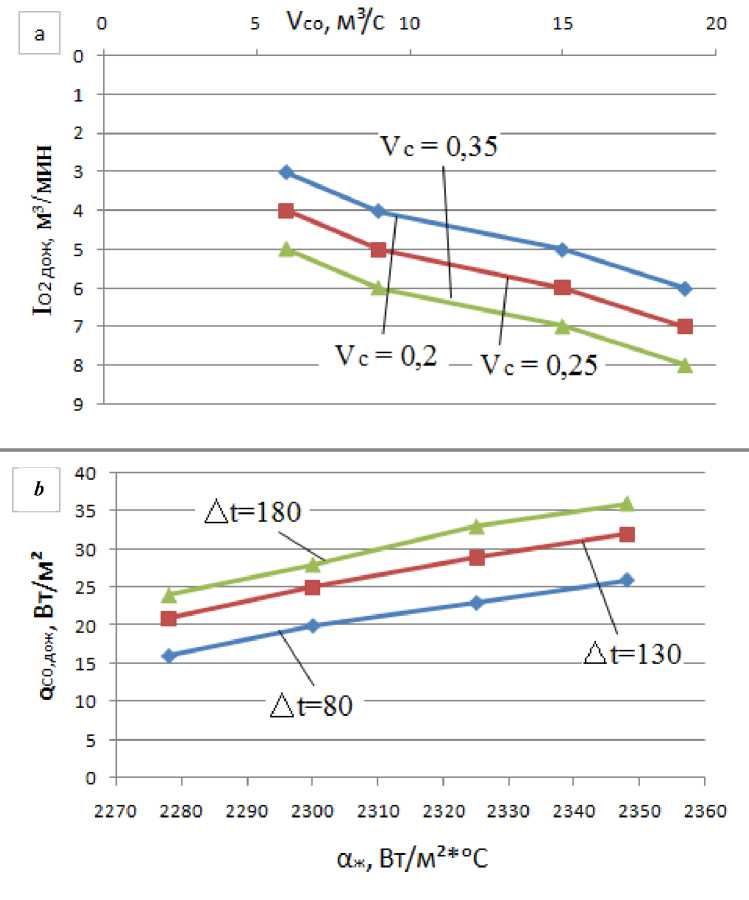
Рис. 2. Графики зависимостей:
а ) расхода кислорода на дожигание СО до СО 2 ( IOдож , м³/мин) от объёма СО ( VCO , м³/с) при различных скоростях окисления углерода ( ν C = 0,2; 0,25; 0,35 %/мин);
b ) количества тепла, выделяемого при дожигании ( QCдоOж , Вт/м²) от коэффициента теплоотдачи ( α ж , Вт/м² ⋅ ᵒС) при разности температур поверхности факела дожигания СО и шлака ( ∆ t = 80; 130; 180 ᵒC)
Fig. 2. Dependency graphs:
a ) oxygen consumption for afterburning of СО to СО 2 ( IOдож m³ / min) of СО volume ( VCO m³ / s) at various carbon oxidation rates ( ν C = 0.2; 0.25; 0.35% / min);
b ) amount of heat released under afterburning ( QCдоOж , W / m²) of the heat transfer coefficient ( α ж ,W / m² ᵒC) at the temperature differential of СО and slag afterburning flame area( ∆ t = 80; 130; 180 ᵒC)
Из рис. 2, а видно, что при увеличении объёма СО ( VCO , м³/с), выделяющегося из ванны ДСП, повышается расход кислорода на дожигание СО до СО 2 ( IOдож , м³/мин) при увеличении скоростей окисления углерода ( ν C , %/мин). Из рис. 2, b следует, что теплотехнические параметры ( QCдоOж и α ж ) возрастают, а это объясняется тем, что струи дожигания при передаче тепла шлаку и металлу вызывают интенсивное перемешивание сталеплавильной ванны в дуговой сталеплавильной печи.
Выводы. Рассмотрены кинетические особенности электроплавки стали в дуговой сталеплавильной печи. Разработаны методы и алгоритмы системы оценки параметров режимов обезуглероживания и дожигания горючих газов в
ДСП, позволяющие организовать эффективное перемешивание дожигаемых газов с подаваемым в печь кислородом и реализовать эффективную передачу тепла сталеплавильной ванне.
Список литературы Разработка методов и алгоритмов системы оценки параметров режимов обезуглероживания и дожигания горючих газов в дуговой сталеплавильной печи
- Гудим, Ю. А. Способы интенсификации плавки в дуговых печах/Ю. А. Гудим, И. Ю. Зинуров, А. Д., Киселев, А. М. Шумаков//Электрометаллургия. -2005. -№ 9. -С. 2-6.
- Киселёв, А. Ю. Эффективность применения газокислородных горелок в современных дуговых сталеплавильных печах/А. Ю. Киселёв, И. Ю. Зинуров, Д. Н. Макаров, Ю. Ф. Маменко, С. Н. Пигин//Металлург. -2006. -№ 10. -С. 60-62.
- Копцев, В. В. Физическое моделирование аэродинамики сопла горелочного устройства с центральным телом/В. В. Копцев, О. В. Казаков, В. Н. Горбулин//Металлург. -2007. -№ 8. -С. 81-82.
- Дуговая сталеплавильная печь с дожиганием горючих газов: патент Рос. Федерация: Э. Э. Меркер, Г. А. Карпенко, И. В. Моисеев. -№ 2520883; опубл. 27.06.14, Бюл. № 18. -3 с.
- Кочнов, М. Ю. Повышение эффективности дожигания и охлаждения технологических газов крупнотоннажных дуговых сталеплавильных печей/М. Ю. Кочнов, Л. А. Шульц, Ю. М. Кочнов//Известия ВУЗов. Чёрная металлургия. -2009. -№ 11. -С. 49-55.
- Металлизованные железорудные окатыши и повышение эффективности их применения при электроплавке стали в дуговой печи/Л. Н. Крахт //Вестник Дон. гос. техн. ун-та. -2015. -№ 3. -С. 35-40.
- Способ дожигания и обеспыливания отходящих газов электродуговых сталеплавильных печей: патент Рос. Федерация: В. И. Лисиенко, А. Л. Засухин. -№2451092; опубл. 01.09.10, Бюл. № 11. -3 с.
- Меркер, Э. Э. Математическая модель обезуглероживания металла при электроплавке железорудных окатышей в дуговой печи/Э. Э. Меркер, Е. А. Черменев//Сталь. -№ 3. -2014. -С. 28-33.
- Падерин, С. Н. Термодинамика и расчёты процесса глубокого обезуглероживания стали/С. Н. Падерин, Е. П. Падерин//Известия ВУЗов. Чёрная металлургия. -2005. -№ 10. -С. 19-24.
- Падерин, С. Н. Термодинамическое моделирование окислительных процессов при обезуглероживании стали/С. Н. Падерин, П. С. Падерин, И. В. Кузьмин//Известия ВУЗов. Чёрная металлургия. -2003. -№ 5. -С. 6-11.
- Исследование эффективности электроплавки окатышей в дуговой печи при дожигании оксида углерода топливно-кислородными горелками/В. А. Степанов //Вестник Дон. гос. техн. ун-та. -2016. -№ 2. -С. 97-104.
- Logar, V. Mathematical modeling and experimental validation of an electric arc furnace/D. Dovzan, I. Skrjanc//ISIJ International. -2011. -Vol. 51. -No. 3. -P. 382-391.
- Brooks, G. Optimizing chemical energy into Electric Arc Furnaces///SEAISI Quaterly. -2012. -No. 4. -P. 17-22.
