Разработка методов и средств автоматизированного проектирования рабочих шаблонов в условиях авиационных производств

Автор: Гришин Максим Вячеславович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Статья в выпуске: 1-5 т.16, 2014 года.
Бесплатный доступ
В статье анализируется и обосновывается необходимость автоматизации проектно-конструкторских работ с целью решения проблем технологической подготовки производства. Автоматизацию предлагается провести за счет разработки и внедрения САПР ШО, спроектированной на основе разработанного технологического классификатора шаблонной оснастки, которая позволит значительно сократить трудоемкость и время проектирования моделей шаблонной оснастки, повысить производительность предприятия, а также будет способствовать уменьшению количества брака по вине проектировщиков.
Жизненный цикл, сапр, технологическая подготовка производства, шаблонная оснастка, технологический классификатор, разработка, проектирование
Короткий адрес: https://sciup.org/148202953
IDR: 148202953 | УДК: 658.512.22:004.9
Development of methods and means of work templates automated design in conditions of aviation productions
Need of automation the construction work for the purpose of solution the problems of production technological preparation is analyzed and locates in article. Automation is offered to be carried out due to development and deployment of template equipment SAPR, designed on the basis of developed technological qualifier of template equipment which will allow to reduce considerably labor input and time of template equipment models design, to increase enterprise productivity, and also will promote reduction of number of spoilage because of designers.
Текст научной статьи Разработка методов и средств автоматизированного проектирования рабочих шаблонов в условиях авиационных производств
Для современной промышленности характерно совмещение электронно-вычислительной техники с технологическим оборудованием, интеграции компьютерной техники в системы машин. В результате появляются поколения новых средств труда, новые технологии, позволяющие повышать эффективность и гибкость производственного процесса и качество продукции, сокращать производственный цикл по выпуску изделий, начиная с момента проектирования изделий до изготовления.
Практикой подтверждается, что во всех сферах технологической подготовки производства (ТПП) большинства авиационных предприятий объем работ составляет от 35-50% от производства основных изделий. Таким образом, развитие автоматизированных систем проектирования ТПП обусловлено объективными факторами. Достижения в области вычислительной техники, информатики и интерфейсной связи позволили автоматизировать не только массовое и серийное производство, но и многономенклатурные производства, а следовательно и подготовку этих производств.
Задачей настоящей статьи является максимальная систематизация и снижение затрат на технологическую подготовку многономенклатурного авиационного производства за счет комплексного повышения эффективности уже
существующих и внедрению новых автоматизированных систем.
Состояние вопроса и постановка задачи исследования процессов для повышения эффективности подготовки авиационных производств. В самолетостроении информационные технологии вытеснили один из основных методов технологической подготовки производства – плазово-шаблонный. Однако до настоящего времени элементы плазово-шаблонного метода продолжают существовать в заготовительноштамповочном производстве, и, следовательно, продолжают существовать недостатки присущие этому методу увязки размеров:
-
- длительные сроки технологической подготовки производства;
-
- большие затраты на проектирование и изготовление технологического оснащения;
-
- большие объемы работ по изготовлению плазо-во-шаблонного инструментария.
Для сложных изделий в условиях многономенклатурного производства затраты на проектирование технологического оснащения могут доходить до 15% себестоимости изделий. Автоматизация типовых операций позволяет в несколько раз сократить затрачиваемые на цикле подготовки производства временные и финансовые ресурсы, что повышает конкурентоспособность продукции. практической проблемой в настоящей работе является разработка методов, приемов и правил совершенствования проектнотехнологических процедур в подготовке много- номенклатурных авиационных производств на основе внедрения автоматизированной системы проектирования оснастки, снижение затратоем-кости с использованием САПР.
Цель статьи: совершенствование системы подготовки авиационного производства в условиях автоматизированного проектирования технологической оснастки с сокращением сроков выпуска изделий новых поколений изделий на основе использования автоматизированной системы проектирования, создание системы методик автоматизированного процесса проектирования рациональной конструкции.
Методика исследования включает проведение теоретических, экспериментальных и эксплуатационных исследований структуры и состава САПР шаблонной оснастки (ШО) в общей системе конструкторско-технологической подготовки производства. Новизна научных результатов, полученных в результате исследования, заключается в следующем:
-
1. Метод автоматизированного проектирования, который за счет комплексного подхода к проектированию ШО и разработанного технологического классификатора шаблонов, а также распараллеливанию процессов разработки комплекта электронных моделей шаблонов, приводит к снижению сроков и стоимости создания технологической оснастки, а также к повышению качества процесса её проектирования.
-
2. Модели и система методик работы со средой конструирования ШО и управления ТПП, обеспечивающей моделирование конструкторско-технологических процессов. Разработана система средств обслуживания рассуждения групп технологов, позволяющая моделировать конструкторско-технологические решения в различных версиях их интеграции.
Анализ жизненного цикла шаблонной оснастки. Выявление основных недостатков. Рассмотрим жизненный цикл ШО [1], приведенный в графической нотации IDEF0 на рис. 1.
-
1. Оформление ведомости плазово-шаблонного оснащения (ВПШО). ВПШО оформляется согласно внутренней технологической инструкции (ТИ). Запросы на оснастку составляют технологи цехов-потребителей, после чего они передаются в отраслевые технологические отделы. Технологи отраслевых отделов заполняют форму ВПШО программно в PDM-системе предприятия на основании извещения УГК.
-
2. Подготовка электронной модели технологической (ЭМТ). Электронная технологическая модель подготавливается службами главного технолога в соответствии с планом от УГК по ТИ.
-
3. Проектирование ЭМ ШО. Конструктор технологической оснастки на основе ВПШО и ЭМТ приступает к проектированию ЭМ ШО.
-
4. Внесение в реестр планово-диспетчерского бюро (ПДБ). РТК передается в ПДБ, которое вносит изготовление ШО в план и оформляет заявку на вырезку шаблона.
-
5. Изготовление шаблона по программе DXF. Файл DXF передается оператору лазерного станка, который вначале наиболее оптимально размещает шаблоны на раскроечном листе, после чего они вырезаются в металле.
-
6. Контроль на контрольно-измерительной машине (КИМ). После вырезки шаблон вместе с программой STEP передается на КИМ, где осуществляется выявление отклонений изготовленного шаблона в металле от ЭМ ШО. В случае недопустимых отклонений [6], если таковые могут быть исправлены вручную, шаблон передается слесарю-ремонтнику, если нет – оснастка аннулируется.
-
7. Нормирование в бюро труда и заработной платы (БТЗ). Внесенная в реестр РТК, передается нормировщику в БТЗ, который устанавливает норму на изготовления данной оснастки.
-
8. Нанесение тех. информацию группой мастера. После контроля на КИМ шаблон вместе с РТК передается слесарю на участок для нанесения технической информации с эскиза шаблона [5, 7], установления пластин упоров, покраски и пр.
-
9. Контроль в бюро технического контроля (БТК). По окончанию работ слесарь сдаёт шаблон на проверку контроллеру БТК. В случае выявления брака шаблон отправляется на доработку, а в РТК вносится отметка о всех необходимых изменениях, либо отметка об аннуляции и перезапуске ШО.
Руководствуясь ТИ и СТП [3] конструктор создает электронную модель шаблона в CAD-системе UG NX 4, с которой впоследствии формируются файл DXF, служащий для вырезки шаблонна на лазерном станке с ЧПУ, и файл STEP для контроля вырезанного шаблона на КИМ. Конструктор также заполняет расчетнотехнологическую карту (РТК) [3], включающую эскиз шаблона.
Проблематика настоящей статьи определенна как совокупность нескольких отрицательных факторов, существенно влияющих на сроки технологической подготовки производства при изготовлений изделий авиационной техники двойного назначения. Такими факторами являются:
-
1. Отсутствие определенности и конкретики в подходах к проектированию шаблонной оснастки.
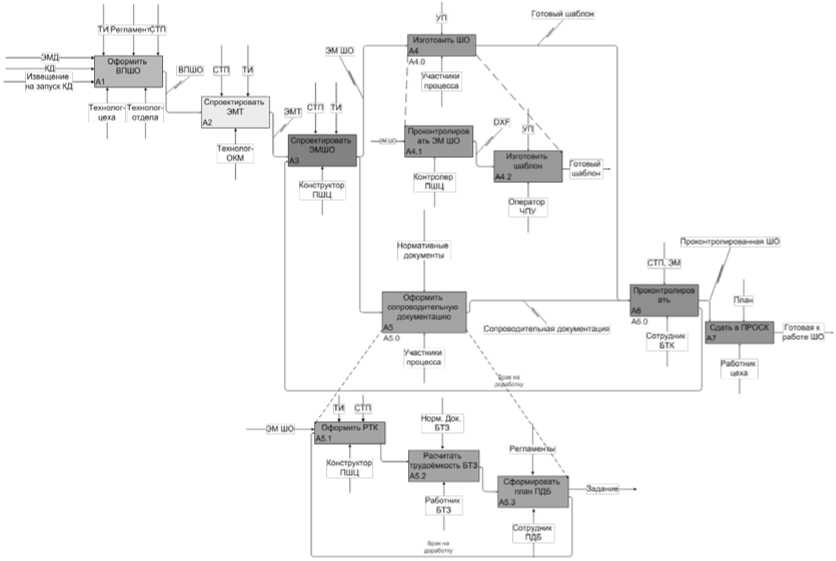
Рис. 1. Жизненный цикл ШО
-
2. Неоднозначность и противоречивость процесса проектирования оснастки с точки зрения стандартов и технологических инструкций.
-
3. Отсутствие классификации шаблонов по подтипам. Имеется только общий, поверхностный классификатор видов шаблонов.
-
4. Наличие большого числа трудоёмких геометрических построений для оформления геометрии модели шаблонной оснастки в соответствии производственными и технологическими регламентами.
Рассмотрение процесса проектирования электронной модели шаблонной оснастки (ЭМ ШО). В контексте данной работы рассматриваемый объект (ШО) полностью моделируется в системе «Unigraphics» [2,11].
Построение математической модели ШО сводится, в первую очередь, к моделированию ее контура. Общая схема моделирования представлена на рис. 3 в виде схемы. По представленной схеме моделируются все типы ШО.
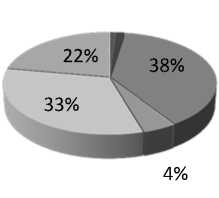
РФП2А
ШВК
ШК
ШОК по ОД
ШР
ШРТ
Рис. 2. Процентное изготовление ШО по типам
Создание математической модели ШО
ЭМ
P 1
можно представить в виде следующей по- следовательности этапов моделирования.
-
1. Анализ геометрии ЭМД. Этап теоретического осмысления будущего облика шаблона, а также выбор оптимального расположения детали в пространстве моделирования для дальнейшего удобства проектирования математической модели оснастки. Здесь же конструктором выбирается место расположения дополнительных конструкторских элементов шаблона (добавочного материала, наличия перемычек, смотровых окон и прочее) и их количество; принимается решения о целесообразности моделирования (в случае с шаблонами типа ШОК) всех полок профиля или нет.
-
2. Построение плоскости эскиза. Плоскость эскиза шаблона является первым пунктом конструкторского проектирования шаблона. Как правило, она строится на плоской или нерабочей поверхности электронной модели детали. В случае отсутствия таковых (детали двойной кривизны) плоскость эскиза строится конструктором в наиболее оптимальном и удобном для проектирования месте, на котором впоследствии будет отображен эскиз развертки детали. Плоскость эскиза является основополагающим элементом детали шаблона.
-
3. Выполнение необходимых расчетнопроектировочных операций. Количество и типы расчетных и проектировочных операций, а также их варианты зависят от шаблонной оснастки (пункт 1), типа оснастки и опыта проектировщика.
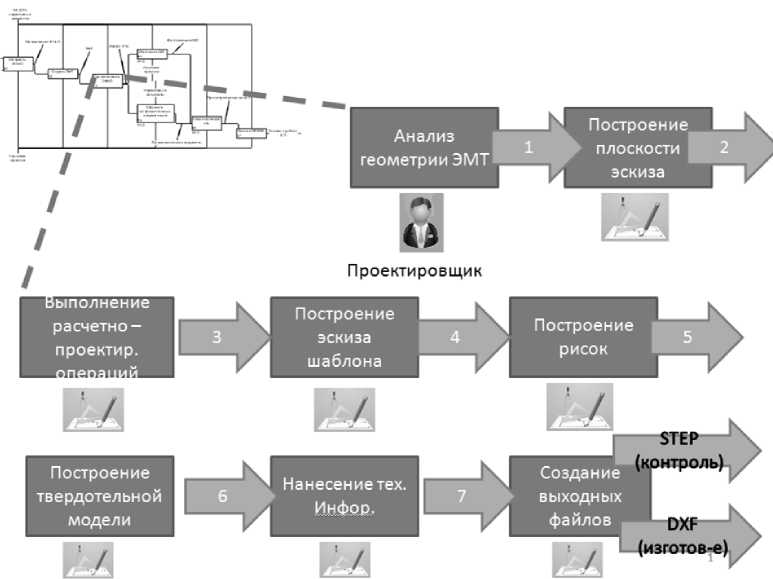
Рис. 3 . Общая схема создания математической модели ШО
-
4. Проектирование эскиза шаблона. Эскиз создаётся на плоскости и, исходя из особенностей геометрии детали, сложность и количество выполняемых операций при его проектировании может сильно варьироваться.
-
5. Построение рисок. Количество и типы необходимых рисок напрямую зависят от типа и групп-комплектов шаблонов. Однако в любом типе шаблона будет присутствовать минимум одна риска – это риска контура обреза детали. Все риски контура при производстве шаблона выполняются гравировкой лазером, и поэтому они помещаются на второй слой моделирования детали.
-
6. Создается твердотельная модель шаблона , когда эскиз шаблонной оснастки полностью готов и контур замкнут, операцией «Вытягивание». Ее основное назначение служит для увязки групп-комплектов шаблонов по отверстиям (к примеру ШР+ФРМБ, или ШР+ШРТ) и контроля изготовленной оснастки на КИМ. Твердое тело помещается на третий слой моделирования.
-
7. Нанесение технологической информации . Вся технологическая информация наносится на твердое тело шаблона и помещается на пятый (справочный) слой моделирования.
-
8. Создание выходных файлов. С готовой электронной модели шаблонной генерируются два выходных файла:
-
- файл DXF, служащий для вырезки шаблона из металлического листа лазером.
-
- файл STEP – для контроля контура изготовленного шаблона на КИМ.
Исходя из предшествующей схемы рассмотрим практическое проектирование шаблона типа ШОК в CAD-системе. Вначале задается рабочая система координат (1) и строится плоскость эскиза (2). После на рабочей плоскости проектировщиком создается контур шаблона и его твердотельная модель (3). Последним этапом (4) является нанесение необходимых рисок и технологической информации на тело шаблона [8].
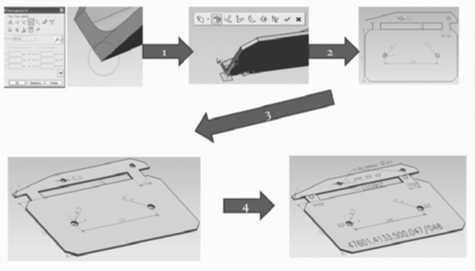
Рис. 4. Процесс проектирование ШОК в CAD-системе
Технологическая увязка шаблонов предусматривает обеспечение геометрической взаимозаменяемости или заменяемости, как между отдельными деталями, так и между отдельными узлами, агрегатами.
РтуШ = G в ({рД ,Р™ ,P1 ЭМ},t)
где G в - геометрическая взаимозаменяемость; t – время.
Эта увязка достигается за счет одновременного изготовления комплекта шаблонов, выполненных по одним и тем же конструктивным сечениям, которые подразделяются на следующие виды:
-
- РД0 детальный комплект шаблонов;
-
- Р У О узловой комплект шаблонов;
-
- р Т комплект шаблонов приспособлений.
Детальный комплект шаблонов представляет собой группу шаблонов, связанных между собой технологическим процессом изготовления детали [3, 4]. Примером такого комплекта могут служить шаблоны контура (ШК ) , шаблон внутреннего контура (ШВК), (шаблон развертки (ШР), шаблон размерного травления (ШРТ). Технологическая увязка комплекта шаблонов
Ш выражается в следующем РТУ :
-
- электронная модель детали обеспечивает взаимную увязку шаблонов ШВК, ШР и является ЭМ
источником их изготовления РШР ;
-
- по шаблону ШР изготавливается шаблон ШРТ
Р
ШРТ ;
-
- по шаблону ШВК Р„,„ „ изготавливается
ШВК формблок, оправка, штамп.
РтуШ = РшРЭМ ^ Ршрт ^ Ршвк ^ Р;
Узловой комплект шаблонов представляет собой группу шаблонов, входящий в данный узел, и объединяет несколько детальных комплектов шаблонов [3, 4]. Примером такого комплекта может служить комплект шаблонов для изготовления нервюры РН1 , в который входят:
ШШШ
РН РН(с) >”•> РН(п) J
-
- детальный комплект шаблонов на изготовление Ш
стенки нервюры РН ( С ) ;
-
- детальный комплект шаблонов на изготовление профилей Р НШп) ;
Комплект шаблонов на приспособление представляет собой группу шаблонов, необходимых для монтажа плит разъемов, узлов стапелей и сборочных приспособлений.
ШВК ТОШ
К z 1 te p i( 1 ) Р ТУ ( 1 ) ;
ШК ТОШ
К Z 1 ^ Р i( 2 ) ^^ РТУ ( 2 ) ;
ШОКД ТОШ
К z 1 ^ Рi( 3 ) рту ( 3 ) ;
ШР ТО Ш
К Z 1 ^ pi( 4 ) Р ТУ ( 4 ) ;
ШРТ zi
ТО Ш
^ P i( 5 ) ^^ P ТУ ( 5 ) ;
>
К ШГ
Z 1
ТО Ш
^ p i( 6 ) p ту ( 6 ) ;
ШОК zi
ТО Ш
^ P i( 7 ) Г ТУ ( 7 ) ;
ШКС
КZ 1
ТО Ш
^ Р i( 8 ) РТУ ( 8 ) ;
Разработка классификатора ШО. Классификатор ПШО разработан из-за того, что имеющийся классификатор в стандартах содержит не используемые в настоящее время типы шаблонной оснастки и последние требования к проектированию, а так же не подходит для классификации под САПР ШО. Всю шаблонную оснастку РШ° можно разделить (представлена только часть классификатора):
-
1. Плоская шаблонная оснастка P П ШО . Плоскую шаблонную оснастку, в свою очередь, по методу проектирования можно разделить:
ШО ШРТ ШР ШОК ШЗ ШК
РП = { РП(1) ,РП(2) ,РП(3) ,РП(4) ,РП(5) }
1.1. Шаблоны, при проектировании которых не требуется производить развертку детали. К этой подгруппе относятся:
|
1.1.1. |
Шаблон размерного травления |
|
(ШРТ) РПШ 1 рТ |
. |
|
1.1.1.1. |
с добавком. |
|
1.1.1.2. |
без добавка. |
|
1.1.2. |
Шаблон развертки (ШР) Р тШ^Р : |
|
1.1.2.1. |
плоская деталь. |
|
1.1.2.2. |
глухая отбортовка. |
|
1.1.2.3. |
резерованная. |
|
1.1.2.4. |
Цельная. |
|
1.1.3. |
Шаблон обрезки и кондуктор |
|
(ШОК P ПШ(2О) К |
). |
|
1.1.3.1. |
Уголковый профиль. |
|
1.1.3.1.1. |
Постоянная малка: |
-
• открытая;
-
• закрытая.
-
1.1.3.1.2. Переменная малка:
-
• открытая (изменяющаяся с открытой на закрытую);
-
• закрытая.
-
1.1.3.1.3. Йельной профиль.
-
1.1.3.1.4. фрезерованный профиль.
-
1.1.3.1.5. без подсечки.
-
1.1.3.1.6. с подсечкой.
-
1.1.3.1.6.1. прямая.
-
1.1.3.1.6.2. косая:
-
-
• стандартная;
-
• не стандартная.
-
1.1.3.2. тавровый профиль.
-
1.1.3.2.1. фрезерованный профиль.
-
1.1.3.2.2. цельной профиль.
-
1.1.3.2.3. с подсечкой.
-
1.1.3.2.4. без подсечки.
-
Аналогом общего процесса проектирования ЭМ ШО является метод проектирования с использованием классификатора ПШО. В данном случае перед началом процесса проектирования конструктор, анализируя ЭМТ, выбирает тот частный тип шаблона, который ему необходим. После этого автоматически запускается программный модуль проектирования ШО именно под выбранный тип шаблона и его частный случай. Т.е. описанный выше общий процесс проектирования шаблонов делятся на серию независимых, мелких модулей, работающих на частные случаи, тем самым упрощая процесс проектирования ЭМ ШО, а также написания и отладки программы самого модуля. Ниже представлен пример данной методики под проектирование ШОК на уголковый профиль с подсечкой.
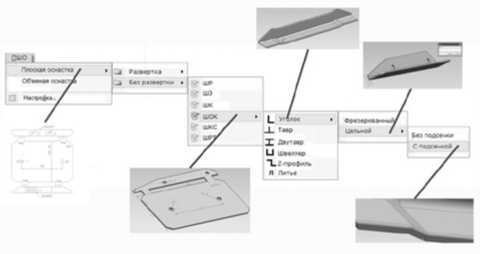
Рис. 4. Метод проектирования с помощью классификатора ПШО
Рассмотрим графическую составляющую работы специального модуля проектирования ШОК [10, 11], разработанного на основе предложенной выше методики проектирования (рис. 5):
-
- вначале задается рабочая система координат (1), где создается рабочая плоскость эскиза;
-
- указываются зоны подсекаемой части профиля (2-3), если таковые имеются;
-
- указывается граница рабочего контура первого борта профиля (4);
-
- создается копия детали и «ложится» на другой борт и повторяются операции (2-4) для второго борта;
-
- проектируется рабочий и нерабочий контур шаблона (5);
-
- создается твердотельная электронная модель шаблона (6).
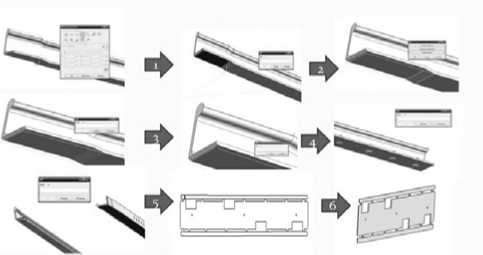
Рис. 5. Автоматизация процесса проектирования шаблона типа ШОК
Технико-экономические показатели. В результате полной реализации проекта ожидаемый экономический эффект составит около 400 тысяч руб. Сокращение полного цикла проектирования – более чем в 2 раза.
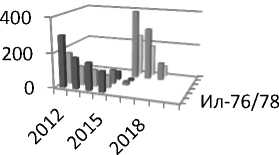
■ Ил-76/78
■ Н/ч с САПР
■ Ил-112
■ Н/ч с САПР
■ Ан-124
Рис. 6. Диаграмма сравнения трудоемкости проектирования ШО по машинам в тыс. н/ч
Выводы: разработанные алгоритмы, модели и методики проведения конструкторско-технологической подготовки авиационного производства дают возможность передвинуть «центр тяжести» работ по подготовке и организации производства изделий на ранние стадии проектирования, и, следовательно, позволяют максимально совместить во времени процессы проектирования и ТПП, что предопределяет условия для маневрирования ресурсами в зависимости от специфики производства и внешних факторов.
Практическая значимость работы подтверждается использованием её результатов и рекомендаций к внедрению на ЗАО «Авиастар-СП» как комплексной САПР, а также техникоэкономическими показателями.
Список литературы Разработка методов и средств автоматизированного проектирования рабочих шаблонов в условиях авиационных производств
- Р 50-605-80-93. Система разработки и постановки продукции на производство. Термины и определения. 45 c.
- Краснов, М. Unigraphics для профессионалов/М. Краснов, Ю. Чигишев. -М.: Лори, 2004. 319 с.
- СТП 687.07.0873-2004 Система качества. Технологическая подготовка производства. Изготовление и применение плазово-шаблонной оснастки. 168 c.
- ОСТ 1.51451-73. Шаблоны плазовые. Номенклатура. 12 с.
- ОСТ 1.51452-73. Шаблоны плазовые. Назначение и обозначение технологических отверстий. 8 с.
- ОСТ 1.51453 73. Шаблоны плазовые. Допуски на изготовление. 4 с.
- ОСТ 1.51454-73. Шаблоны плазовые. Маркировка. 4 с.
- ОСТ 1.51455-73. Шаблоны плазовые. Условные обозначения на шаблонах. 8 с.
- ТИ 687.25303.00002. Изготовление плазовых шаблонов для универсального стенда групповой отработки и контроля. 40 с.
- Visual C++ и MFC. Энциклопедия пользователя/Ю. Олафсен, К. Скрайбнер, К.Д. Уайл и др. -М., 2000. 716 с.
- Тихомиров, В.А. Разработка приложений для Unigraphics на языке С. -Издательство: ФГБОУ ВПО «КнАГТУ», 2012. 462 с.
