Разработка модели проектирования технологичеких процессов с проекцией на план производства

Автор: Карпаев Сергей Александрович, Ларин Сергей Николаевич, Федоров Александр Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-3 т.18, 2016 года.
Бесплатный доступ
В статье предлагается формализованная модель проектирования технологических процессов с проекцией на реализацию производственно-тематического плана производства. Описаны основные зависимости между задачами проектирования технологических процессов и процессом планирования загрузки производственных мощностей предприятия. Предложена концепция взаимодействия двух систем проектирования с точки зрения реализации плана изготовления на производстве, где основной целью является создание системы специфицированных условий проектирования ТП. Представлена и описана математическая модель предлагаемой модели проектирования. Показана целесообразность использования предлагаемого подхода в рамках интеграции информационных потоков системы автоматизации проектирования технологической подготовки производства и системы оперативно-календарного планирования. Продемонстрированы основные результаты экспериментов реализованной модели на производственном участке.
Технологическая подготовка производства, проектирование маршрутных карт, модель взаимодействия, технологический процесс, оперативно-календарное планирование
Короткий адрес: https://sciup.org/148204713
IDR: 148204713 | УДК: 658.514.3:004.021
Developing a model of technological processes design with the projection on the production plan
The paper proposes a formalized model of the design process with the projection on the performance of production and the production of thematic plan. The basic relationship between the objectives of the design process and capacity planning capacities of the enterprise process. The concept of interaction between the two systems design in terms of the implementation plan for the manufacturing industry, where the main purpose of the design is to achieve maximum performance.It is shown and described a mathematical model of the proposed design model. The expediency of the use provided by the present approach in the integration of information flows automation of technological preparation of production and operational system scheduling system. Demonstrate the main results of the experiment realized on the blank portion of the model with an embodiment of equipment failure.
Текст научной статьи Разработка модели проектирования технологичеких процессов с проекцией на план производства
Анализ состояния средств автоматизированной технологической подготовки производства показывает, что отечественный рынок программных продуктов динамично развивается. Расширяется номенклатура средств автоматизации технологической подготовки производства, постоянно растет их качество, расширяются их функции [1].
В современных САПР ТП используют в основном проектирование маршрутных ТП на основании статистических данных и аналогов (групповых ТП, параметризированных моделей ТП, типовых ТП, «общих» ТП для групп деталей). В САПР ТПП применяются различные методические подходы: представление в виде «деревьев», уровневое представление и т.д. Роль технолога-проектировщика остается решающей, так как он формирует маршрутный ТП, полагаясь на собственные знания и интуицию. Проектное решение является субъективным и зависит от особенностей объекта проектирования и теоретической подготовки технолога. Существующие САПР ТП практически не оказывают технологу необходимой интеллектуальной поддержки в процессе проектирования ТП. Все остальные
элементы в проектировании ТП менее сложны и связаны со значительным объемом рутинной работы – оформление технологической документации, формирование спецификаций и др. Эти функции во всех системах отражены в соответствии с ГОСТ и успешно автоматизированы [1-2].
Большинство существующих САПР ТП являются системами автоматизации уровня технологической операции. Эти системы позволяют улучшить показатели производительности труда технолога за счет широкого спектра удобных сервисных функций связанной с процессом проектирования. Основной резерв повышения качества проектных технологических решений – формирование их высокоэффективных структур, в настоящее время является неиспользованным при создании САПР ТП [1, 3].
Уровень автоматизации ряда областей технологического проектирования, например, разработки ТП сборки с выбором необходимых методов обеспечения ее качества, остается крайне низким. Некоторые системы, претендующие на автоматизацию проектирования процессов сборки, на самом деле предлагают пользователю удобные текстовые редакторы с разработанными макетами отдельных переходов и операций. Причинами подобного состояния автоматизации технологического проектирования являются сложность поставленных проблем автоматизации; не формализуемый на сегодняшнем уровне развития методологии автоматизированного проектирования характер задач; отсутствие эффективных научно-методических подходов к их решению; необходимость значительных затрат на решение поставленных проблем и т.д.
Основной целью исследований процессов совершенствования ТПП, фрагменты которого изложены в данной статье, является повышение эффективности многономенклатурного производства за счет проектирования «гибких» технологических процессов, зависящих от характеристик загрузки производственных ресурсов специфицированными заказами.
ВЗАИМОДЕЙСТВИЕ САПР ТП И СИСТЕМЫ ОКП
Оперативно-производственное планирование в многономенклатурном производстве можно разделить на несколько блоков: расчёт производственного цикла; построение календарного графика выполнения заказов; расчёт времени опережения в работе цехов; расчёт загрузки оборудования.
Расчетом длительности производственного цикла изготовления изделия принято считать с разработки календарного графика общей и узловой его сборки (циклограммы). Циклограмма определяет продолжительность производственного цикла и устанавливает очередность комплектования узлов изделия. После определения длительности цикла сборки изделия, продолжительности механической обработки и изготовления заготовок можно определить полный цикл изготовления изделий и составить график выполнения заказа, который служит документом для межцехового планирования на предприятиях с единичным типом производства. При составлении графика изготовления изделия учитываются технологические операции, а также пролеживание деталей.
В процессе взаимодействия системы ОКП и САПР ТП накладываются условия на каждую из систем. В САПР ТПП накладываются условия экономического и технологического характера, в системе ОКП – критерии временного и экономического характера, а так же ограничения ресурсов производства.
Традиционная последовательность проектирования ТП представляет собой набор действий проектировщиков, где строго должна соблюдаться последовательность их выполнения (рис. 1). В процессе проектирования ТП на базе уже имеющихся данных в САПР ТПП технолог определяет, на каком оборудовании будет выполняться ТО, определяется деталь и габариты, проектируются переходы и т.п. [1, 4].
В данной работе авторами рассматривается модель определения вида оборудования ТО, основывается на технологической загрузке цеха и возможности/невозможности реализации ТО в указанный срок. Система ОКП формирует проектные решения для реализации изготовления изделий таким оптимальным образом и это приводит к модификации существующих ТП в рамках ограничений и критериев системы ОКП.
С точки зрения предлагаемого проектирования ТП технолог не производит определение на каком конкретном оборудовании будет производится операция т.к. разработан справочник технологических инструкций, где описывается система правил замещения оборудования. Правила замещения оборудования напрямую зависят от объемов выполняемых работ рабочих центров. Оборудование в ТП автоматически устанавливается в момент запуска изделия в производство в соответствии со справочником технологических инструкций. В САПР ТПП добавлен справочник замещений оборудования, который привязан к замещающему оборудованию (рис. 2).
С точки зрения определения материалов в ТП реализован справочник замены материалов, который привязан к технологическому оборудованию. При замещении оборудования производится проверка оборудования на выполнение ТО по отношению к материалу (рис. 3). Проектирование ТП дополняется использованием классических подходов: проектирование ТП на основе типового ТП, на основе аналогов, с использованием библиотек технологических операций и переходов, а так же дополнено автоматической аналитикой выполнения задач РЦ [2, 5, 6].
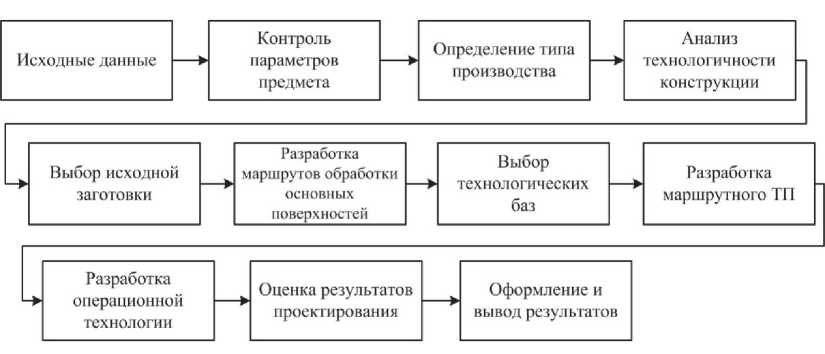
Рис. 1. Последовательность проектирования единичного ТП изготовления детали
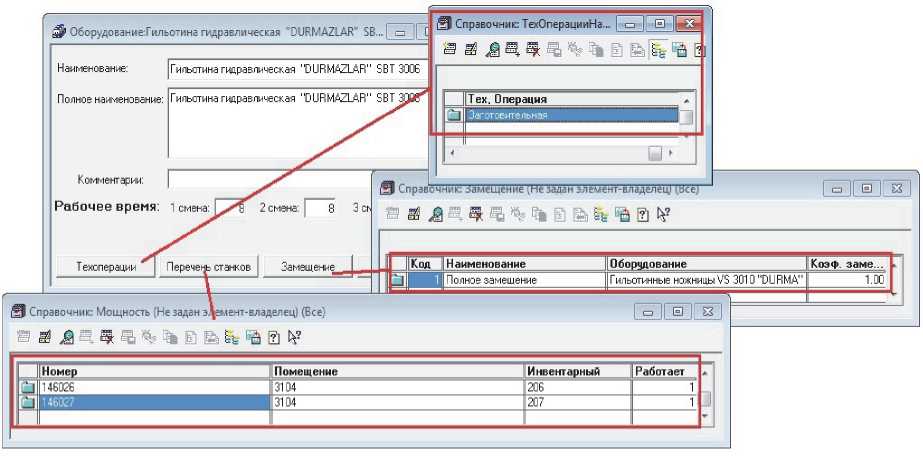
Рис. 2. Интерфейсная реализация замещения оборудования
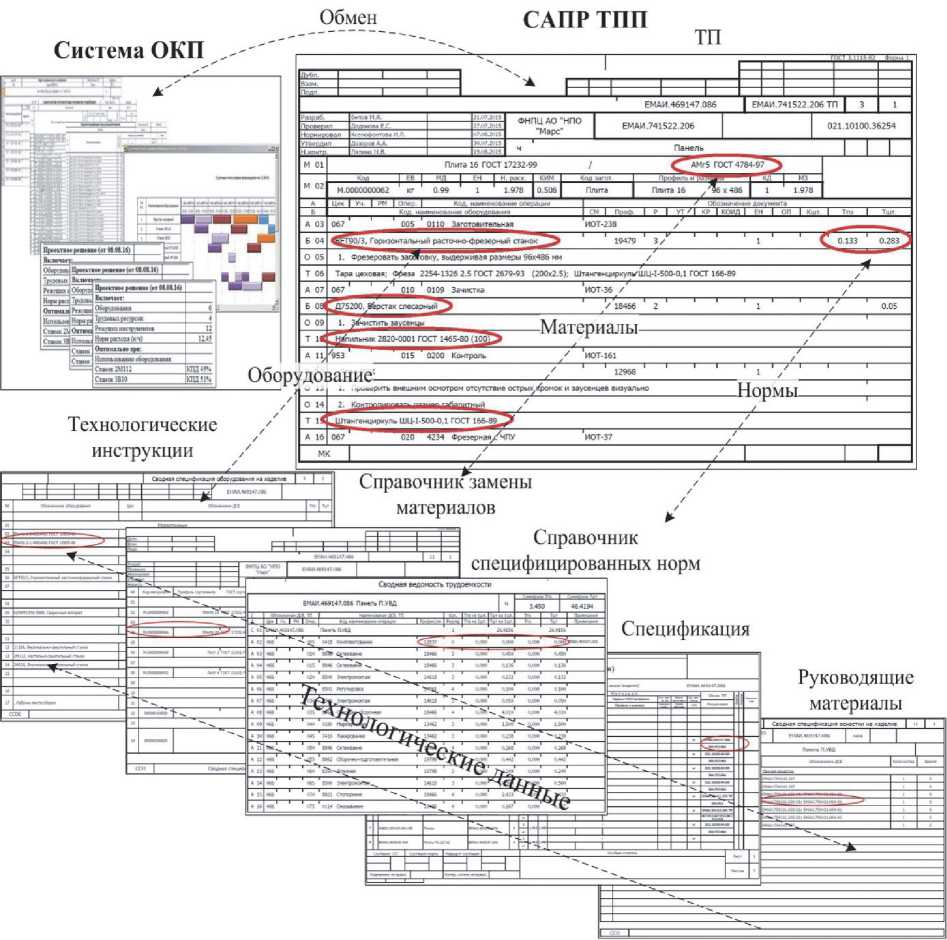
Рис. 3. Взаимодействие объектов в САПР ТПП
Выбор одного или нескольких из вышеперечисленных подходов в предлагаемой модели определяется интегральными характеристиками систем ОКП [7] и САПРТ ТП, которые определены в виде входящих характеристик в САПР ТПП ( M окп ).
АЛГОРИТМИЧЕСКАЯИ МАТЕМАТИЧЕСКАЯ МОДЕЛЬ
Процесс проектирования ТП в связке с ОКП представлено через взаимодействие множеств задач проектирования системы ОКП и множеств проектных решений Rpr , выполняемых на производстве:
Z = { z ! , z 2 , z 3 ,..., z ^ } , (1)
где Z - множество задач проектирования; z i -конкретная задача проектирования. Задачи из множества Z можно представить следующим множеством:
z - = { F z , O z , М х } , (2)
где Fz – формулировка задачи проектирования; Oz – ограничения, которые накладываются на задачу; Мх – множество характеристик системы ОКП.
Множество проектных решений (Rpr), выдаваемых системой ОКП, можно представить как:
R pr = { M окп , м_ } . (3)
где Мокп – множество данных системы ОКП; Мтпп – множество данных САПР ТПП.
Результатом инициализации перепроектирования ТП является событие системы ОКП на выходе из которой формируется следующее множество:
M M M\ (4)
окп рес , ^пп , х , ()
где Мрес – множество доступных ресурсов; Мпп – множество плановых позиций изготавливаемых изделий; Мх – множество характеристик системы ОКП для перепроектирования ТП. В свою очередь множество доступных ресурсов ( Мрес ) представляет из себя :
MpeМ , Мр«6» М„ J (5)
р цр где MR – множество рабочих центров произ-водства;ц Мраб – множество рабочих, выполняющих ТО на рабочих центрах (Rц) ; Ммат – множество материалов для изготовления деталей.
Множество плановых позиций ( Мпп ) представляет из себя:
M пп = { М пп ^ М пп 2 , М пп 3 , М пп 4 } (6)
где Mnn – наименование номенклатуры изготовления; M nn - количество номенклатуры; M nn - срок изготовления; M nn - идентификатор плана. 4
Множество характеристик системы ОКП ( Mх ) представляет из себя:
M = Мх , Мх , Мх , Мх , Мх Мх } (7)
х х । у х 2 у х з х 4 х 5 х 6
где М х 1 - наименование характеристики; М х 2 -код; М х - характеристика влияния на ресурс РЦ; М х 4 - характеристика влияния на стоимость; М х 5 - характеристика влияния на объем работ; М х 6 -характеристика влияния на материал;
Таким образом, система ОКП формирует множество входных данных M окп для реконфигурации ТП в САПР ТПП. Критерии экономического К,т и технологического К характера в эхТПП тхТПП
САПР ТПП поступают в автоматическом режиме в М п(K е M , K е M ) . Корректи- окп эхТПП х тхТПП х ровка характеристик Mокп в САПР ТПП может быть использована, но в таком случае появится разница AMх между поступившими на вход САПР ТПП характеристиками. Для исключения рассогласования характеристик необходимо синхронизировать системы проектирования САПР ТПП и систему ОКП после внесения изменений в характеристики САПР ТПП.
В результате загрузки данных в САПР ТПП производятся действия в соответствии со следу- ющим алгоритмом:
Выполняется поиск взаимозаменяемого оборудования (ОR ) РЦ в ТП на основе технологических инструц кций. Должна выполняться следующая функция:
О R ц
0, если OR ц
1, если OR
ц
^ MRi е M R„
Если О„ е M„ тогда производится переход Rц Rц на операцию №2 – иначе на операцию №7.
Осуществляется поиск замены материалов
( ) из справочника замены материалов:
матi
0, если M ^ M мат мат
M =<
мат - [ I, если M ма т _ е M ма т
Материал может быть заменен, в случае совпадения габаритных и химических характеристик материала. Если M мат t M мат тогда в ТО производится подстановка материала имеющегося на складе и переход на операцию №3 - иначе переход на операцию № 7.
Выполняется поиск инструментов из складских остатков: если инструмент отсутствует на складе то переход на операцию №7, а в случае наличия инструмента производится запись в ТО и переход на операцию № 4.
Выполняется подстановка переходов из справочника с использованием библиотек технологических операций и переходов.
Производится подстановка норм трудовых затрат из справочника специфицированных норм.
Выполняется запись данных в систему.
Передача данных САПРТ ТПП в систему ОКП.
Выходными данными в САПР ТПП является множество:
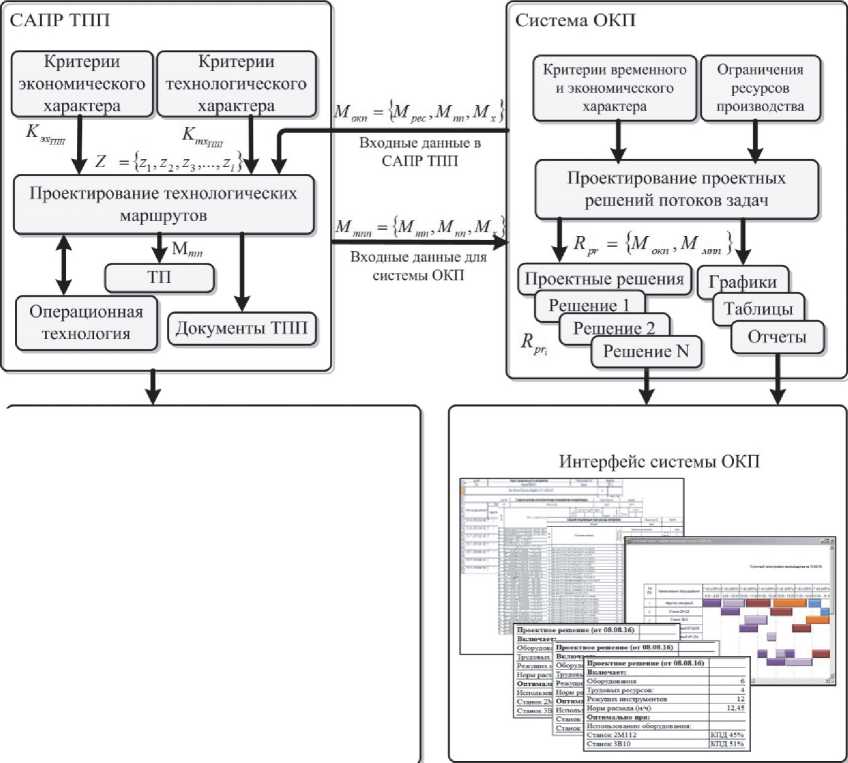
Рис. 4. Взаимодействие САПР ТП и системы ОКП
M = { М. , М н, , М , } , (10)
где Мтпп – множество модифицированных ТП; Мнп – множество номенклатурных позиций изготавливаемых изделий; Мх – множество характеристик для обратной связи в систему ОКП.
ЭКСПЕРИМЕНТЫ
В качестве подтверждения исследований и адекватности предложенной модели, проведена серия экспериментов на примере заготовительной операции. В экспериментах участвует рабочий центр «Заготовительный», в состав рабочего центра включено 3-гидравлических гильотины: две гильотины (С2 и С3) «Durmazlar SBT 3006» (позволяет отрубать металл толщиной S до 6 мм.) и одна (С1) «Durmazlar VS3010» (позволяет отрубать металл толщиной S до 14 мм.). В целях эксперимента из строя был выведен станок (С3) «Durmazlar SBT 3006». На рис. 5 отражена смоделированная на основе сетей Петри модель производственного участка.
Эксперимент был разделен на 2 этапа: в первом случае использовался классический подход проектирования в САПРТ ТПП и рас- пределения ТО [1, 6, 8] в случае выхода из строя оборудования, второй – с использованием предлагаемой модели. Из разработанного справочника технологических инструкций определено, что станок «С3» может быть заменен станком «С1» или «С2». Выбор «С1» или «С2» определяется существующей нагрузкой, которая определена в Мокп .
На вышедший из строя станок «С3» поступают задания и сопроводительные документы, требующие замены ТП т.к. замена оборудования с «С3» на «С1» подразумевает изменения норм и смену оборудования в ТП. Для случая, когда «С3» заменяется на «С2» – замена ТП не требуется. Эксперименты проводились с одинаковой нагрузкой (8 н/ч), но с разным количеством участвующих в процессе ТП. Обобщенные результаты эксперимента были сведены в таблицу.
Из полученной таблицы можно сделать вывод, что при проектировании ТП в связке с полученной информацией из системы ОКП полностью исключены процедуры на выпуск сопроводительной документации и создании нового ТП в процессе самого изготовления. В первом эксперименте из-за вывода из строя одного станка «С3» требуется для производства
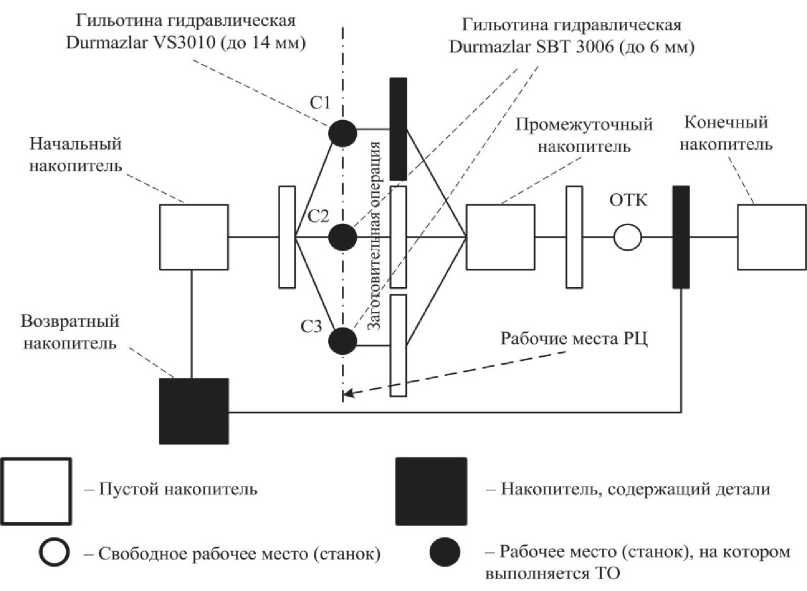
Рис. 5. Модель производственного участка
Таблица. Обобщенные результаты экспериментов
ЗАКЛЮЧЕНИЕ
Представленная модель позволяет проектировать ТП с учетом характеристик производства, а так же характеристик системы специфицированных условий производственно-тематиче- 4.
ского плана. Предложенная модель позволяет сократить трудозатраты на выпуск новых ТП 5. и сопроводительной документации в процессе изготовления. За счет повышения уровня проектирования «гибких» ТП снижается объем ТП подлежащих замене в процессе изготовления и 6. как следствие сокращается общий цикл изготовления изделий на предприятии.
Список литературы Разработка модели проектирования технологичеких процессов с проекцией на план производства
- Михайлов А.В., Расторгуев Д.А. Основы проектирования технологических процессов машиностроительных производств. Старый Оскол: ТНТ, 2010. 336 с.
- Капустин Н.М., Кузнецов П.М., Дьяконова Н.П. Комплексная автоматизация в машиностроении: Учебник для студ. высш. учеб. заведений. М.: Академия, 2005. 368 с.
- Кондаков А.И. САПР технологических процессов: Учебник для студ. высш. учеб. заведений. М.: Академия, 2007. 272 с.
- Гаврилов Д.А. Управление производством на базе стандарта MPRII. СПб.: Питер, 2003.
- Карпаев С.А., Ларин С.Н. Аналитика выполнения задач многономенклатурного производства в рамках системы оперативно-календарного планирования//Матер. XIV молодежной науч.-техн. конф. «Взгляд в будущее». СПб.: 2016. С. 216-222.
- Карпаев С.А., Ларин С.Н. Разработка модели балансировки мощностей многономенклатурного производства//Автоматизация процессов управления. Ульяновск: 2016. № 3(45). С. 80-88.
- Карпаев С.А., Ларин С.Н. Совершенствование автоматизированной системы управления оперативно-производственным планированием//Сборник научных трудов науч. -техн. конф. часть 2 «Интегрированные системы управления». Ульяновск: 2016. С. 13-21.
- Костров А.В. Основы информационного менеджмента. М.: Финансы и статистика, 2004.
- Александров Д.В., Костров А.В. Методы и модели информационного менеджмента. М.: Финансы и статистика, 2007. 336 с.
