Разработка оптимальных технологических параметров селективного синтеза жидких и твердых углеводородов в реакторах трубчатого типа

Автор: Яковенко Р.Е., Нарочный Г.Б., Земляков Н.Д., Бакун В.Г., Савостьянов А.П.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Технологии добычи и переработки нефти и газа
Статья в выпуске: 4-4 т.13, 2011 года.
Бесплатный доступ
Определено влияние объемной скорости газа, давления, линейной скорости газа на селективность и производительность кобальтовых катализаторов по жидким и твердым углеводородам в трубчатом реакторе процесса синтеза Фишера-Тропша. Наибольшая производительность по переработке СО достигается при проведении процесса в проточном режиме при объемной скорости газа 1500 ч- 1 и давлении 1,5 МПа. Однако в этом случае образуется преимущественно метан, так как нарушается изотермичность каталитического слоя за счет большого выделения реакционного тепла. С использованием математической модели выполнены численные исследования процесса в проточно-циркуляционном режиме. Определено, что использование проточно-циркуляционного варианта технологической схемы позволяет достигнуть изотермичности по высоте слоя катализатора и обеспечить высокий выход и селективность по жидким и твердым углеводородам.
Синтез фишера-тропша, трубчатый реактор, изотермичность, кобальтовый катализатор, синтез-газ, производительность, селективность
Короткий адрес: https://sciup.org/148200275
IDR: 148200275 | УДК: 66.091.3:661.715:66.023.2
Development of the optimal technological parameters of selective synthesis the liquid and solid hydrocarbons in reactors of tubular type
Influence of volume speed of gas, pressure, line speed of gas on selectivity and productivity of cobalt cat-alytic agents on liquid and solid hydrocarbons in the tubular reactor of Fisher-Tropsch synthesis process is defined. The greatest productivity on processing of CO is reached at process carrying out in flowing mode at volume speed of gas 1500 h-1 and pressure 1,5 МPа. However in this case methane is formed preferentially as it is broken isothermality of catalytic layer at the expense of the big selection of reactio-nary heat. With mathematical model usage the numerical researches of process in flowing-circuital mode are fulfilled. It is defined that usage of flowing-circuital variant of the technological circuit allows to reach isothermality on height of a layer of the catalytic agent and to provide a high output and selectivity on liquid and solid hydrocarbons.
Текст научной статьи Разработка оптимальных технологических параметров селективного синтеза жидких и твердых углеводородов в реакторах трубчатого типа
представляют собой многокомпонентную смесь широкой фракции углеводородов с неявно выраженным максимумом. Выход и состав продуктов синтеза определяется свойствами катализатора и технологическими параметрами процесса: температура, давление, состав и объемная скорость газа (ОСГ).
Важной задачей при промышленном производстве синтетических углеводородов является повышение селективности и производительности процесса по заданной группе продуктов: газообразные углеводороды (С 1 -С 4 ), бензины (С 5 -С 10 ), дизельная фракция (С 11 -С 18 ), парафины и церезин (С 60+ ). Изменение селективности процесса часто происходит в условиях, не позволяющих объективно оценить влияние лишь одного исследуемого параметра, так как накладывается воздействие других факторов. Например, изменение условий синтеза путём повышения давления одновременно приводит к изменению реального времени контактирования и изменению характера диффузионных процессов внутри зерна катализатора [25]. Это, в свою очередь, влияет на селективность процесса.
Обычно для управления процессом ФТ используется априорная информация о степени влияния тех или иных технологических параметров на состояние процесса. Прогнозирование селективности и выхода различных продуктов в синтезе ФТ даже с применением математической модели – непростая задача. Очевидно, что проблема получения продукта с максимальным содержанием желаемой фракции углеводородов и достижение при этом наибольшей производительности процесса является актуальной при разработке и эксплуатации таких производств.
Состав продуктов синтеза углеводородов из СО и Н 2 определяется природой катализатора. На железных катализаторах при давлении 2,5-3,0 МПа и температуре 230-240°С образуются в основном олефины. На рутениевых катализаторах, активных при высоких давлениях 10-100 МПа и температуре 120-130°С, синтезируется полиметилен с молекулярной массой до 100000. Наиболее перспективными катализаторами синтеза углеводородов считаются кобальтовые системы, которые при давлении 0,1-3,0 МПа и температуре 160-230°С позволяют селективно получать предельные углеводороды линейного строения фракции С 9 -С 16 , которые являются аналогами керосина и дизельного топлива [6]. Пористая структура катализатора и гидродинамическая обстановка в реакторе определяют макрокинетические показатели процесса синтеза ФТ. Большинство результатов исследований подтверждают влияние диффузионных стадий и роль массопере-носа на изменение производительности и селективности процесса синтеза углеводородов. Массоперенос фактически изменяет условия, формирующие систему «катализатор – реакционная среда», и, соответственно, меняется селективность по отдельным группам углеводородов. Например, для увеличения селективности по С 60+ необходимо обеспечить перевод процесса в глубокую внутридиффузионную область [5]. Такой эффект обеспечивает мелкопористая структура катализатора. Однако в этом случае вероятно снижение скорости диффузии исходных реагентов и, как следствие, уменьшение производительности катализатора. Поэтому предпочтительно использовать структуру, имеющую би- или полидисперсный характер распределения пор по радиусам, включающую в себя крупные транспортные поры.
Существенную роль в процессе ФТ играет температура. Температурный интервал синтеза углеводородов определяется используемым катализатором. Селективность процесса значительно изменяется с повышением температуры в сторону понижения молекулярной массы углеводородов вплоть до метана. Регулирование этого параметра наиболее важно с позиций управления селективностью и производительностью процесса. Процесс ФТ протекает с большим тепловыделением. Отвод большого количества тепла в ходе синтеза представляет собой важнейшую проблему при проектировании и эксплуатации промышленных установок. Градиент температур наблюдается как в отдельной грануле катализатора, приводящий к локальным перегревам в зерне контакта, так и в слое контактной массы. Решить эту проблему до настоящего времени пытаются за счет оптимизации конструкции контактного аппарата, обеспечивающей специальную организацию каталитического слоя с целью снижения вероятности перегревов и снижения газодинамического сопротивления.
Разработаны трехфазные суспензионные реакторы (slurry reactor), реакторы с псевдоожиженным слоем катализатора, реакторы полочного типа (аксиальные и радиальные), а также трубчатые. Каждый тип реактора имеет свои достоинства и недостатки. Наибольшее распространение получили трубчатые реакторы, которые широко используются компаниями Shell, Sasol [7]. Катализатор в виде гранул помещается внутри труб, разделяющих реакционное пространство с катализатором и теплоноситель (вода-водяной пар), за счет нагревания которого осуществляется отвод тепла. Однако низкая теплопроводность катализатора приводит к значительным градиентам температур, как в самом слое, так и на границе катализатор – трубка. В результате существенно снижается точность измерения температуры, управление селективностью процесса, увеличивается вероятность закоксовывания и дезактивации катализатора. Сохраняется высокая опасность выхода из строя трубки целиком, что существенно снижает эффективность работы реактора в целом. Замена трубки представляет собой крайне трудную процедуру, требующую остановки работы всего реактора.
Повысить изотермичность слоя катализатора в трубчатом реакторе можно за счет увеличения турбулизации потока газа. При этом возрастут коэффициенты тепло- и массопере-дачи, увеличится конвективная составляющая теплопереноса. В работе [8] было показано, что за счет циркуляции прореагировавшего синтез-газа значительный рост коэффициента теплоотдачи происходит при объемной скорости газа (ОСГ) 5000ч-1 и выше. При этих условиях коэффициент теплоотдачи увеличивается в 10-15 раз.
Цель работы: определение области технологических параметров проведения процесса синтеза ФТ, в которой достигается максимальная производительность и селективность по жидким и твердым углеводородам в реакторе трубчатого типа.
На первом этапе экспериментально исследовано влияние объемной скорости газа и давления на производительность и селективность процесса ФТ в проточном режиме. Синтез проводили в присутствии кобальтового катализатора на носителе Al 2 O 3 размером 2-2,5 мм. Перед испытанием катализатор восстанавливали в токе водорода при температуре 400°С и объемной скорости 1000 ч-1 в течение 60 минут, доводя степень восстановления Со (соотношение металлического Со и общего содержания этого компонента в катализаторе) до 55%. Испытание катализатора осуществляли в трубчатом реакторе с внутренним диаметром 26 мм при давлениях 0,1-1,5 МПа и объемных скоростях газа от 100 ч-1 до 1500 ч-1. Объем
Технологии добычи и переработки нефти и газа загружаемого катализатора – 30 см3. При этом расход синтез-газа увеличивали пропорционально давлению с тем, чтобы время контактирования для каждого рабочего давления оставалось постоянным. Перед испытанием проводили разработку катализатора в токе синтез-газа (соотношение Н 2 /СО=2) при атмосферном давлении и объемной скорости газа 100 ч-1. Разработку начинали со 150°С; каждые 2 ч повышали температуру на 5-10 градусов до контракции (степень уменьшения объема синтез-газа в ходе реакции) не менее 40%. Испытания проводили при температуре синтез-газа на входе в реактор 2100С. Результаты исследований катализатора представлены в табл. 1-4 и на рис. 2-4.
Таблица 1. Влияние объемной скорости газа при различном давлении на показатели процесса ФТ
|
Давление, МПа |
ОСГ, ч-1 |
K, % |
К СО , % |
S CH4 , % |
S C5+ , % |
В С5+ , г С 5+ /нм3 |
W СО , дм3 СО/кг кат ·ч |
|
0,1 |
100 |
40,8 |
44,2 |
29,8 |
70,2 |
68,8 |
23,3 |
|
1,0 |
1000 |
70,5 |
95,8 |
72,3 |
23,5 |
47,8 |
443,3 |
|
1,5 |
1500 |
64,0 |
98 |
72,3 |
- |
- |
661,7 |
Обозначения: К – контракция, КСО – степень конверсии СО , SCH4 – селективность по метану, SC5+ – селективность по углеводородам С 5+ , В С5+ – выход углеводородов С 5+ в расчёте на пропущенный через реактор синтез-газ; WСО – производительность по СО
Анализ данных показывает, что с увеличением давления контракция синтез-газа и конверсия СО возрастает. Степень конверсии при давлении 1,0 и 1,5 МПа достигает 95,8% и 98,0%, соответственно. Производительность по СО возросла в 19 раз при увеличении объемной скорости до 1000 ч-1 и в 28 раз при увеличении объемной скорости до 1500 ч-1. При этом селективность и выход по углеводородам С5+ с ростом давления и объемной скорости газа снижается, а селективность по метану увеличивается (табл. 1). Это объясняется тем, что с ростом нагрузки на катализатор количество выделившегося тепла увеличивается, и градиент температур по слою возрастает (рис. 1). С увеличением производительности катализатора по СО изотермичность слоя нарушается. Так, при объемной скорости газа 1500 ч-1 и давлении 1,5МПа температура в верхней части слоя катализатора возросла до 2800С, что привело к увеличению селективности по метану и резкому снижению производительности по жидким углеводородам. Таким образом, высокая производительность по переработке СО не позволяет при данных технологических параметрах достигнуть высокой селективности по жидким и твердым углеводородам, так как не обеспечивается эффективный теплоотвод из зоны реакции. Снижение нагрузки по катализатору при фиксированном давлении (1,0 МПа) увеличивает селективность по углеводородам С5+. При снижении линейной скорости газа в 2 раза селективность по углеводородам возросла в 3,5 раза, а производительность по переработанному СО снизилась в 3 раза (табл. 2). При этом распределение температуры по длине слоя катализатора близко к изотермичному (рис. 1). Состав продуктов синтеза ФТ приведен в табл. 3, 4 и на рис. 2.
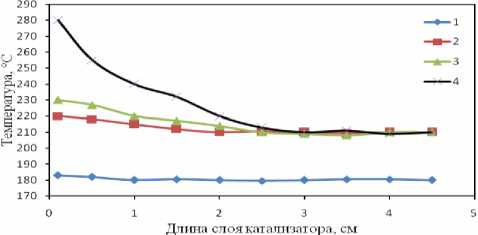
Рис. 1. Распределение температуры по длине слоя катализатора:
1 – ОСГ 100 ч-1, P = 0,1МПа; 2 – ОСГ 500 ч-1, P=1,0 МПа; 3 – ОСГ 1000 ч-1, P =1,0МПа; 4 – ОСГ 1500 ч-1, P =1,5 МПа
Таблица 2. Влияние линейной скорости газа на показатели процесса ФТ (Р=1,0 МПа)
|
Линейная скорость газа, ω·104м/с |
ОСГ, ч-1 |
Давление, МПа |
K, % |
К СО, % |
S CH4 , % |
S C5+ , % |
B С5+ , г С 5+ /нм3 |
W СО , л СО/кг кат ·ч |
|
8 |
500 |
1,0 |
57,6 |
67,9 |
16,9 |
83 |
119,7 |
150 |
|
16 |
1000 |
1,0 |
70,5 |
95,8 |
72,3 |
23,5 |
47,8 |
443,3 |
Таблица 3. Состав газовой фазы продуктов синтеза
|
ОСГ, ч-1 |
Давление, МПа |
Состав газовой фазы, % об. |
|||||
|
СО |
Н 2 |
СН 4 |
С 2 Н 6 |
С 3 Н 8 |
С 4 Н 10 |
||
|
100 |
0,1 |
31,7 |
56,7 |
9,0 |
0,0 |
0,0 |
0,6 |
|
500 |
1,0 |
28,4 |
61,3 |
10,2 |
0,0 |
0,0 |
0,0 |
|
1000 |
1,0 |
4,6 |
7,8 |
77,7 |
9,8 |
4,6 |
7,8 |
|
1500 |
1,5 |
0,7 |
6,8 |
82,3 |
5,6 |
0,7 |
6,8 |
Таблица 4. Фракционный состав продуктов синтеза при различных давлениях и ОСГ
|
ОСГ, ч-1 |
Давление, МПа |
Фракционный состав, % масс. |
||
|
С 5 -С 10 |
С 11 -С 19 |
С 19+ |
||
|
100 |
0,1 |
35,8 |
54,3 |
9,9 |
|
500 |
1,0 |
30,7 |
54,7 |
16,6 |
|
1000 |
1,0 |
14,1 |
74,5 |
11,4 |
а)
Углеродное число
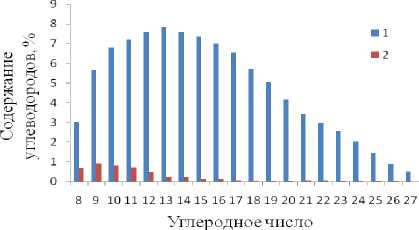
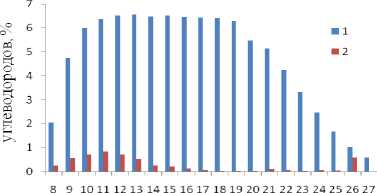
б)
Рис. 2. Молекулярно-массовое распределение углеводородов в продуктах синтеза: а – при ОСГ 500 ч-1, Р = 1,0 МПа; б – при ОСГ 1000 ч-1, Р = 1,0 МПа; 1 – н-парафины; 2 – изопарафины
На рис. 3 показана зависимость производительности по СО от объемной скорости газа при различных давлениях. Кривая 2 соответствует проведению процесса при одинаковом времени контактирования. При этом наблюдается линейная зависимость. Точка на изломе линии 1 соответствует технологическим параметрам, при которых время контактирования увеличено в 2 раза (ОСГ 500 ч-1, P=1,0МПа) и, как следствие, уменьшается производительность по СО.
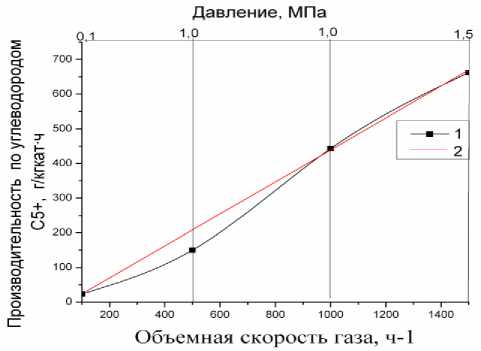
Рис. 3. Зависимость производительности по СО от объемной скорости газа при различном давлении: 1 – при разном времени контактирования; 2 –при постоянном времени контактирования
На рис. 4 представлена зависимость производительносити по С 5+ от объемной скорости газа при различных давлениях. Кривая 2 соответствует проведению процесса при одинаковом времени контактирования, кривая 1 – увеличению времени контактирования в 2 раза. При увеличении времени контактирования производительность по углеводородам С 5+ резко возрастает.
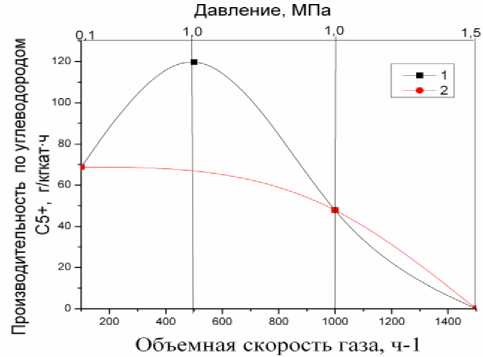
Рис. 4. Зависимость производительности по углеводородам С 5+ от объемной скорости газа: 1 – при разном времени контактирования; 2 – при постоянном времени контактирования
Из анализа экспериментальных данных следует, что наибольшая производительность по СО достигается при повышенном давлении и высокой объемной скорости газа (P=1,5 МПа, ОСГ 1500 ч-1). Однако при этих условиях существенно возрастает количество выделившегося реакционного тепла и при проведении процесса в трубчатом реакторе в проточном режиме трудно обеспечить эффективный теплоотвод, нарушается режим изотермичности работы реактора и снижается селективность по жидким и твердым углеводородам. Одним из решений проблемы отвода тепла из зоны реакции может быть увеличение линейной скорости газового потока в продольном сечении реактора без снижения производительности и селективности. Этого можно добиться за счет циркуляции непрореагировавшего газа.
С использованием математической модели (FT-model) произведены расчеты процесса синтеза ФТ в проточно-циркуляционном режиме. Исходные данные для расчёта характеристик лабораторного реактора: катализатор Co/ Al 2 O 3 , объемом 30 см3; диаметр трубки реактора 26 мм; температура на входе в реактор 1700С; температура хладагента 2200С; давление 2,0 МПа; ОСГ 1500 ч-1, кратность циркуляции 4. Для обеспечения заданной объемной скорости газа при выбранной кратности циркуляции расход по свежему газу составлял 9 дм3/ч. Результаты расчётов представлены в табл. 5-7 и на рис. 5.
Таблица 5. Влияние технологического режима на показатели процесса синтеза Фишера-Тропша
|
Технологический режим |
Степень превращения СО, % |
Селективность |
Выход по углеводородам С 5+ , г/нм3 |
Производительность по СО, дм3/кг кат ·ч |
|
|
по метану, % |
по углеводородам С 5+ , % |
||||
|
проточноциркуляционный |
57,7 |
12,3 |
83,3 |
108,2 |
390,9 |
|
проточный |
98,0 |
72,3 |
0,0 |
0,0 |
661,7 |
Проведение процесса синтеза ФТ в циркуляционном режиме позволяет проводить процесс в режиме близкому к изотермическому (рис. 5), при этом возрастает селективность по жидким и твердым углеводородам, снижается содержание метана. Снижение производительности по СО в проточно-циркуляционном режиме объясняется также стабилизацией температуры в слое катализатора. В проточном режиме, за счет резкого повышения температуры в лобовой части слоя катализатора, переработка синтез-газа осуществлялась до метана, чем и объяснятся более высокая производительность по СО. Соотношение в рециркулируемом газе Н 2 /СО близко к 2, что является оптимальным для проведения синтеза. В составе газовой фазы продуктов синтеза преобладают СО, Н 2 , СН 4 .
Сравнительный анализ состава жидких и твердых продуктов синтеза позволил установить, что при проведении процесса в проточноциркуляционном режиме в составе продуктов возрастает доля твердых углеводородов С19+. В фракционном составе углеводородов преобладают углеводороды фракции С11-С19. При переходе от проведения процесса в проточном режиме к проточно-циркуляционному возрастает доля углеводородов фракции С5-С10.
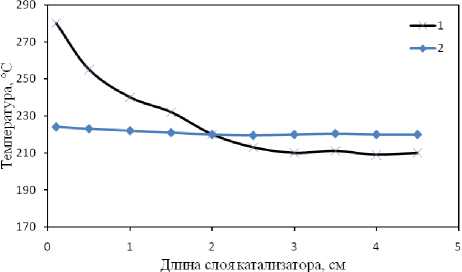
Рис. 5. Распределение температуры по длине слоя катализатора при различных технологических режимах: 1 – в проточном режиме; 2 – в проточно-циркуляционном режиме
|
Таблица 6. Состав газовой фазы продуктов синтеза в проточно-циркуляционном режиме |
2 3 |
|||||
|
Содержание, % об. |
||||||
|
СО |
Н 2 |
СН 4 |
С 2 Н 6 |
С 3 Н 8 |
С 4 Н 10 |
|
|
26,5 |
58,7 |
14,9 |
0,0 |
0,0 |
0,6 |
|
Таблица 7. Фракционный состав продуктов 4. синтеза в проточно-циркуляционном режиме
|
ОСГ, ч-1 |
Давление, МПа |
Фракционный состав, % масс. |
5 |
||
|
С 5 -С 10 |
С 11 -С 19 |
С 19+ |
|||
|
1500 |
2,0 |
37,4 |
43,4 |
18,6 |
|
Вывод: проведение процесса в проточно-циркуляционном режиме позволяет обеспечить изотермичность каталитического слоя, 6. снизить выход метана, повысить селективность и производительность по жидким и 7. твердым углеводородам.
Список литературы Разработка оптимальных технологических параметров селективного синтеза жидких и твердых углеводородов в реакторах трубчатого типа
- Крылова, А.Ю. Катализаторы синтеза Фишера-Тропша -ядро стратегии получения синтетических жидких топлив/А.Ю. Крылова//Российский конгресс по катализу Роскатализ. 2011. Т. 1. С. 39.
- Боресков, Г.К. Гетерогенный катализ. -М.: Наука, 1986. 304 с.
- Ермолаев, В.С. Исследование влияния капиллярной конденсации на процессы тепломассопереноса в зерне катализатора синтеза Фишера-Тропша/В.С. Ермолаев, В.З. Мордкович, И.Г. Соломоник//Теоретические основы химической технологии. 2010. Том 44, № 5. С. 516-520.
- Хасин, А.А. Контактные каталитически активные мембраны для процесса синтеза фишера-тропша/А.А. Хасин, А.Г. Сипатров, В.Н. Пармон//Серия Критические технологии. Мембраны. 2005. № 4 (28). С.6-15.
- Савостьянов, А.П. Селективный синтез жидких и твердых углеводородов из оксида углерода и водорода/А.П. Савостьянов, В.Г. Бакун, В.С. Будцов и др.//Южно-Рос. Гос. Техн. Ун-т (НПИ). -Новочеркасск: УПЦ "Набла" ЮРГТУ (НПИ), 2005. 164 с.
- Крылов, О.В. Синтез Фишера-Тропша//Катализ в промышленности. 2008. №1. С. 9-13.
- Хасин, А.А. Обзор технологий получения СЖТ, разработанных компаниями Shell и Sasol//Газохимия. 2008. № 4(3). С. 38-48.
- Савостьянов, А.П. Обоснование использования циркуляционных схем в синтезе углеводородов из СО и Н2/А.П. Савостьянов, Г.Б. Нарочный, Н.Д. Земляков, Р.Е. Яковенко//Известия Самарского научного центра Российской академии наук. 2010. Т. 12, № 4(3). С. 686-690.
