Разработка способа контроля процесса разогрева футеровок высокотемпературных агрегатов

Автор: Кулагин В.А.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Рубрика: Исследования. Проектирование. Опыт эксплуатации
Статья в выпуске: 2 т.19, 2026 года.
Бесплатный доступ
В работе представлены результаты разработки способа контроля теплового состояния футеровки высокотемпературного агрегата. Разработанный способ позволяет получать значения температур по сечению футеровки в процессе нагрева и охлаждения агрегата. На основании сравнения величины наибольшего перепада температур по сечению и максимальной разности температур, при которой возникающие термические напряжения не превышают предела прочности используемых огнеупорных материалов, оценивают величину скорости изменения температуры футеровки высокотемпературного агрегата. Это позволяет без расчёта значений температурных напряжений вести нестационарные тепловые процессы с максимально возможными скоростями. Расчёт температурных полей в футеровке производится на основании данных о температуре внешней поверхности футеровки и температуре технологического материала. Разработанный способ не предполагает нарушения целостности футеровки при установке в них датчиков температуры. Способ включает использование доступной математической модели, реализация которой возможна в любой среде разработки, включая программу Excel.
Футеровка, контроль процесса разогрева, огнеупоры, температурные напряжения
Короткий адрес: https://sciup.org/146283260
IDR: 146283260 | УДК: 621.1:669
Development of a Method for Monitoring the Process of Heating The Lining of High-Temperature Units
The paper presents the results of the development of a method for monitoring the thermal condition of the lining of a high-temperature unit. The developed method makes it possible to obtain temperature values along the lining section during heating and cooling of the unit. Based on a comparison of the magnitude of the largest temperature difference across the cross-section and the maximum temperature difference at which the resulting thermal stresses do not exceed the tensile strength of the refractory materials used, the rate of temperature change of the lining of a high-temperature unit is estimated. This makes it possible to conduct non-stationary thermal processes at the highest possible speeds without calculating the values of temperature stresses. The calculation of temperature fields in the lining is based on data on the temperature of the outer surface of the lining and the temperature of the process material. The developed method does not imply a violation of the integrity of the lining when installing temperature sensors in them. The method involves using an accessible mathematical model, which can be implemented in any development environment, including the Excel program.
Текст научной статьи Разработка способа контроля процесса разогрева футеровок высокотемпературных агрегатов
Цитирование: Кулагин В. А. Разработка способа контроля процесса разогрева футеровок высокотемпературных агрегатов / В. А. Кулагин, А. С. Никифоров, Е. В. Приходько, Н. М. Арипова // Журн. Сиб. федер. ун-та. Техника и технологии, 2026, 19(2). С. 144–153. EDN: PVPJPI
– к увеличению загрязнения технологического материала веществом огнеупорного слоя.
В большинстве случаев для агрегатов периодического действия значительные температурные напряжения являются главной причиной разрушения футеровок [4–6].
Контроль за состоянием футеровки в процессе работы высокотемпературного агрегата – сложная задача, решение которой порой сводится к оценке возможности протечки, а не к предотвращению процесса разрушения.
Кроме частых нестационарных тепловых процессов (для агрегатов периодического действия) ситуация усугубляется растворением части огнеупоров в технологическом материале и пропиткой огнеупоров технологическим материалом, изменением теплофизических и термомеханических свойств огнеупоров от температуры и от условий эксплуатации и др.
В технической литературе выделяются следующие основные методы диагностики состояния футеровки [7].
Во-первых, это теплотехнический метод. Этот метод предполагает разработку математической модели теплового состояния футеровки в процессе эксплуатации. Для применения математической модели к конкретным условиям необходимо установление начальных и граничных условий, которые устанавливаются посредством замеров температур датчиками, размещёнными на поверхности и внутри футеровки.
Данный способ имеет следующие недостатки:
-
– расположение термопары внутри футеровки нарушает её целостность и может привести к аварийным ситуациям;
-
– способ не предполагает учёта изменения теплофизических и термомеханических свойств огнеупорных материалов в процессе эксплуатации.
Так, авторами [8] разработан комплекс, производящий непрерывное измерение температуры в футеровке на границе её слоёв. Измеренные температуры сравниваются с уставками, которые вычисляются на основе стационарной модели теплопроводности. Разработанная схема позволяет проводить мониторинг теплового состояния футеровки и производить отключение печи в аварийных ситуациях. Кроме размещения термопар непосредственно в футеровке к недостаткам способа стоит отнести использование стационарной модели теплопроводности. Использование стационарной теплопроводности при работе индукционной печи – агрегата периодического действия, будет давать значительные погрешности при переходных тепловых процессах.
Авторы работы [9] оценили глубину, на которую можно безопасно устанавливать датчики температуры. Это значение составляет не более 5 см от поверхности нагрева. Указаны также зоны и частота расположения датчиков – не реже чем через 10 м.
Разновидностью данного способа является способ контроля состояния футеровки посредством размещения термопар в футеровке (на фиксированной глубине) или на внешней поверхности футеровки и дальнейшей оценки состояния футеровки по их показаниям. По увеличению показаний термопары до предельных значений судят о необходимости вывода агрегата в ремонт. Величину предельного значения температуры, до которой можно продолжать эксплуатацию, определяют опытным путём [10].
Во-вторых, электрические методы контроля. Использование электрических методов теплового контроля футеровки также предполагает использование датчиков глубины. Так, авто-– 146 – рами [11] создан ряд электрических методов контроля, работа которых основана на функционировании электрической цепи по мере износа огнеупора. Нарушение целостности огнеупоров при установке в них контрольных датчиков является недостатком, снижающим надёжность работы высокотемпературного агрегата.
В-третьих, ультразвуковой метод. Для исключения воздействия на футеровку при установке контрольных датчиков может быть использован метод контроля с использованием ультразвуковых сигналов. В статье [12] представлена система неразрушающего контроля остаточной толщины огнеупорной кладки высокотемпературных агрегатов. В её основе – метод отраженного акустико-ультразвукового сигнала (AU–E). Система предназначена для совместной работы с использованием закладных термопар и определения положения трещин и пустот. К недостаткам метода можно отнести сложности измерения и необходимость высокой квалификации персонала. Кроме этого, ограничение на применение ультразвуковых датчиков по температуре не позволяет использовать данный метод для ряда высокотемпературных агрегатов.
В-четвёртых, радиационный метод. Он является одним из самых сложных способов неразрушающего контроля футеровки при реализации. Износ огнеупоров, содержащих изотоп, изменяет интенсивность излучения на наружной поверхности высокотемпературного агрегата [13]. По величине уровня излучения судят о толщине футеровки. Сложность, высокая стоимость и необходимость подготовки обслуживающего персонала высокого уровня привели к тому, что в настоящее время его применение свелось к минимуму.
Другие способы: аналитический (оценка работоспособности агрегата основывается на материальном и тепловом балансе процесса); тепловизионный контроль за внешней поверхностью футеровки; взятие керна (износ футеровки агрегата производится по результатам анализа керна и температурам) и т.д.
За последние годы расширилась сфера применения тепловизионного контроля за состоянием футеровок. Тепловизионные снимки внешней поверхности футеровки анализируются, на основании тепловых расчётов производится оценка вероятности прогара и значения температуры технологического материала. Способ апробирован на ряде агрегатов, например, использование его для разливочных ковшей [14] позволяет проводить динамические измерения температурных полей.
Но использование тепловизионного способа предполагает высокие затраты на оборудование. Так, для теплового контроля разливочных ковшей [15] предлагается установить пять тепловизионных модулей для просмотра поверхности сталеразливочных ковшей и один пирометрический блок для оценки теплосодержания. Кроме этого, погрешности будут вносить условия эксплуатации ковшей: пропитка огнеупоров технологическим материалом; возможное наличие инородных сред между тепловизором и измеряемым объектом (пар, газы, пыль и др.); изменение степени черноты поверхности футеровки и пр.
Подводя итоги проведённого анализа, можно сказать, что современные способы контроля теплового состояния футеровки высокотемпературных агрегатов имеют ограниченное применение для конкретных агрегатов (например, доменных или индукционных печей), или контроль осуществляется периодически. В ряде случаев используют способы, позволяющие только оценивать вероятность пролива металла через футеровки. Только лишь в ряде частных случаев решается задача о получении данных о распределении температур по сечению футе-– 147 – ровки во время всей эксплуатации агрегата (при стационарных и нестационарных режимах), что позволяет использовать полученные данные для прогнозирования рабочей кампании футеровки агрегата.
При этом контроль тепловых режимов в футеровке очень важен, что подтверждается нормативными документами, регламентирующими скорость изменения температуры футеровки. Так, в [16] говорится о необходимости контроля процесса сушки и разогрева футеровки 420-тонных ковшей. Скорость повышения температуры зависит от этапа сушки и разогрева и составляет от 12,5 до 27,5 оС/ч.
Таким образом поставлена задача исследования – разработка способа контроля теплового состояния футеровки высокотемпературного агрегата без нарушения целостности огнеупоров футеровки (без заглубления датчиков температуры) и без значительных финансовых затрат на оборудование.
Методология исследования
В разработанном способе было предложено проводить замер температур на внешней поверхности футеровки, без заглубления датчиков. Это может незначительно снижать точность расчёта температурных полей, но был приоритет – надёжность и безопасность работы футеровки высокотемпературного агрегата. Температуру на внутренней поверхности футеровки принимают равной температуре технологического материала, так как провести непосредственные замеры температуры футеровки на ряде высокотемпературных агрегатов затруднительно. При этом температуру технологического материала можно измерить бесконтактно, например с помощью пирометра.
Реализация
Схема измерений при реализации разработанного способа показана на рис. 1.
Футеровка высокотемпературного агрегата представляет собой стенку 1 из огнеупорного материала. Для измерения температуры внешней поверхности футеровки используют
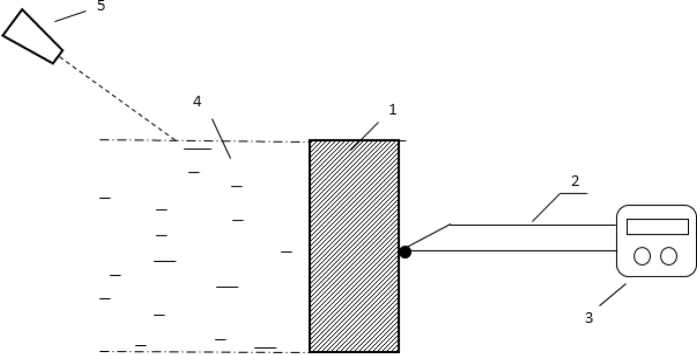
Рис. 1. Схема измерений при реализации разработанного способа
Fig. 1. Measurement scheme for implementing the developed method датчики температуры 2, установленные на поверхности. Измерение температуры осуществляется вторичным прибором 3 на основании сигналов, формируемых датчиками температуры 2.
С внутренней стороны поверхность футеровки контактирует с технологическим материалом 4 с температурой То. Температура технологического материала измеряется бесконтактным методом с помощью прибора 5.
В процессе изготовления футеровки высокотемпературного агрегата в футеровку, с её наружной стороны, устанавливают датчики температуры на поверхности футеровки.
Перед началом разогрева футеровки производят расчёт максимальной разности температур Δt, при которой возникающие термические напряжения не превышают предела прочности используемых огнеупорных материалов (то есть нет разрушения огнеупоров вследствие возникновения температурных напряжений) по формуле:
(l-v)-CT
At =----- где α – коэффициент линейного температурного расширения; ν – коэффициент Пуассона; Е – модуль упругости; σ – предел прочности используемых огнеупоров.
Подставляя в указанную формулу значение предела прочности на сжатие для используемых огнеупорных материалов получают разность температур Δt сж , при которой возникающие термические напряжения сжатия не превышают предела прочности на сжатие используемых огнеупорных материалов.
Подставляя в указанную формулу значение предела прочности на растяжение для используемых огнеупорных материалов получается разность температур Δt р , при которой возникающие термические напряжения растяжения не превышают предела прочности на растяжение используемых огнеупорных материалов.
С момента начала разогрева (τ0) теплового агрегата (момента начала воздействия технологического материала с температурой Т о ) ведут отсчёт времени разогрева. Для расчётов определяют шаг по толщине огнеупорного слоя футеровки Δy , то есть расстояние между двумя ближайшими точками огнеупорного слоя футеровки высокотемпературного агрегата, в которых будут определять температуры. Чем меньше величина шага по толщине, тем выше точность определения средней температуры футеровки.
Затем определяют шаг по времени процесса разогрева Δτ , то есть промежуток времени, через который будут определять температуры по сечению футеровки в выбранных точках.
Первоначальное распределение температуры в футеровке принимают равным температуре внешней поверхности футеровки, измеряемой термопарой T i = T о.с .
Температуру греющей среды То измеряют любым доступным способом: контактными или бесконтактными способами, например пирометром. Температуру внутренней поверхности футеровки Tn+l принимают равной температуре рабочего пространства агрегата.
Затем производят расчёт значений температур по сечению футеровки высокотемпературного агрегата для момента времени τ1 по любой разностной схеме.
Для явной четырёхточечной схемы методика расчёта будет выглядеть следующим образом. Задаются значением шага по времени процесса разогрева Δτ и шага по толщине огнеупорного слоя футеровки Δy .
Вычисляют коэффициенты b и f по формулам:
аЛу аЛт где a – коэффициент температуропроводности, м²/с; α – коэффициент теплоотдачи, Вт/(м2·оС); Δy – шаг по толщине огнеупорного слоя футеровки, м; Δτ – шаг по времени процесса разогрева, с; λ – коэффициент теплопроводности, Вт/(м·оС).
Коэффициенты температуропроводности, теплоотдачи и теплопроводности являются справочными данными, которые находят по таблицам и диаграммам в зависимости от свойств материала и условий нагрева. В разработанном способе возможен учёт изменения теплофизических и термомеханических свойств огнеупорных материалов футеровки. Предварительные измерения свойств огнеупоров в аналогичных условиях эксплуатации позволяют создать базу данных по изменению свойств огнеупоров в процессе эксплуатации [17, 18].
Затем проверяют явную четырёхточечную схему по условию сходимости:
/<1/[2-(1+Ь)].
Если условие не выполняется, изменяют шаг по толщине огнеупорного слоя футеровки или времени процесса разогрева; если условие выполняется, то рассчитывают температуры по сечению в процессе разогрева от момента времени τ 0 до момента времени τ 1 с шагом по времени процесса разогрева Δτ : k; k +1; k +2 .
Температуру всех точек (кроме точек на внутренней и внешней поверхности) по сечению в момент времени k+1 вычисляют по формуле
T^r = fT^ + (1 - 2f^ + fT^
Среднеарифметическое значение температур всех точек по сечению Т ср используется для дальнейших расчётов.
Из всех значений температур по сечению футеровки в рассматриваемый момент времени выбирают значение максимальной Тмах и минимальной Тmin. Значение величины возникающих термических напряжений сжатия будет пропорционально разности среднеарифметического значения температур всех точек по сечению Тср и значения максимальной Тмах температуры по сечению в рассматриваемый момент времени ΔТ мах .
Значение величины возникающих термических напряжений растяжения будет пропорционально разности среднеарифметического значения температур всех точек по сечению Т ср и значения минимальной Тmin температуры по сечению в рассматриваемый момент времени ΔТmin.
Разность среднеарифметического значения температур всех точек по сечению Т ср и значения минимальной Тmin (или максимальной Тмах) температуры по сечению в рассматриваемый момент времени называют наибольшим перепадом температур по сечению ΔТ.
Производя сравнение величины наибольшего перепада температур по сечению ΔТ и максимальной разности температур Δt, при которой возникающие термические напряжения не превышают предела прочности используемых огнеупорных материалов, оценивают величину скорости изменения температуры футеровки высокотемпературного агрегата. Если
AT
0 < — < 1,
At то при данной скорости величина возникающих термических напряжений ниже предела прочности используемых огнеупоров. Технологический процесс можно продолжать с этой скоростью. При этом не будет разрушения футеровки от термических напряжений.
Если
AT то величина возникающих температурных напряжений превышает предел прочности огнеупоров и происходит разрушение материала. Производят снижение скорости разогрева или охлаждения агрегата.
Если
AT то температура по сечению футеровки одинакова, что соответствует нерабочему состоянию агрегата.
Выводы
Разработан способ контроля теплового состояния футеровки высокотемпературных агрегатов, который позволит вести тепловые процессы в высокотемпературных агрегатах со скоростями, термические напряжения при которых не приводят к разрушению огнеупорных материалов футеровки. Способ включает использование доступной математической модели, реализация которой возможна в любой среде разработки (и даже в программе Excel) и не предполагает заглубление датчиков температуры в футеровку, что повышает надёжность эксплуатации агрегатов. Способ контроля теплового состояния футеровки высокотемпературных агрегатов может применяться для контроля разогрева разливочных и промежуточных ковшей, металлургических печей и др.
