Разработка структурно-функциональной модели функционирования интеллектуальной роботизированной производственной ячейки

Автор: М.А. Михеев
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 2 т.28, 2026 года.
Бесплатный доступ
В данной статье представлен комплексный подход к организации интеллектуальных роботизированных производственных ячеек (ИРПЯ) для высокоточной и гибкой сборки малых космических аппаратов нано-класса типа CUBESAT. Разработана структурно-функциональная модель функционирования ИРПЯ, описывающая взаимодействие элементов, этапы быстрой переналадки, и алгоритм адаптации к новым задачам. Сформирована научно обоснованная система критериев и показателей, позволяющая объективно оценивать и управлять процессом переналадки. Предложена целевая функция оптимизации уровня роботизации по критерию трудоемкости. Разработана структура проектной команды для реализации ИРПЯ в формате «под ключ». Представленный инструментарий позволяет повысить гибкость и экономическую эффективность серийной сборки CUBESAT.
Интеллектуальная роботизированная производственная ячейка (ИРПЯ), быстрая переналадка, CUBESAT, целевая функция, критерии эффективности, структурно-функциональная модель, трудоемкость, оптимизация уровня роботизации, проектная команда, гибкость производства, роботизированная сборка, цифровой двойник
Короткий адрес: https://sciup.org/148333480
IDR: 148333480 | УДК: 658.5.011.56:005.7:007.52 | DOI: 10.37313/1990-5378-2026-28-2-21-26
Development of a Structural and Functional Model for an Intelligent Robotic Production Cell
This article presents an integrated approach to organizing intelligent robotic production cells (IRPCs) for the high-precision and flexible assembly of small nano-class spacecraft such as CUBESAT. A structural and functional model of the IRPCs has been developed, describing the interaction of their components, the stages of rapid changeover, and an algorithm for adapting to new tasks. A scientifically based system of criteria and indicators has been developed to enable objective assessment and management of the changeover process. An objective function for optimizing the level of robotization based on labor intensity is proposed. A project team structure for implementing the IRPY on a turnkey basis is developed. The presented tools allow for increased flexibility and cost efficiency in serial CUBESAT assembly.
Текст научной статьи Разработка структурно-функциональной модели функционирования интеллектуальной роботизированной производственной ячейки
EDN: HUDGOH
Современное развитие рынка малых космических аппаратов нано-класса CUBESAT характеризуется ужесточением требований к срокам вывода продукции, высокой степенью кастомизации, необходимостью частой смены полезной нагрузки и оперативной адаптации производственных мощностей к продукции. В этих условиях ключевым фактором конкурентоспособности предприятий становится способность их производственных систем к быстрой переналадке при сохранении высокого качества сборки и экономической эффективности. Традиционные методы организации сборочных производств космических аппаратов, основанные на длительной переналадке специализированной оснастки и ручном труде, не позволяют в полной мере удовлетворить возрастающие требования.
Для организации серийного роботизированного производства была разработана структурнофункциональная модель функционирования интеллектуальной роботизированной производственной ячейки (рисунок 1), обеспечивающая быструю перестройку производства, начиная с этапа проектирования продукции и заканчивая сдачей продукции заказчику. Модель описывает взаимодействие внутренних процессов предприятия на всем жизненном цикле изготовления продукции, в том числе ключевые процессы создания ИРПЯ и их перестройки при смене продукции.
Так же были сформированы действия, связанные с переналадкой производства:
-
1) Подготовка. Нужно провести анализ новой конфигурации аппарата и сформировать инструкции в AR формате для оператора заранее.
-
2) При создании ИРПЯ нужно реализовать систему автоматической смены инструментов робота, в том числе возможное снятие кондукторов и адаптеров. Требуется предусмотреть монтаж кондукторов под новую полезную нагрузку и автоматическую калибровку системы технического зрения под габариты компонентов.
-
3) Требуется обеспечить загрузку новых траекторий из цифрового двойника, в том числе автоматическую настройку параметров монтажа. При этом новые траектории должны быть разработаны и протестированы заранее.
-
4) Тестирование ИРПЯ после переналадки, должна включать проверку точности и пробный цикл сборки 1 аппарата. Требуется предусмотреть монтаж кондукторов под новую полезную нагрузку и автоматическую калибровку системы технического зрения под габариты компонентов.
-
5) Требуется предусмотреть монтаж кондукторов под новую полезную нагрузку и автоматическую калибровку системы технического зрения под габариты компонентов.
-
6) Требуется обеспечить загрузку новых траекторий из цифрового двойника, в том числе автоматическую настройку параметров монтажа. При этом новые траектории должны быть разработаны и протестированы заранее.
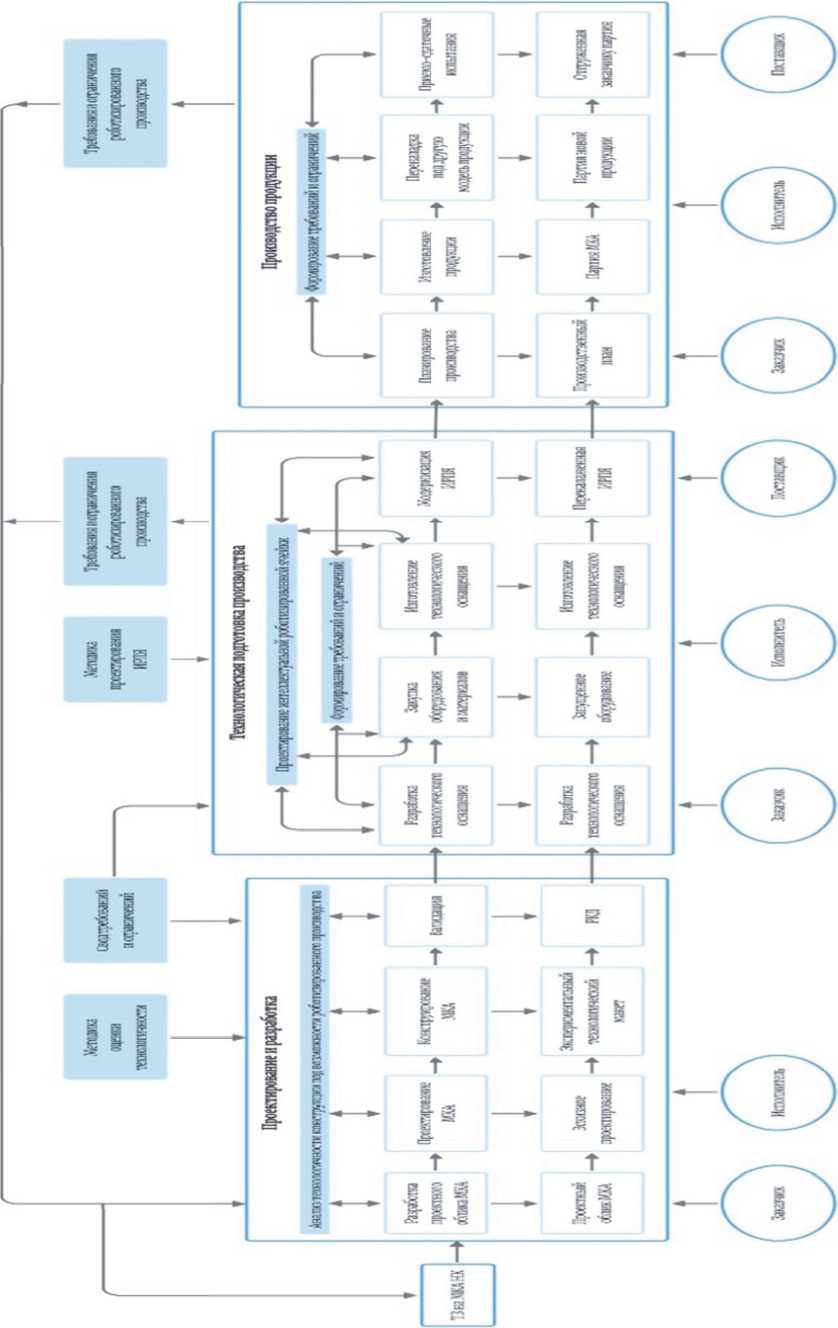
Рисунок 1 – Структурно-функциональная модель функционирования ИРПЯ
-
7) Тестирование ИРПЯ после переналадки, должна включать проверку точности и пробный цикл сборки 1 аппарата.
В таблице 1 представлен пример функционирования данной модели на примере перехода с научной миссии (спектрометр) на коммерческую (оптическая камера).
Таблица 1 – Пример функционирования модели
|
Этап |
Действия |
Время |
|
Демонтаж |
Снятие кондуктора для спектрометра, автоматическая смена паяльника на грейфер. |
15 мин |
|
Установка |
Монтаж кондуктора под камеру, калибровка зрения под габариты 150^150 мм. |
25 мин |
|
Программирование |
Загрузка траекторий монтажа камеры из цифрового двойника. |
10 мин |
|
Тестирование |
Проверка точности позиционирования (±0.04 мм), пробная сборка. |
30 мин |
|
Итог |
Общее время переналадки: 80 минут (ранее — 4 часа). |
Так же для функционирования данной модели были разработаны рекомендации, связанные с вспомогательной интеграцией в ИРПЯ элементов Индустрии 4.0. Они включают в себя:
-
1) IoT-датчики: Мониторинг вибраций, температуры, влажности в реальном времени.
-
2) AI-аналитика: Прогнозирование износа оснастки на основе данных цифрового двойника.
-
3) MES-система: Управление OEE (Overall Equipment Effectiveness), планирование переналадок.
Благодаря данным разработкам можно сделать вывод, что модель обеспечивает гибкость и скорость адаптации ИРПЯ под новые задачи, что критически важно для рынка CUBESAT с его быстро меняющимися требованиями.
Для оценки эффективности переналадки ИРПЯ были сформированы следующие критерии и показатели:
-
1) Скорость переналадки. Целью критерия является минимизация времени простоя. Под временем полного цикла переналадки понимается демонтаж старой оснастки и установка новой, а также калибровка программ роботов).
-
2) Стоимость переналадки. Целью этого критерия является снижение затрат на переналадку. Под затратами на переналадку включается труд, энергию, износ оборудования.
-
3) Ремонтопригодность и надежность. Целью этого критерия является минимизация простоев из-за поломок.
-
4) Точность после переналадки. Целью критерия является сохранение качества сборки за счет показателей погрешности позиционирования компонентов.
-
5) Гибкость и адаптивность. Целью критерия является поддержка разнообразных конфигураций.
-
6) Безопасность. Целью критерия является защита персонала и оборудования.
-
7) Энергоэффективность. Целью критерия является снижение энергопотребления.
Примеры из практики представлены в таблице 2.
Оптимизация этих показателей позволяет сократить время переналадки на 60%, повысив конкурентоспособность производства CUBESAT.
Разработка и внедрение эффективной системы быстрой переналадки технологического оснащения ИРПЯ для сборки малых космических аппаратов нано-класса типа CUBESAT является условием достижения гибкости и экономической эффективности производства.
Для создания подобных ИРПЯ требуется формирование автономной команды, способной решать сложные инженерные задачи. В связи с этим была разработана организационная структура команды, которая способна создавать ИРПЯ для производства МКА НК типа CUBESAT (рисунок 2).
Она была построена по матричному принципу с выделением трех функциональных блоков:
-
1) Заказчик — определяет требования и принимает результат;
-
2) Команда исполнителей — реализует проект (ключевой блок);
Таблица 2 – Примеры других компаний
|
Компания |
Улучшение |
Показатели |
|
Skoltech |
Внедрение магнитных кондукторов |
Время переналадки: 4 ч ^ 1.5 ч |
|
Tyvak |
Использование 3D-печатной оснастки |
Стоимость переналадки: $800 ^ $300 |
|
Planet Labs |
Интеграция ИИ для калибровки |
Точность: ±0.1 мм ^ ±0.04 мм |
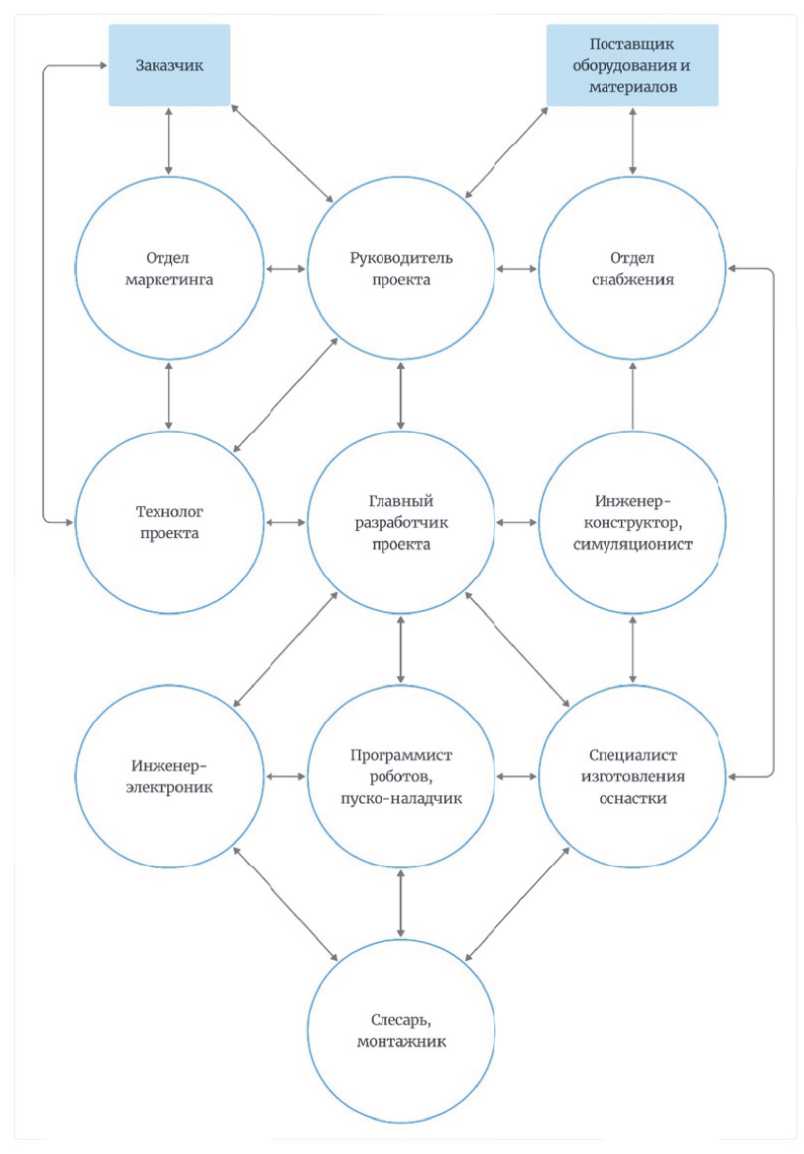
Рисунок 2 – Структура проектной команды
-
3) Поставщик — обеспечивает ресурсами.
Центральной фигурой в этой схеме является «Руководитель проекта», который обладает уникальной кросс-дисциплинарной компетенцией, позволяющей ему понимать задачи каждого специалиста и эффективно координировать их работу.
На первом этапе формирования любого проекта происходит взаимодействие сотрудников ко- манды проекта с потенциальным заказчиком. Маркетолог с технологом и руководителем проекта определяют с заказчиком целевые показатели, составляют техническое задание и подписывают договор на выполнение работ. Причем «Руководитель проекта» и «Технолог проекта» при составлении ТЗ могут обращаться к будущему «Главному разработчику проекта», который в свою очередь может привлекать «Инженер-конструктора, симуляциониста», «Программиста роботов, пуско-наладчика», «Инженера-электроника».
На втором этапе, после подписания договора на выполнение работ полноценно начинает работать команда исполнителей, которая делиться на 2 подгруппы: проектировщики и реализаторы. «Главный разработчик проекта» совместно с «Технологом проекта» и «Инженер-конструктором, си-муляционистом» разрабатывают 3D-модель ИРПЯ, в том числе технологическое оснащение, планировочное решение ячейки, создают цифровой двойник производственного процесса и осуществляют подбор компонентов, взаимодействуя с «Отделом снабжения».
После разработанной 3D-модели ИРПЯ «Главный разработчик проекта» передает конструкторскую документацию (КД) «Инженеру-электронику», для того чтобы он мог проработать данный проект, разработать электрическую документацию, схемы подключения оборудования и составить перечень необходимых компонентов для формирования шкафа управления ИРПЯ. Далее необходимая документация должна перейти в отдел снабжения.
Параллельно данному процессу КД передается и «Специалисту изготовления оснастки», для того чтобы он мог начать следующий физический этап проекта, изготавливать технологическое оснащение».
В это время «Инженер-электроник» производит монтаж электрических шкафов. «Программист роботов, пуско-наладчик» на основе ранее разработанного «Инженер-конструктором, симуляци-онистом» цифрового двойника начинает формирование управляющих программ для роботов и вспомогательного, периферийного оборудования, а также настройку SCADA системы.
После того, как «Поставщик» поставил всё необходимое оборудование, должен начинаться финальный, третий этап проекта «Пуско-наладочные работы».
На этом этапе полноценно включается вторая часть команды. «Слесарь-монтажник» совместно с «Инженером-электроником» осуществляет монтаж оборудования, «Программист роботов» физически запускает роботов и корректирует их управляющие программы. В случае возникновения отклонений, «Главный разработчик проекта» имеет право задействовать всех членов команды для устранения этих отклонений. Если возникшие во время пуско-наладочных работ проблемы не имеют технических решений, то тогда в работу должны включаться «Главный технолог» и «Руководитель проекта». Их участие может потребоваться в качестве пересмотра технологического процесса выполнения операций или согласования возможных изменений ТЗ с «Заказчиком».
Заместителем «Руководителя проекта» может стать только «Главный разработчик проекта»
Для эффективного управления такой командой «Руководитель проекта» должен обладать всеми знаниями и компетенциями, которые присутствуют в команде, а также иметь компетенции в сфере маркетинга.
В результате формирования такой команды, компания будет иметь преимущества, а именно:
Полный цикл — команда охватывает все этапы: от требований до пусконаладки.
Цифровая непрерывность — симуляционист и программист работают в единой среде, минимизируя ошибки переноса ПО.
Гибкость — наличие собственного специалиста по оснастке позволяет быстро изготавливать и дорабатывать нестандартные элементы.
Управляемость — руководитель с широкой компетенцией выступает «переводчиком» между узкими специалистами.
Данная структура позволяет реализовывать проекты по созданию ИРПЯ для сборки CUBESAT в формате «под ключ», обеспечивая высокое качество, соблюдение сроков и соответствие требованиям заказчика.
В результате был разработан комплексный инструментарий организации ИРПЯ для сборки CUBESAT, включая структурно-функциональную модель функционирования интеллектуальной роботизированной производственной ячейки. Результаты напрямую касаются технологической подготовки производства, проектирования оснастки и разработки технологических процессов для обработки сборки уникальных изделий микро-масштаба. Результаты также позволяют существенно сократить время и стоимость ТПП, повысить точность, гибкость и общую эффективность (OEE) сборочных операций.
Разработанные решения являются ключевыми к обеспечению перехода от теоретических подходов и требований роботизации к созданию реальной, высокоэффективной и гибкой производственной системы для сборки малых космических аппаратов нано-класса типа CUBESAT.
