Разработка технологии изготовления труб с заданным внутренним диаметром 6,0-12,0 мм

Автор: Яковлева Ксения Юрьевна, Баричко Борис Владимирович, Кузнецов Владимир Николаевич, Никонов Михаил Сергеевич, Демина Юлия Дмитриевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 4 т.15, 2015 года.
Бесплатный доступ
Приведены результаты научно-исследовательской работы по освоению на ОАО «Синарский трубный завод» (ОАО «СинТЗ», г. Каменск-Уральский) технологии изготовления стальных труб с заданным внутренним диаметром 6,0-12,0 мм. Для выявления особенностей предлагаемой технологии был выполнен ряд экспериментальных исследований и опытно-промышленных работ. Было показано, что эффективным является использование способа волочения на самоустанавливающейся оправке. С учетом разработанной оригинальной аналитической зависимости определения силовых параметров процесса волочения на самоустанавливающейся оправке определены основные параметры технологии: рациональные профилировки технологического инструмента и режимы деформации. Выполнена оценка эффективности применения технологических смазок, приведены рекомендации по выбору оборудования. Технико-экономическая оценка предлагаемых решений показала, что эффективным процессом для изготовления труб указанного сортамента является бунтовое волочение. Разработаны предложения по организации участка бунтового оправочного волочения в условиях ОАО «СинТЗ» с учетом совершенствования всей технологической схемы изготовления холоднодеформированных труб. Предложены эффективные технические решения, оформленные как объекты интеллектуальной собственности.
Прецизионные холоднодеформированные трубы, оправочное волочение, волока, самоустанавливающаяся оправка, бунтовое волочение, профилировка волочильного инструмента, усилие волочения, коэффициент вытяжки, технологическая смазка, коэффициент расхода металла
Короткий адрес: https://sciup.org/147156967
IDR: 147156967 | УДК: 621.774.3 | DOI: 10.14529/met150416
Development of technology of manufacturing pipes with an inner diameter of 6-12 mm
The article presents the results of the research work aimed at developing the technology of manufacturing pipes with an inner diameter of 6-12 mm at JSC “Sinarsky Pipe Plant” (Kamensk-Uralsky). To test the proposed technology a number of experimental and practical works have been performed. It was shown that the most effective is the technology of using a free floating-plug drawing method. Based on the results of the mathematical modeling, main parameters of the free floating-plug drawing method were analyzed, such as rational profiles of technological tools and deformation regimes. Estimation of the efficiency of technological lubricants was carried out and recommendations for the equipment selection were presented. Technical and economic estimation of the proposed solutions showed that the most effective process of manufacturing pipes of this assortment is bull-block drawing. Proposals for the organization of the shop of bull-block drawing pipes at JSC “Sinarsky Pipe Plant” were developed. Technical solutions were proposed as intellectual property objects.
Текст научной статьи Разработка технологии изготовления труб с заданным внутренним диаметром 6,0-12,0 мм
Основным потребителем стальных холодно-деформированных прецизионных труб наружным диаметром от 8,0 до 20,0 мм и внутренним диаметром от 6,0 до 12,0 мм является автомобильная промышленность. В России основным производителем данной трубной продукции является ОАО «Первоуральский новотрубный завод», а более 70 % мирового рынка труб указанного сортамента изготавливается в США, Германии, Швеции, Великобритании и Японии. Так как в условиях современной международной ситуации, одной из актуальных задач отечественной промышленности является реализация государственной программы импортозамещения, то организация производства холодно-деформированных прецизионных труб малого внутреннего диаметра является стратегически важной для экономики России.
В 2013 г. объем упущенных ОАО «СинТЗ» заказов на прецизионные стальные трубы в сортаменте наружного диаметра от 8,0 до 20,0 мм и внутреннего диаметра от 6,0 до 12,0 мм по предварительной оценке составил 2520 т.
Анализ требований нормативной документации (ГОСТ 9567, ТУ 14-161-200 и DIN EN 10305-1) на прецизионные стальные трубы с заданным внутренним диаметром от 6,0 до 12,0 мм показал, что существующие технологические возможности трубоволочильного цеха В-2 ОАО «СинТЗ» позволяют обеспечить данные требования с использова- нием имеющихся производственных мощностей. При этом существующая на сегодняшний день на заводе технология изготовления прецизионных труб обеспечивает изготовление труб внутренним диаметром 12 мм и более и характеризуется использованием на заключительных операциях способа волочения на удерживаемой цилиндроконической оправке. Использование удерживаемой оправки для труб меньших размеров затрудняется ввиду конструктивных сложностей изготовления и крепления оправки к стержню, ограниченной прочности самого стержня при уменьшении его сечения и виду увеличения вероятности появления дефекта «кольцеватости» на внутренней поверхности труб.
Анализ существующих технологий изготовления холоднодеформированных прецизионных труб рассматриваемого сортамента показал, что перспективным и эффективным является использование на заключительных этапах в технологической схеме производства способа волочения на самоустанавливающейся оправке.
Актуальность использования для труб меньших размеров способа волочения в монолитной волоке на самоустанавливающейся оправке обусловлена минимальными затратами на переоснащение существующего производства в направлении максимального использования всего комплекса действующих мощностей.
Способ волочения труб на самоустанавли-вающейся оправке, удерживаемой в очаге деформации за счет равновесия действующих на нее втягивающих и выталкивающих сил, получил широкое распространение при изготовлении длинномерных холоднодеформированных сварных и бесшовных труб из медных и алюминиевых сплавов, сворачиваемых в бунты [1–3]. Причинами ограничения применения его в промышленных масштабах в доле сортамента стальных труб и особенно труб из коррозионно-стойкой стали являются трудности обеспечения требуемых условий трения на контактных поверхностях инструмента с металлом трубы и необходимость изготовления оправок из высокопрочных материалов, например твердых сплавов, обработка которых требует специализированного оборудования.
В связи с этим программой освоения данного процесса в условиях ОАО «СинТЗ» было предусмотрено проведение комплекса экспериментально-теоретических исследований и опытноконструкторских работ, направленных на решение следующих задач:
-
– определение рациональной конструкции, профилировки и технологии изготовления самоус-танавливающихся оправок;
-
– разработка инженерной методики расчета силовых параметров деформации при волочении труб на самоустанавливающейся оправке;
-
– оценка качественных показателей процесса оправочного волочения прецизионных труб с использованием различных технологических смазок;
-
– определение рациональных режимов деформации труб с заданным внутренним диаметром от 6,0 до 12,0 мм;
-
– разработка предложений по реализации производства прецизионных стальных труб с заданным внутренним диаметром от 6,0 до 12,0 мм в условиях ОАО «СинТЗ».
Изучение видов оборудования, необходимого для реализации волочения труб на самоустанавли-вающейся оправке, показало эффективность осуществления данного способа на трубоволочильных барабанных станах с получением длинномерных труб в бунтах. При этом, основываясь на опыте действующих предприятий, освоивших процесс волочения на самоустанавливающейся оправке, целесообразным на этапе исследования данного процесса (отладки режимов деформации, подборе технологического инструмента и смазок) является использование трубоволочильных цепных линейных станов.
Анализ результатов ряда исследовательских работ [2–5] по оценке влияния профилировок само-устанавливающихся оправок на точность получаемых труб показал возможность обеспечения точности размера внутреннего диаметра 0,05–0,06 мм. Учитывая, что точность труб при волочении на оправке цилиндро-конической формы в большей степени (около 70 %) определяется исходной точностью заготовки [6], целесообразным является получение труб-заготовок под волочение на само-устанавливающейся оправке с использованием способа холодной прокатки или волочения на удерживаемой оправке.
На основе анализа технологии изготовления проектных самоустанавливающихся оправок и их конструкции была разработана рациональная конструкция самоустанавливающейся оправки, оформленная в виде технического решения [7], позволяющего уменьшить трудоемкость изготовления оправок, повысить срок их службы и повысить точность внутреннего диаметра труб.
Опытно-промышленное опробование предлагаемой технологии с получением труб трех типоразмеров - 16,0 х вн12,0 мм, 12,0 х вн9,0 мм и 9,0 х вн6,0 мм - из стали 10 было реализовано в трубоволочильном цехе В-2 ОАО «СинТЗ» на действующем цепном трубоволочильном стане усилием 80 кН с использованием цеховой технологической смазки и проектных самоустанавливаю-щихся оправок.
В ходе проведения опытного волочения была решена основная задача – показана принципиальная возможность использования способа волочения на самоустанавливающейся оправке в действующем технологическом процессе на имеющихся производственных мощностях. Также был выявлен ряд особенностей проектирования режимов деформации и осуществления таких операций, как введение и извлечение самоустанавливающейся оправки.
В результате опытных работ готовая продукция была получена только на размере 16,0 х вн12,0 мм в количестве 70 % от заданного объема. Из них количество труб, удовлетворяющих требованиям DIN EN 10305-1 к предельным отклонениям размеров, составляет 100 %. На наружной и внутренней поверхности труб видимых визуально дефектов обнаружено не было. Труб готовым размером 12,0 х вн9,0 и 9,0 х вн6,0 мм получить не удалось. Анализ режима работы проектных самоустанавли-вающихся оправок в процессе опытного волочения показал, что на протяжении всего цикла деформации оправка работает с нарушением условий ее равновесного положения, причиной чего являются неправильно подобранные режимы деформации и некорректная профилировка оправки.
Было выявлено, что главным параметром, определяющим требуемый режим работы самоуста-навливающейся оправки и в целом стабильность процесса волочения, является соотношение между углами наклона образующей конических участков волочильного кольца αвол и оправки α опр или так называемый угол смазочного клина А ск, определяемый по формуле
А ск = авол — аопр . (1)
Обработка металлов давлением
По данным опытно-промышленного волочения была получена зависимость изменения доли годных труб (полученных в процессе волочения при работе оправки в установившемся режиме) от угла смазочного клина А ск (рис. 1), согласно которой вероятность нарушения процесса волочения труб тем больше, чем больше А ск .
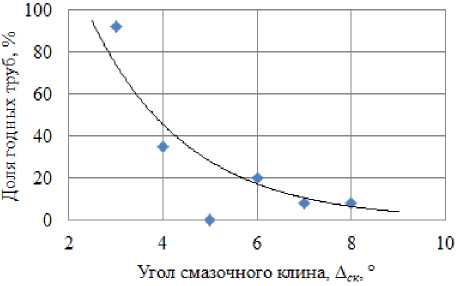
Рис. 1. Доля годных труб, тянутых на самоустанавли-вающихся оправках при различном угле смазочного клина Δ ск
Для уточнения выявленных особенностей, а также исследования влияния типа технологической смазки на стабильность процесса волочения на самоустанавливающейся оправке в условиях ОАО «РосНИТИ» было проведено его экспериментальное исследование на специально спроектированной лабораторной волочильной установке с получением труб размером 9,0 х вн6,0 мм.
Основные задачи данного исследования заключались в сравнительном анализе влияния типа смазки на стабильность процесса волочения и качество труб и оценке применимости технологической смазки, используемой в цехе В-2 в процессах волочения на удерживаемой оправке в настоящее время.
Сравнительную оценку технологических смазок проводили с использованием двух критериев – тянущего усилия и шероховатости внутренней поверхности труб.
Технологическая смазка, используемая в настоящее время в цехе В-2 ОАО «СинТЗ», является реактивной, жидкой и не требует нанесения вспомогательных медного или фосфатного покрытий. В сравнении с цеховой смазкой в рамках выполняемого исследования были выбраны технологические смазки трех видов: с вязкостью соответственно п = 70, 135 и 25 000 мм2/с.
Результаты данного исследования показывали, что предпочтение при реализации процесса волочения на самоустанавливающейся оправке необходимо отдавать жидким смазкам, которые способствуют образованию на поверхности трубы тонкой прочной пленки, обладающей высокой адгезией. Вязкие и высоковязкие смазки при волочении на самоустанавливающейся оправке выдавливаются из очага деформации, что может служить причиной появления дефектов на внутренней поверхности труб.
Обобщая результаты опытно-экспериментальных работ, а также учитывая, что, при прочих равных условиях, увеличение угла α опр сопровождается более интенсивным увеличением степени деформации и соответственно упрочнением металла труб, и может привести к потере запаса прочности переднего конца, была определена рекомендуемая величина А ск - от 2,0 до 2,5°.
Одновременно с экспериментальными работами было проведено теоретическое исследование силовых параметров при волочении на самоуста-навливающейся оправке. Сравнительный анализ существующих моделей аналитического описания процесса волочения труб на самоустанавливаю-щейся оправке и их и численная оценка [8] показали, что актуальным является решение задачи с учетом приращения сопротивления пластической деформации металла трубы d σ S по длине очага деформации в результате упрочнения и корректной задачи геометрических параметров профилировки и положения оправки в очаге деформации [9].
Задача была решена инженерным методом с получением линейного неоднородного дифференциального уравнения. С применением известных в механике сплошных сред методов приближенного решения краевой задачи, а именно МКЭ и проекционного метода Бубнова – Галеркина, решение было представлено следующей оригинальной системой линейных уравнений (в общем виде):
П + 1 n x i + 1
ЕPiЕ J ф'j)(x) (А-Вф(j)(x))dx = i=1 j=1 xi n xi+1 f , x f ,
= E J ф ( j ) ( x ) С ° 5 ( j )
j = 1 x i ( I
- D

dx
dx ,
))
где Pi – узловое значение j -го элемента искомой функции; ф ij ) ( x ) - функция формы j -го элемента; ° 5 ( j ) , d ° 5 ( j ) - сопротивление металла пластической деформации и его приращение для j -го элемента.
На основе анализа опытно-экспериментальных режимов деформации и численной оценки параметров ресурса пластичности металла с использованием формулы (2) для процесса волочения труб внутренним диаметром от 6,0 до 12,0 мм на самоустанавливающейся оправке были определены рациональные режимы деформации:
-
– максимальный коэффициент вытяжки при однопроходном волочении на самоустанавливаю-щейся оправке: ц тх < 1,60;
-
– режимы обжатий по толщине стенки трубы в зависимости от α опр (табл. 1).
Таблица 1
Режимы обжатия по толщине стенки при волочении на самоустанавливающейся оправке с α опр = 10°30' и α опр = 11°
|
α опр |
Толщина стенки готовой трубы, S 1 , мм |
Абсолютное обжатие по толщине стенки трубы, Δ S , мм |
|
11° |
от 1,0 до 1,5 |
от 0,15 до 0,20 |
|
10°30' |
от 1,5 до 3,0 |
от 0,20 до 0,25 |
Также в ходе обобщения результатов проведенных исследований, была разработана классификация самоустанавливающихся оправок для труб внутренним диаметром от 6,0 до 12,0 мм (табл. 2) и конструкторская документация на са-моустанавливающиеся оправки рациональной профилировки (рис. 2). Целесообразным является изготовление данных оправок в конструктивном исполнении по аналогии с решением в работе [7].
Основным результатом работы, является использование полученных данных для проектирования технологии изготовления стальных труб с внутренним диаметром от 6,0 до 12,0 мм на волочильных станах барабанного типа с использованием самоустанавливающихся оправок. Была решена задача по определению диаметра барабана, разработаны рациональные маршруты изготовления труб с учетом величины сплющивания и пружинения бунта, приведены технические предложения по организации современного специализированного участка с рекомендациями по выбору оборудования. Приведены рекомендации по выбору технологических смазок, обеспечивающих стабильность процесса бунтового оправочного волочения.
Технико-экономическая оценка технологии изготовления труб рассматриваемого сортамента на станах линейного и барабанного типа была выполнена по величине расхода металла.
Анализ полученных данных показал, что использование бунтовой схемы волочения даже при существующих технических ограничениях позволит уменьшить величину расхода металла примерно в 3,8 раза: с 43,8 до 11,4 кг на тонну готовой трубы. Следует отметить, что в однопроходных маршрутах преимущества бунтового волочения (при существующих возможностях цеха В-2 по длине трубы-заготовки под волочение) существенно снижаются. Таким образом, применение бунтового волочения наиболее эффективно при изготовлении труб с гарантированным внутренним диаметром в том случае, если в структуре заказных размеров труб по этому параметру превалируют размеры в диапазоне от 6,0 до 9,0 мм.
Таблица 2
Параметры рациональной профилировки самоустанавливающихся оправок для изготовления прецизионных труб с заданным внутренним диаметром 6,0–12,0 мм
|
* Параметры профилировки |
||||||||
|
α опр |
d ц , мм |
l ц , мм |
l , мм к |
Дб , мм |
||||
|
при Δ S |
при Δ S |
|||||||
|
0,15 |
0,20 |
0,25 |
0,15 |
0,20 |
0,25 |
|||
|
10°30' |
6–12 |
6,0 |
– |
4,5 |
5,0 |
– |
d ц + 2,05 |
d ц + 1,85 |
|
11° |
6–12 |
7,0 |
4,5 |
5,0 |
– |
d ц +2,15 |
d ц + 2,35 |
– |
*
Определены для волочильных колец с αвол = 13°.
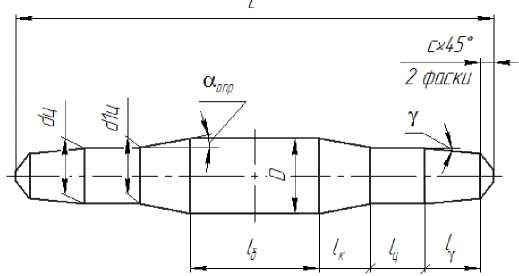
Рис. 2. Рациональная профилировка самоустанавливающейся оправки
Обработка металлов давлением
Оценка снижения себестоимости изготовления труб по двум схемам, выполненная на примере изготовления труб размером 9,0 х вн6,10 мм, показала, что при бунтовом волочении снижение себестоимости изготовления труб обусловлено сокращением числа операций, трудоемкости их выполнения, а также экономией вспомогательных материалов и инструмента и составляет 5350,79 руб./т.
Выводы
-
1. Оправки должны выполняться из твердосплавных материалов, при этом стоимость изготовления будет определяться их количеством, а, следовательно, объемом заказов на трубы.
-
2. Проведение операции задачи оправок в полость трубы с использованием задающих стержней в ходе изготовления опытных партий труб представляло существенные трудности, для устранения которых предложен новый способ оправочного волочения (решение от 15.01.2015 о выдаче патента по заявке № 2013148176/02, МПК В 21 С 1/24. Способ волочения труб (варианты) / Б.В. Баричко, К.Ю. Яковлева, В.Н. Кузнецов и др.; заявл. 29.10.2013).
-
3. Технико-экономическая оценка показала, что при объеме заказов на рассматриваемый сортамент прецизионных труб в объеме 1000 т/год и минимальном перечне требуемого дополнительного оборудования, бунтовое волочение будет более эффективно по сравнению с традиционной технологией.
-
4. Дальнейшее развитие процесса изготовления прецизионных труб в бунтах должно быть связано с увеличением длины обрабатываемой трубы.
Список литературы Разработка технологии изготовления труб с заданным внутренним диаметром 6,0-12,0 мм
- Логинов, Ю.Н. Исследование соотношения деформаций при волочении толстостенных и тонкостенных медных труб/Ю.Н. Логинов, М.С. Шалаева, А.С. Овчинников//Производство проката, 2011. -№ 7. -С. 31-35.
- Шапиро, В.Я. Бухтовое волочение труб/В.Я. Шапиро, В.И. Уральский. -М: Металлургия, 1972. -264 с.
- Биск, М.Б. Волочение труб на самоустанавливающейся оправке/М.Б. Биск, В.В. Швейкин. -М: Металлургиздат, 1963. -128 с.
- Паршин, В.С. Холодное волочение труб/В.С. Паршин, А.А. Фотов, В.А. Алешин. -М: Металлургия, 1979. -240 с.
- Опыт применения самоустанавливающейся оправки при изготовлении толстостенных Стальных труб/А.М. Антимонов, В.И. Соколовский//Сталь, 1981. -№ 7. -С. 56-59.
- Столетний, М.Ф. Точность труб/М.Ф. Столетний, Е.Д. Клемперт. -М: Металлургия, 1975. -240 с.
- Пат. 134087 Российская Федерация, МПК В 21 С 3/16. Стальная монолитная самоустанавливающаяся оправка для волочения труб/К.Ю. Яковлева, Б.В. Баричко, В.Н. Кузнецов и др. -№ 2013128698/02; заявл. 24.06.2013; опубл. 10.11.2013, Бюл. № 31 -1 с.
- Анализ силовых параметров процессов оправочного волочения труб/К.Ю. Яковлева, Б.В. Баричко, В.Н. Кузнецов и др.//Труды ХХ юбилейной научно-технической конференции «Трубы -2012». -Челябинск: ОАО «РосНИТИ», 2012. -Ч. 2. -С. 53-57.
- Яковлева, К.Ю. Постановка задачи математического моделирования процесса оправочного волочения труб/К.Ю. Яковлева//Наука ЮУрГУ: материалы 65-й научной конференции. Секции технических наук: в 2 т. -Челябинск: Издат. центр ЮУрГУ, 2013. -Т. 2. -С. 90-93.
