Разработка технологии электроискрового легирования быстрорежущей стали твердыми сплавами на основе фаз внедрения

Автор: Купцов С.Г., Фоминых М.В., Мухинов Д.В., Вопнерук А.А., Валиев Р.М., Ведищев Ю.Г., Шак А.В., Иванов А.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение
Статья в выпуске: 1-2 т.12, 2010 года.
Бесплатный доступ
В статье рассмотрено влияние параметров электроискрового легирования на установке ЭЛАН твердыми сплавами на технологические свойства электроискровых покрытий. Определены оптимальные параметры процесса металлообработки.
Электроискровое легирование, твердые сплавы, частота, шероховатость, износ
Короткий адрес: https://sciup.org/148198953
IDR: 148198953 | УДК: 621.9.048.4\
Development of technology of electrospark alloying the fast-cutting steel with hard alloys on the basis of intrusion phases
In article the influence of electrospark alloying parameters on ELAN-unit by hard alloys on technological properties of electrospark coverings is considered. Optimum parameters of metal working process are certain.
Текст научной статьи Разработка технологии электроискрового легирования быстрорежущей стали твердыми сплавами на основе фаз внедрения
Шак Андрей Васильевич кандидат технических наук, доцент
Иванов Андрей Валерьевич, студент расположен слой с понижающейся по глубине твердости и обладающий повышенной пластичностью. В процессе ЭИЛ происходит перенос материала анода, растворение его в основном материале и прочного сцепления поверхностного слоя с основой за счет их интенсивного смешивания в расплавленном состоянии в микрованне. Происходит изменение структуры, образование карбидов и карбонитридов, упрочнение поверхностного слоя, препятствующее перемещению дислокаций на поверхность, а также измельчение структурных составляющих, образование структур высокой гетерогенности. В результате перечисленных выше процессов при ЭИЛ происходит повышение твердости, прочности, износостойкости упрочняемого изделия. Наличие слоя повышенной пластичности под слоем с высокой твердостью обеспечивается упругость последнего, что снижает выкрашивание микрообъемов прикримочных зон инструмента. Метод не требует специальной подготовки обрабатываемых поверхностей, позволяет производить обработку инструментов различных размеров и конфигураций, изготовленных из различных инструментальных сталей, отличается простотой применяемого оборудования и достаточно высокой производительностью. В качестве электродов для ЭИЛ использованы как стандартные материалы: твердые сплавы Т15К6, КНТ16, ВК6; так и специально разработанный нами композиционный сплав TiB-B4C-TiN. Фазовый состав композиционных сплавов в зависимости от параметров получения приведен в таблице 1.
Таблица 1. Фазовый состав композиционного материала TiB 2 -B 4 C-TiNi при различных температурах спекания и времени изотермической выдержки
|
Состав электрода |
Режим спекания |
Фазовый состав электрода |
Фазовый состав покрытия |
|
|
Т спек., 0 C |
t спек., мин. |
|||
|
(TiB 2 -TiNi10%) +B 4 C 5% |
1350 |
30 |
TiB 2 ; TiNi; TiNi 3 следы Ni 3 B;B 4 C; |
TiB 2 ; α-Fe; Fe 2 B; следы Fe 3 Ni 3 B |
|
1450 |
30 |
TiB 2 ; TiNi; Ni 3 B; следы TiC |
TiB 2 ; α-Fe; TiNi; следы NiB |
|
|
1550 |
30 |
TiB 2 ; Ni 3 B следы TiC; TiNi; TiNi 3 |
TiB 2 ; α-Fe; NiB; следы Fe 2 Ti BN |
|
|
1450 |
90 |
TiB 2 ; NiB; следы TiNi; TiC; |
TiB 2 ; α-Fe; NiB; следы Fe 2 B |
|
|
(TiB 2 -TiNi20%) +B 4 C15% |
1350 |
30 |
TiB 2 ; TiNi; TiNi 3 ; B B 4 C следы NiB; Ni 6 Ti 2 B |
TiB 2 ; α-Fe; TiNi; Ti 2 Ni; Следы (BN) 0,26 C 0,74 ; Fe 3 Ni 3 B |
|
1450 |
30 |
TiB 2 ; TiNi; Ni 6 Ti 2 B; B B 4 C; следы NiB |
TiB 2 ; α-Fe; TiNi; следы (BN) 0,26 C 0,74 ; NiB |
|
|
1550 |
30 |
TiB 2 ; TiNi; Ni 6 Ti 2 B; NiB; следы B 4 C; TiC |
TiB 2 ; α-Fe; NiB; следы Ni 6 Ti 2 B; BN FeTi |
|
|
1450 |
90 |
TiB 2 ; NiB; TiC следы TiNi |
TiB 2 ; α-Fe; NiB; оксиды Fe |
|
Упрочнялись пластины из быстрорежущей стали Р6М5. Сравнительные испытания проводились при резании стали 40Х (закаленная) при скорости резанья 16 м/мин, в качестве эталона использовались такие же пластины из быстрорежущей стали Р6М5. Определялся износ пластин, шероховатость упрочненного слоя на пластинах, шероховатость обрабатываемой поверхности в зависимости от параметров напыления (частоты источника питания, емкости (энергии) разряда).
Работа выполнялась в три этапа. Режимы и материалы упрочнения приведены в таблице 2. На первом этапе было проведено предварительное определение области оптимальных параметров процесса ЭИЛ, внутри которых можно получить работоспособное покрытие. В качестве параметров оптимизации были выбраны частота источника питания, емкость (энергия) разряда, напряжение, состав композиционного материала. В результате работы на первом этапе была определена область оптимальных параметров (U=100 В, частота 1,37-22 кГц, емкость 1-6 мкФ, энергия 0,01-0,06 Дж). Композиционный материал: (TiB 2 –TiNi20%)+B 4 C 15 15%, Т сп =1450 о С, t сп =90 мин, а также твердый сплав ВК6.
На втором этапе работы в качестве параметров оптимизации использовалось уже непосредственно технологические параметры процесса резанья (износ режущей пластины на передней и задней поверхностях, шероховатость пластины после ЭИЛ, шероховатость обрабатываемой поверхности после резания). Показано, что:
-
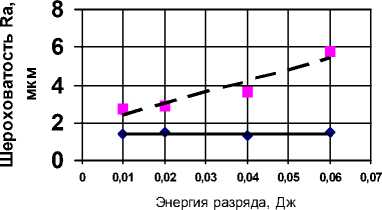
1) С ростом емкости (энергии) незначительно растет шероховатость как режущей пластины, так и обрабатываемой поверхности (см. рис. 3, 4), как для сплава T15K6, так и для TiB 2 -B 4 C15%-TiNi20%;
-
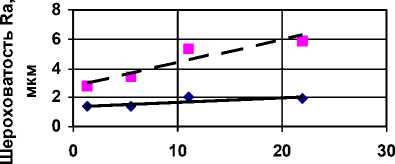
2) То же самое наблюдается при росте частоты (см. рис 1, 2);
-
3) Износ передней и задней поверхностей режущей пластины представлен в табл. 2 и рис 5-7; шероховатость детали после обработки представлена на рис.8.
По результатам, полученным на втором этапе, были определены оптимальные параметры и композиции с целью оптимизации технологических параметров процесса металлообработки, которые приведены в табл. 3 и на рис.5-7. Для эталона Р6М5 скорость износа не зависит от времени и составляет по задней поверхности ~0,8 мкм/с, по передней поверхности ~1 мкм/с.
Таблица 2. Режимы и материалы упрочнения
|
№ |
Материал |
C, мкФ |
f ип , кГц |
R рез , мкм |
R дет , мкм |
Износ, мкм |
|
1 |
Т15К6 |
1 |
2,75 |
1,415 |
2,89 |
190 |
|
2 |
Т15К6 |
3 |
2,75 |
0,88 |
4,97 |
220 |
|
3 |
Т15К6 |
6 |
2,75 |
1,26 |
3,33 |
480 |
|
4 |
Т15К6 |
2 |
1,37 |
1,376 |
2,78 |
200 |
|
5 |
Т15К6 |
2 |
5,5 |
1,35 |
3,43 |
230 |
|
6 |
Т15К6 |
2 |
11 |
2,026 |
5,34 |
214 |
|
7 |
Т15К6 |
2 |
22 |
1,868 |
5,92 |
360 |
|
8 |
TiB2-B4C15-Ni20 |
1 |
1,37 |
1,397 |
2,75 |
450 |
|
9 |
TiB2-B4C15 |
3 |
1,37 |
1,507 |
2,9 |
243 |
|
10 |
TiB2-B4C15 |
6 |
1,37 |
1,29 |
3,6 |
300 |
|
11 |
TiB2-B4C15 |
1 |
2,75 |
1,379 |
2,9 |
234 |
|
12 |
TiB2-B4C15 |
3 |
2,75 |
1,658 |
5,87 |
150 |
|
13 |
КНТ16 |
3 |
2,75 |
1,298 |
5,85 |
170 |
|
14 |
ВК6 |
3 |
2,75 |
1,437 |
3,04 |
500 |
Частота импульсов разряда, кГц
|
6 5 4 3 2 1 0 |
*** |
||||||
|
*-* |
|||||||
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07
Энергия разряда, Дж
Ra резца Ra детали
резца детали
Рис. 1. Влияние частоты импульсов разряда на шероховатость покрытия резца и детали (материал покрытия Т15К6)
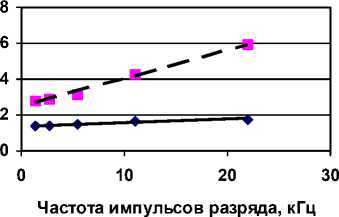
Рис. 3. Влияние емкости (энергии) разряда на шероховатость покрытия резца и детали (материал покрытия Т15К6)
Ra резца Ra детали
Рис. 2. Влияние частоты импульсов разряда на шероховатость покрытия резца и детали (материал покрытия TiB B 2 -B 4 C+TiNi20%)
Ra резца Ra детали
Рис. 4. Влияние емкости (энергии) импульсов разряда на шероховатость покрытия резца и детали (материал покрытия TiB 2 -B B 4 C15%+TiNi20%)
Таблица 3. Износ режущей пластины, мкм
|
Материал |
ип ., кГц |
С, мкФ |
Износ, мкм |
Ra, мкм |
||||||||
|
3 минуты |
6 минут |
11 минут |
||||||||||
|
ЗП |
ППН |
ППК |
З.П. |
ППН |
ППК |
З.П. |
ППН |
ППК |
||||
|
Т15К6 |
1,37 |
2 |
95 |
159 |
229 |
4,022 |
||||||
|
Т15К6 |
11 |
2 |
182 |
250 |
200 |
274 |
200 |
287 |
5,258 |
|||
|
TiB 2 -B 4 C15% +TiNi20% |
2,75 |
2 |
105 |
150 |
162 |
280 |
165 |
212 |
285 |
2,94 |
||
|
TiB 2 -B 4 C15% +TiNi20% |
5,5 |
1 |
119 |
187 |
135 |
218 |
154 |
167 |
220 |
225 |
3,178 |
|
|
ВК6 |
11 |
2 |
61 |
128 |
97 |
154 |
105 |
230 |
205 |
4,042 |
||
Показано, что во всех случаях износ и по передней поверхности и по задней поверхности не превышает 300 мкм за 11 минут. Обращает на себя внимание тот факт, что за первые 3 минуты износ составляет почти 2/3 от износа за 11 минут, т.е. с увеличением времени резания скорость износа уменьшается почти в 10 раз, что можно объяснить известным фактом разупрочнением поверхностного слоя в процессе ЭИЛ. Шероховатость обрабатываемой детали только в одном случае превысила 5 мкм (Т15К6).
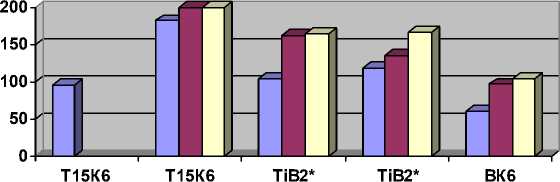
Рис. 5 . Износ задней поверхности режущей пластины, мкм
-
□ 3 минуты
-
□ 6 минут
-
□ 11 минут
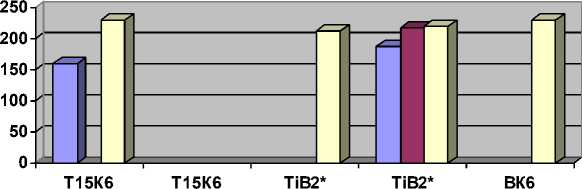
Рис. 6. Износ передней поверхности режущей пластины по радиусу, мкм
-
□ 3 минуты
-
□ 6 минут
-
□ 11 минут
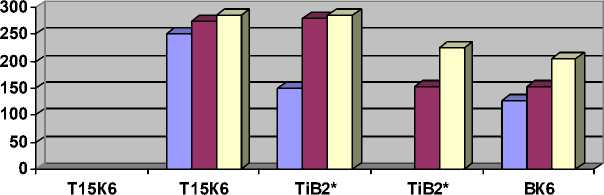
Рис. 7. Износ передней поверхности режущей пластины по канавке, мкм
-
□ 3 минуты
-
□ 6 минут
-
□ 11 минут
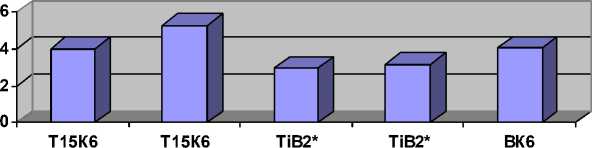
□ Ra де т.,мк м
Рис. 8. Шероховатость детали после обработки, мкм, * - TiB B 2 -B 4 C15%+TiNi20%
Выводы:
-
1. Определена область оптимальных параметров ЭИЛ пластин из быстрорежущей стали Р6М5.
-
2. Износостойкость упрочненных пластин по разработанному режиму намного превысила в разы износостойкость эталонных (не упрочненных) пластин.
-
3. Шероховатость упрочненных пластин не превышает 2 мкм, обрабатываемых поверхностей не превышает 6 мкм, что является удовлетворительным результатом.
-
4. Необходима дальнейшая оптимизация процесса ЭИЛ, как с целью уменьшения шероховатости поверхности режущего инструмента и обрабатываемой детали, так и увеличения износостойкости покрытия, а также исследовать влияние режимов резания и геометрии режущего инструмента. Можно с уверенностью ожидать повышения работоспособности режущего инструмента по завершении всего комплекса исследований в десятки раз при хорошей чистоте обрабатываемой поверхности.
DEVELOPMENT OF TECHNOLOGY OF ELECTROSPARK
ALLOYING THE FAST-CUTTING STEEL WITH HARD ALLOYS
ON THE BASIS OF INTRUSION PHASES
Maksim Fominyh, Senior Teacher
Dmitriy Muhinov, Engineer
Alexander Bopneruk, Post-graduate Student
Rivhat Valiev, Candidate of Technical Sciences, Associate Professor
Yuriy Vedishchev, Post-graduate Student
Andrey Shak, Candidate of Technical Sciences, Associate Professor
Andrey Ivanov, Student
