Разработка технологии получения металлических порошков из расплава серебра для 3D-печати

Автор: Масанский О.А., Безручко А.В., Казаков В.С., Токмин А.М., Пузин Е.Н.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 4 т.12, 2019 года.
Бесплатный доступ
Рассмотрена технология получения металлического порошка из расплава серебра, содержащего 99,9 % Ag, путем диспергирования расплава методом газового распыления с применением воды. Приведены результаты исследования опытных партий, показывающие взаимосвязь формы и размеров частиц порошка при разных углах разбиения струи расплава струей воды высокого давления.
Диспергирование, металлический порошок, серебро, аддитивные технологии
Короткий адрес: https://sciup.org/146281207
IDR: 146281207 | УДК: 66-935.2 | DOI: 10.17516/1999-494X-0149
Development of technology and production of metal powder from molten silver for 3D-printing
The technology of producing metal powder from molten silver containing 99,9 % Ag, by dispersing the melt by gas atomization using water. The results of the study of experimental batches showing the relationship shapes and sizes of the powder particles at different angles partition melt jet stream of high pressure water.
Текст научной статьи Разработка технологии получения металлических порошков из расплава серебра для 3D-печати
В последнее время актуальным направлением современной промышленности является внедрение технологий, позволяющих сократить объем отходов, снизить трудозатраты, автоматизировать технологический процесс при получении изделий различного назначения. Основное направление – применение аддитивных технологий, которые позволяют обеспечить снижение веса, в несколько раз сократить время освоения новой продукции и изготовления прототипов, а также получить элементы сложной формы, которые невозможно произвести традиционными технологиями. Применение аддитивных технологий дает возможность снизить техногенную нагрузку на окружающую среду и повысить технико-экономические показатели [1].
Данная работа проводилась в рамках модернизации ОАО «Красцветмет». Продукты, производимые производственным циклом компании, преимущественно сосредоточены на применении традиционных методов изготовления изделий, включающих процессы литья, обработку металлов давлением и резанием, являющихся весьма трудоемкими и экономически затратными.
Рост количества технологических решений, позволяющих осуществлять 3D-печать, обусловлен массовым интересом к данному вопросу, доступностью современных технологий и материалов, дающих возможность конструировать, испытывать и использовать принтеры в опытных и производственных условиях.
Применяемые металлические порошки должны соответствовать технологическим условиям для 3D-печати. Основные требования, предъявляемые к металлическим порошкам для 3D-печати ювелирных изделий: форма, которая должна быть максимально приближена к сферической, и размер 15–100 мкм [2].
Технология получения металлического порошка
В данной работе рассмотрена технология получения металлического порошка путем диспергирования расплава методом газового распыления с применением воды, позволяющая получать литые металлические порошки размером от 20 до 2000 мкм. Принцип технологии (рис. 1 а ) заключается в подаче струи расплавленного металла толщиной от 1–5 мм и разбиении ее водой высокого давления с четырех сторон под углом 20–60 º.
Применение воды для разбиения струи расплавленного металла обусловлено одним из недостатков метода газового распыления - наличием газовых пор в отдельных гранулах, образующихся в результате захлопывания газовых пузырьков в процессе распыления струи расплава.
Скорость водных потоков, направляемых на расплав, составляет 100–150 м/с при давлении до 15-25 МПа и скорости охлаждения 103-104 °/с. Более высокая плотность воды по сравнению с газами, применяемыми для распыления, приводит к увеличению кинетической энергии разбивающего потока. Действие сил поверхностного натяжения определяет сферическую форму частиц.
Угол подачи разбивающей воды высокого давления является основным параметром процесса, который определяет размер и форму частиц порошка.
Для проведения исследований было использовано серебро высокой чистоты – 99,99 %.
Температура плавления серебра 961,9 °С. В связи с тем что перегрев расплава является важным составляющим процесса, была определена температура разливки, равная 1200 °С. Для
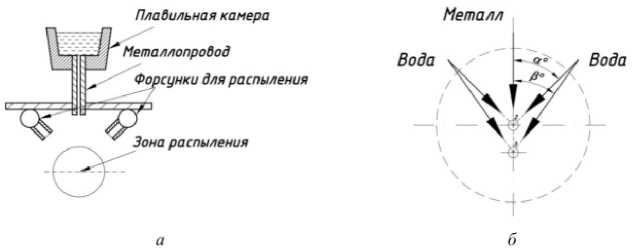
Рис. 1. Технология получения металлического порошка путем диспергирования расплава: а – схема диспергирования расплава; б – схема направления форсунок
Fig. 1. Technology for producing metal powder by dispersing the melt: a – the scheme of dispersion of melt; б – the scheme direction nozzle исключения кристаллизации металла в сливном тигле и в металлопроводе тигель был нагрет до температуры 1000 °С. Отверстие слива в тигле 2 мм.
Получение экспериментальных партий серебряного порошка было проведено при разных углах разбиения струи расплава струей воды высокого давления: первая партия - углы а = 35 ° , в = 45 ° , вторая партия - традиционная технология распыления, под углом а = в =45 ° , третья партия - двухстадийное дробление, а = 45 ° , в = 42 ° . Схема с углами наклона форсунок приведена на рис. 1 б .
Постоянные параметры получения – это температура расплава серебра перед разливом, давление воды, масса металла и отверстие слива.
Исследование опытных партий металлического порошка
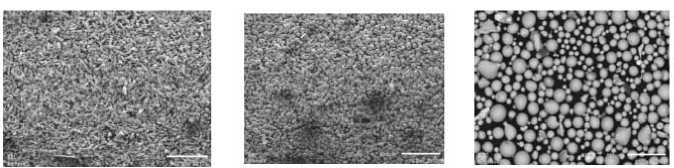
Проведение комплексного исследования опытных партий металлического порошка осуществлялось с применением следующих методик: микроскопический анализ – для определения формы и размера частиц; микрорентгеноспектральный анализ – для определения химического состава частиц с применением растрового электронного микроскопа JEOL 6610; ситовой анализ в соответствии с ГОСТ 183118-94 на ситах 0045, 01, 025, 05 – для определения гранулометрического состава на просеивающей машине RETSCH AS 200 BASIC. Проведенные металлографические исследования позволяют определить влияние угла разбиения струи расплава струей воды на форму и размер частиц порошка (рис. 2).
Средние диаметры частиц порошка различны в каждой опытной партии. В первой партии средний диаметр частиц 25,74 мкм, во второй – 30,463 мкм, в третьей – 22,22 мкм.
Наблюдается изменение формы частиц порошка в каждой партии. Частицы металлического порошка третьей партии имеют форму, максимально приближенную к сферической, с минимальными включениями частиц неправильной формы.
Образование частиц неправильной формы возможно при взаимодействии расплава с кислородом. Образование тугоплавких оксидных пленок влияет на процесс формообразования частиц, так как действие сил поверхностного натяжения, определяющих сферическую форму частиц, подавляется и формируются частицы неправильной (осколочной) формы с рельефной поверхностью.
×250
×50
×50
×500
х300
Х1200
а
б
в
Рис. 2. Форма и размер частиц порошка: а – первая партия; б – вторая партия; в – третья партия
Fig. 2. Shape and particle size measurements: a – the first batch; б – the second batch; в – third party
а бв
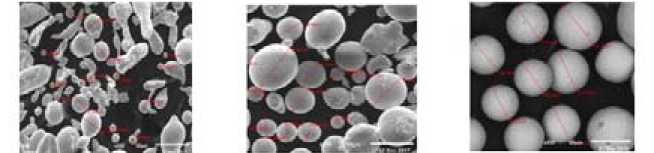
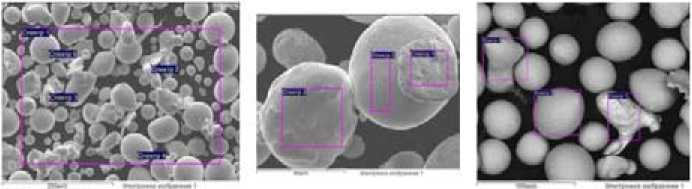
Рис. 3. Точечные спектры для определения химического состава частиц порошка: а – первая партия; б – вторая партия; в – третья партия
Fig. 3. Point spectra to determine the chemical composition of powder particles: a – the first batch; б – the second batch; в – third party
Проведенный микрорентгеноспектральный анализ позволил установить взаимосвязь между формой частиц металлического порошка и ее химическим составом. Результаты показали, что все частицы неправильной формы содержат кислород в количестве от 2 до 15 %. Это наблюдается во всех трех экспериментальных партиях металлического порошка (рис. 3, табл. 1).
В третьей партии получилось меньше частиц неправильной формы. Это связано с тем, что при заданных углах разбиения увеличивается площадь контакта струи расплава с водой высокого давления, вследствие чего процесс кристаллизации и сфероидизации происходит в среде расплав – вода.
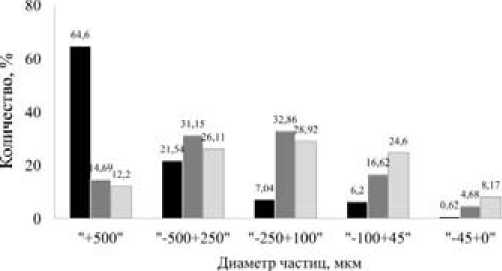
Результаты исследования экспериментальных партий металлического порошка методом ситового анализа приведены на рис. 4. Гранулометрический состав порошка, полученного при углах разбиения а = 35 ° и в = 45 ° , преимущественно состоит из частиц размером более 500 мкм (64,6 %). Средний размер частиц второй и третьей партий, углы разбиения которых составляют а = в = 45 ° и а = 45 ° , в = 42 ° соответственно, находится в пределах 500-45 мкм.
Таблица 1. Химический состав частиц металлического порошка
Table 1. The chemical composition of the metal powder particles
|
Спектр |
Первая партия |
Вторая партия |
Третья партия |
|||
|
Химический состав, % |
||||||
|
О |
Ag |
О |
Ag |
О |
Ag |
|
|
Спектр 1 |
10,18 |
89,51 |
11,2 |
88,75 |
14,2 |
85,74 |
|
Спектр 2 |
7,35 |
91,90 |
- |
99,27 |
- |
99,86 |
|
Спектр 3 |
3,82 |
96,41 |
2,13 |
97,71 |
2,87 |
97,1 |
|
Спектр 4 |
- |
99,16 |
- |
- |
- |
- |
|
Спектр 5 |
- |
99,73 |
- |
- |
- |
- |
В Марш* I
■ I lapTiu 2
Парии 3
Рис. 4. Гранулометрический состав экспериментальных партий металлического порошка
Fig. 4. Granulometric composition of experimental batches of metal powder
Выводы
Проведенные комплексные исследования показали, что получение металлического порошка при углах разбиения а = в = 45 ° и а = 45 ° , в = 42 ° обеспечивает получение частиц, гранулометрический состав которых находится в диапазоне 500–45 мкм, при этом углы разбиения а = 45 ° , в = 42 ° позволяют получать металлический порошок с наибольшей долей частиц сферической формы.
Список литературы Разработка технологии получения металлических порошков из расплава серебра для 3D-печати
- Баева Л.С., Маринин А.А. Современные технологии аддитивного изготовления объектов. Вестник МГТУ, 2014, 17(1), 7-12
- Лыков П.А., Сафонов Е.В., Шульц А.О. Механизм формирования частиц порошка при диспергировании расплавов различных металлов. Металлург, 2013(3), 84-87
