Разработка технологий газолазерной резки в струе кислорода и азота для производства изделий авиа- и ракетостроения

Автор: Хайруллина Л.Р.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Статья в выпуске: 1-5 т.16, 2014 года.
Бесплатный доступ
Приводятся экспериментальные результаты по определению предельных возможностей по скорости газолазерной резки с активным и нейтральным технологическим газом (кислородом и азотом) при различной толщине обрабатываемых материалов. Выявлено, что наибольший эффект по увеличению скорости газолазерной резки достигается с ростом толщины материала при использовании кислорода, так как в энергетический баланс при этом добавляется теплота химической реакции от сгорания титана ОТ4 в среде активного газа.
Титан, газолазерная резка, баланс мощности, кислород, азот, сопло
Короткий адрес: https://sciup.org/148203000
IDR: 148203000 | УДК: 621.9.014.5
Development the technologies of laser cutting in oxygen and nitrogen flow for aircraft and rocket production
The experimental results on determination the maximum possibilities of gas-laser cutting speed with active and neutral process gas (oxygen and nitrogen) at different thickness of workpiece materials. It was revealed that maximum effect of increasing the speed of gas laser cutting is achieved with increasing material thickness at use of oxygen, as an energy balance in this case is added to the chemical reaction heat from the combustion of titanium OT4 active gas environment.
Текст научной статьи Разработка технологий газолазерной резки в струе кислорода и азота для производства изделий авиа- и ракетостроения
Применение титана в современной аэрокосмической технике и авиастроении обусловлено сочетанием его малого удельного веса с высокой прочностью и коррозионной стойкостью. При механической обработке титана традиционными методами его преимущество по прочности оборачивается недостатком - большой трудоемкостью и, следовательно, высокой стоимостью обработки. Титановые сплавы получили широкое применение в авиации, ракетной технике, судостроении, химической и других отраслях промышленности. Их используют для обшивки сверхзвуковых самолетов, изготовления деталей конструкций реактивных двигателей (дисков и лопаток компрессора, деталей воздухозаборника и прочих), корпусов ракетных двигателей второй и третей ступени, баллонов для сжатых газов, обшивки морских судов, подводных лодок и так далее.
Практическое значение для применения титана в промышленности приобретают новые макротехнологии обработки материалов, например, газолазерная резка (ГЛР), которая обеспечивает более высокую производительность процесса резки и точность обработки по сравнению (например, с плазменной резкой), а также обладает рядом существенных преимуществ с гидроабразивной резкой. Лазерная технология на сегодняшний день стала одной из приоритетных технологий в обработке материалов в авиа- и ракетостроении, а также обработке информации, в биологии, медицине и научных исследованиях.
Лазерная обработка материалов (резка, сварка, сверление отверстий, маркировка, модификация поверхности) имеет ряд достоинств перед традиционными технологиями:
-
• высокая производительность и автоматизация процессов, точность обработки;
-
• быстрая окупаемость капитальных затрат на оборудование, особенно в связи с появлением на рынке волоконных лазеров, имеющих высокий КПД, надежность и большой ресурс.
Лазерная резка основана на процессах, возникающих вследствие теплового воздействия лазерного излучения: плавление, испарение мАтериала и удаление жидкого расплава из зоны обработки. В настоящее время в промышленности и в частных компаниях используются технологии газолазерной резки (до 50%). Остальные приходятся на технологии сварки, поверхностной обработки, маркировки, пробивки отверстий, модификации поверхности и другие.
Цель исследования: экспериментальное определение возможностей лазерной резки при сохранении оптимальных параметров ГЛР по скорости резки и толщине листовых образцов – пластин титанового сплава ОТ4 с использованием в качестве технологических газов кислорода (О2 - 99,994%) и (N 2 - 99, 997%) высокой чистоты.
Проведение экспериментальных исследований и оценка вклада тепла от горения окислов титана. Эксперименты проводились на лазерном технологическом комплексе ЛТК-3 [1], основу которого составлял СО2-лазер с неустойчивым резонатором номинальной мощностью 5 кВт. Резка проводилась при мощности от 1÷2,6 кВт. Газооптическая головка выполнена по двухсопловой схеме: лазерное излучение проходит через срез центрального конического сопла
(d c = 2÷3 мм), а технологический газ – кислород или азот, через внешние кольцевые сопла. Варьируя диаметр фокального пятна (d f = 0,3÷0,6 мм), давление и расход газов (O 2 и N 2 ) получали оптимальные режимы резки. За критерий качества реза принималась минимальная шероховатость поверхности реза Rz и отсутствие грата.
Порядок проведения эксперимента был следующим:
-
• на режиме 2 резка проводилась с кислородом при параметрах: мощности лазерного излучения от 1812 Вт до 2763 Вт, давления газа от 6,0·105 Па до 10,0·105 Па до 1 мм до 5 мм и при давлении газа от 8,0·105 Па до 11,0·105 Па до толщины 10 мм. При этом скорости резки экспериментально получены от 11 м/мин на толщине 1 мм до 3,3 м/мин на толщине 5 мм;
-
• на режиме 4 назначались такие же параметры резки, как на режиме 2, при этом скорости резки по толщине материала были существенно ниже (см. рис.1);
-
• на режиме 3 для повышения скорости резки с азотом была увеличена мощность лазерного излучения в отличие от режима 2 с 2881 Вт до 3093 Вт и повышении давлениях газа с 12·105 Па до 18·105 Па. При этом скорости резки
экспериментально получены от 10,5 м/мин на
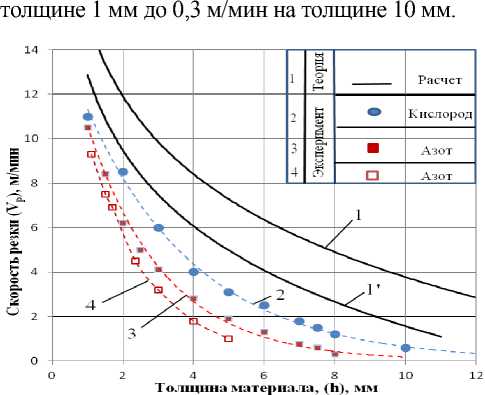
Рис. 1. Зависимость скорости ГЛР от толщины титана ОТ4 при использовании технологических газов: кислорода и азота: (1, 1'- расчет, 2 – кислород, 3, 4 – азот)
На рис. 1 приведены области предельных значений производительности процесса (скорости резки). Видно, что с увеличением толщины материала скорость резки падает как в среде кислорода, так и в среде азота. Так как при резке с кислородом добавляется энергия (теплота) от сгорания титана (режим 2), производительность ГЛР выше, чем на режимах 3 и 4 с азотом.
На основе проведенных экспериментов, представленных на рис. 1, получено, что кривая 2 соответствует лазерной резке с кислородом, а кривые 3, 4 – с азотом. Отличие режимов резки заключалось в том, что в экспериментах мощность лазерного излучения и давление технологического газа на режимах 2 и 4 были одинаковыми по толщине листов от 1 мм до 5 мм. Видно, что резка с кислородом (рис. 2) в исследованном диапазоне по толщине обрабатываемого материала выше, чем при резке с азотом в 1,2 до 2,7 раз. Чтобы повысить скорость резки с азотом (режим 3) в экспериментах увеличивали давление технологического газа и мощность лазерного излучения, что привело к росту скорости резки и расширению диапазона по толщине листа до 10 мм за счет более эффективного выдува жидкого расплава из узкой щели лазерного реза. В результате кривая 3 (рис. 1) приблизилась к кривой 2 в исследованном диапазоне толщин до 10 мм (см. рис. 2) до 3,5 раз.
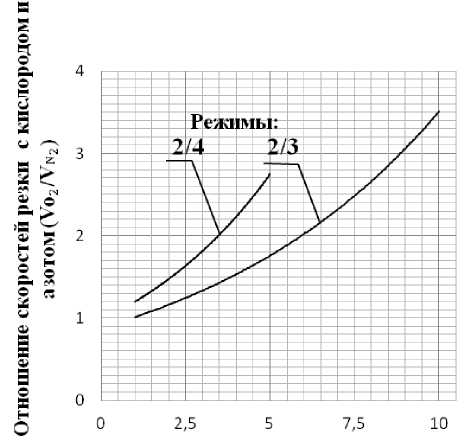
Толщина материала (h), мм
Рис. 2. Соотношение скоростей резки Vo 2 /V N2 при различной толщине образца.
Применение кислорода в качестве технологического (режущего газа) способствует предварительному окислению металла в зоне лазерного излучения. Это приводит к увеличению поглощательной способности лазерного излучения и увеличению теплового вклада от сгорания окислов металла.
Вклад мощности экзотермической реакции окисления титана Р Ti определяли из уравнения:
P Ti = b h V p ρ (E O2 /M Ti )
где E O2 – энергия экзотермической реакции (924 кДж/моль), [2]; b – ширина реза (0,15÷0,28 мм); h
– толщина образца (1,0÷10 мм); V p – скорость резки (11÷0,3) м/мин); ρ – плотность материала (4,5×10-3 г/мм3); M Ti – молярная масса (47,9 г/моль) [3].
Энергетическая эффективность ГЛР с кислородом рассчитывалась на основе баланса энергий [4]. Расчетная кривая 1 получена в предположении, что 100% кислорода участвует в реакции окисления с металлом. В реальном процессе резки участвует лишь доля кислорода, т.к. кислород соприкасается с металлом, в основном, с поверхностью фронта реза. Используя данные [2], и приняв, что только 30% кислорода, окисляя металл, вносит вклад в полный энергетический баланс (кривая1'). При этом расчет удовлетворительно соответствует экспериментальным данным (рис.1, кривая 1'). Полученные экспериментальные и научные результаты будут способствовать активному внедрению в производство аэрокосмической техники высокопроизводительного и малоотходного процесса газолазерной резки.
Выводы:
-
1. Газолазерная резка с кислородом позволяет повысить производительность технологической операции, обеспечить высокое
-
2. При одинаковых параметрах проведения процесса ГЛР скорость резки с азотом падает по сравнению со скоростью резки с азотом на толщине 5 мм в 2,7 раза.
-
3. Увеличение мощности лазерного излучения и давления технологического газа привело к росту скорости резки в 3,5 раза и расширению диапазона по толщине листа до 10 мм за счет более эффективного выдува жидкого расплава из узкой щели лазерного реза.
качество обработки труднообрабатываемого материала – титана ОТ4.
Список литературы Разработка технологий газолазерной резки в струе кислорода и азота для производства изделий авиа- и ракетостроения
- Смородин, Ф.К. Лазерная резка конструкционных материалов большой толщины/Ф.К. Смородин, А.М. Тощев, В.А. Точилкин//Авиационная промышленность. 1991. №5. C. 29-31.
- Pawell, J. Laser-oxygen cutting of mild steel: The thermodynamics of the oxidation reaction/J. Pawel, D. Petring, R.V. Kumar et al./J. Phys. D: Appl. Phys. 2009. Vol. 42. P. 15504-15514.
- Чиркин, В.С. Теплофизические свойства материа-лов ядерной техники. -М.: Атомиздат, 1968. 485 с.
- Olsen, F. Fundamental mechanism of cutting front formation in laser cutting//SPIE. 1994. Vol. 2107. P. 402-413.
