Разработка типовых технологических переходов для системы автоматизированного проектирования процессов

Автор: Кобелев С.А., Данилов Г.И., Ширялкин А.Ф.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.12, 2010 года.
Бесплатный доступ
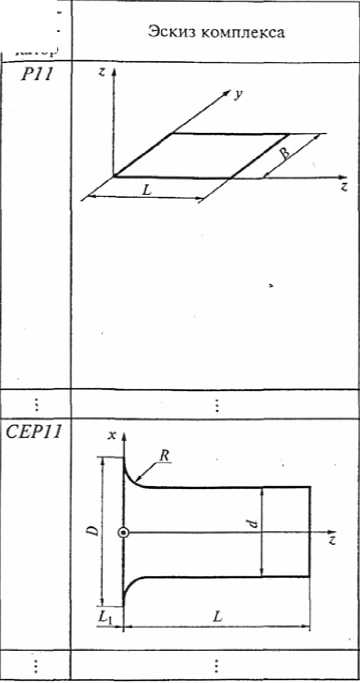
В статье приводятся образцы типовых технологических переходов для организации автоматизированного проектирования технологических процессов в пакетном режиме по методу синтеза. Приводится сетевой график множества типовых технологических переходов для обработки фрезерованием, шлифованием или протягиванием такого геометрического элемента, как открытая плоская поверхность (Т-комплекс Р11).
Технологические переходы, автоматизированное проектирование, синтез, сетевой график, открытая плоская поверхность
Короткий адрес: https://sciup.org/148199402
IDR: 148199402 | УДК: 621.058.013.8
Development of typical technological transitions for system of automation of designing of processes
In clause samples of typical technological transitions for the organization of the automated designing technological processes in a batch mode on a method of synthesis are resulted. The network schedule of set of typical technological transitions for processing by milling or grinding of such geometrical element, as the open flat surface (Ф-complex Р11) is resulted.
Текст научной статьи Разработка типовых технологических переходов для системы автоматизированного проектирования процессов
Тел. (8422) 20-96-96.
Данилов Георгий Иванович, ассистент кафедры “Самолетостроение”.
или схем установки заготовок. Порядок следования макетов операций устанавливают на основе разделения технологического процесса на этапы (см. табл. 2).
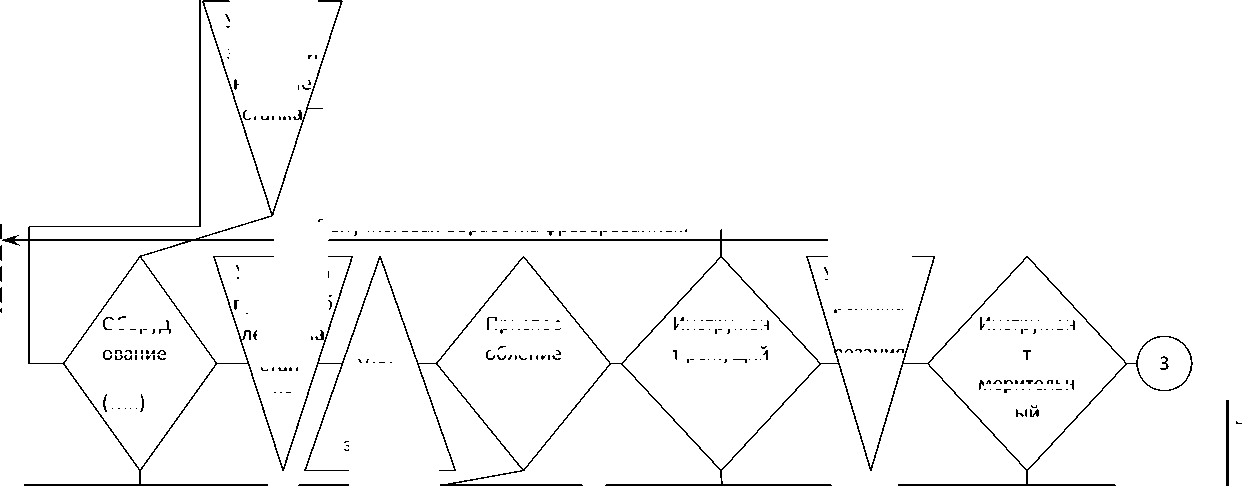
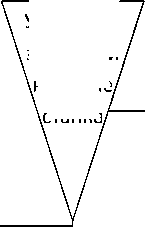
Обработка Т-комплекса Р11 может быть осуществлена фрезерованием, строганием, шлифованием, протягиванием и т.д. На рис. 1 представлен сетевой график множества типовых технологических переходов B, C, D,… N, состоящий из ряда приемов и настроек, например, В, В1, В2, В3. Каждый прием состоит из совокупности элементарных действий C1(1), C1(2) и т.д.
Авторы поставили целью разработку множества типовых технологических переходов (ТТП) для организации автоматизированного проектирования технологических процессов в пакетном режиме по методу синтеза. Ветвь такого сетевого графика обработки фрезерованием на черно-
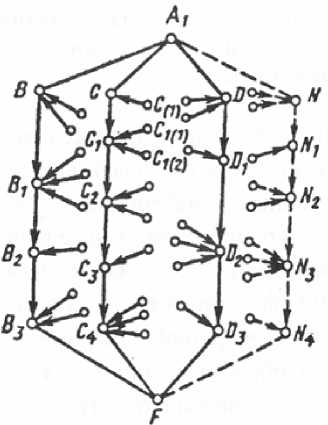
Рис. 1. Сетевой график множества типовых технологических переходов
Таблица 1. Фрагмент каталога Т-комплексов
Идентификатор
Технологические методы
Фрезерование цилиндрическое
Шлифование (прямоугольный стол)
Накатывание
Фрезерование торцевое
Шлифование (круглый стол)
Притирка
Строгание Протягивание Шабрение
Обтачивание
Притирка
Шлифование абразивной лентой
Шлифование круглое Продольное шлифование круглое врезное
Тип производства

Примечание. Е, МС, С — соответственно единичный, мелкосерийный, серийный типы производства; « — все типы производства.
Таблица 2. Характеристика и задачи этапов технологического процесса
|
Наименование этапов |
Точность размеров |
Технологические задачи |
|
Заготовительный |
JT>14 |
Обеспечение качества исходной заготовки |
|
Черновой |
12 |
|
|
Получистовой |
9 |
Формообразование основных и второстепенных поверхностей |
|
Чистовой |
7 |
|
|
Отделочный |
JT<7 |
Достижение заданных показателей качества детали (в комплексе) |
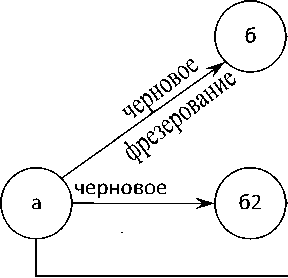
получистовое фрезерование
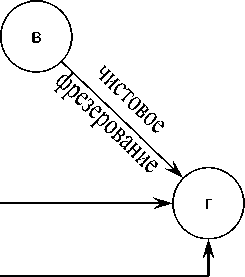
чистовое
протягивание
Рис. 2. Сетевой график обработки Т-комплекса Р11

Констру
ктивны
е
параме
тры
Заго
товк
а
Черновая обработка фрезерованием
|
Код |
Обозн. |
Параметр |
Квал. точн. |
Шерох, Ra,мкм |
|
1пр |
B |
Ширина плоскости |
||
|
2пр |
L |
Длина плоскости |
||
|
3пр |
PRL |
Отклонение от параллельности |
|
Код |
Обозн. |
Параметр |
Квал. точн. |
Шерох, Ra,мкм |
|
B |
Ширина плоск. |
IT<14 |
Ra<20 |
|
|
L |
Длина плоск. |
IT<14 |
Ra<20 |
|
|
PRL |
Отклонение от параллельности |
IT<14 |
Ra<20 |
|
|
X |
Выдерживаемый размер |
IT<14 |
Ra<20 |
Обору
дован
ие
Установка
, заготовки
।а столе
: танка Уста-
новка
заготов-
Установка
режима
|
Присп\ |
/ инстру \ |
\резания |
/ Инструм |
|
особл у |
/ мент |
ент |
|
|
ение / |
\ режущ |
ч мерител |
|
|
\ ий / |
\ ьный , |
|
\ Размерна |
Фрезер |
\Контроль/ |
|
\ я |
ование |
параметре |
|
\ 'настройка |
(черно |
\ в |
|
\\ станка/--- |
вое) |
Констру
ктивные
парамет

|
Код |
Характерис. заготовки |
Квал. точн. |
Шерох, Ra,мкм |
|
1п |
Штамповка |
16 |
240 |
|
2п |
Поковка |
19 |
320 |
|
3п |
Отливка |
18 |
320 |
|
4п |
Материал |
|
Тип станка |
Код |
|
Универ.конс.гориз.фрез. |
|
|
Шир.универ.конс.гориз.фрез. |
|
|
Шир.универ.бесконс.фрез. |
|
|
Конс .вертик.фрез. |
|
|
Бесконс.вертик.фрез. |
|
|
Бесконс.горизонт.фрез. |
|
|
Продольно-фрезерный |
|
|
Карусельно-фрезерный |
|
Тип приспособления |
Код |
|
Универс.присп.(тиски) |
|
|
Универс.сборное присп. |
|
|
Сборно-разборное присп. |
|
|
Групповое переналажив. |
|
|
Специальное присп. |
|
Вид инструмента |
Код |
|
Фреза филиндрич. |
|
|
Фреза торцовая |
|
|
Фреза концевая |
|
Вид инструмента |
Код |
|
Штангенциркуль |
|
|
Скоба специальная |
|
|
Спец.инструмент |
Известия Самарского научного центра Российской академии наук, т. 12, №4(2), 2010
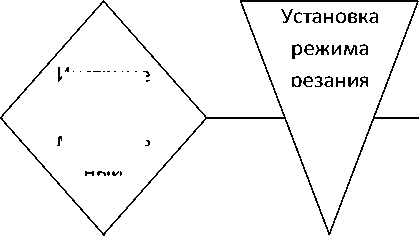
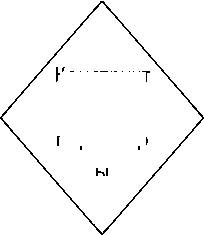
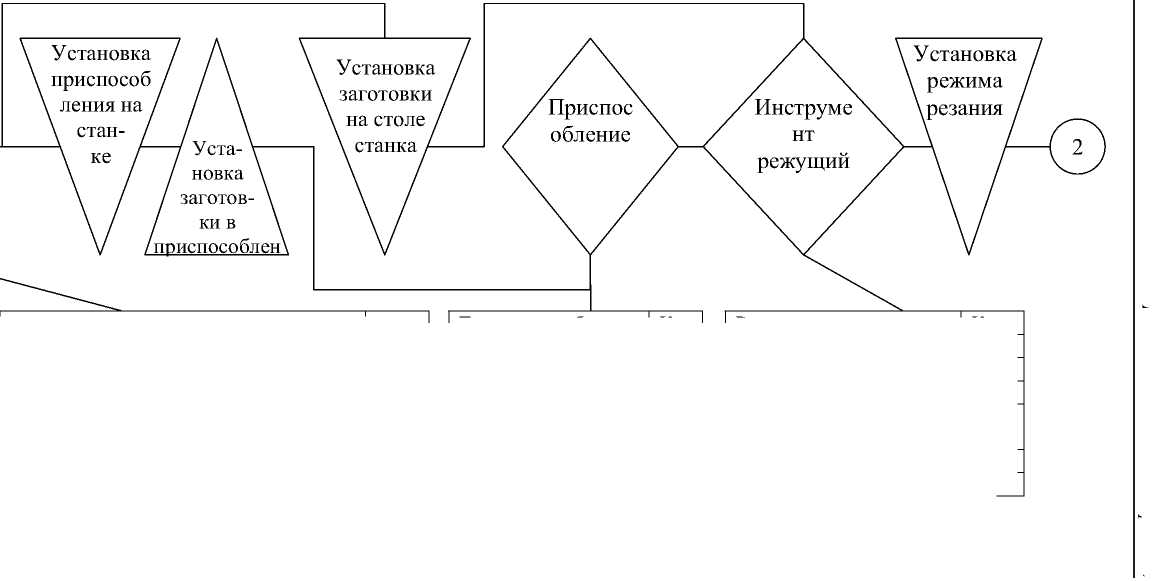
Рис. 3. Ветвь сетевого графика или типовой технологический переход обработки фрезерованием Т-комплекса Р11

Конструктивн ые
Параметры
|
Код |
Обознач ение |
Параметр |
Квал. точн. |
Шерох, Ra,мкм |
|
B |
Ширина плоскости |
|||
|
L |
Длина плоскости |
|||
|
PRL |
Отклонение от параллельности |
|||
|
X |
Размер |
Установка заготовки на столе станка
Установка режима
Инструмен мерительн
(тип)
Приспос обление
Оборуд ование
Инструмен т режущим
Уста- новка заготов-
Получистовая обработка фрезерованием
Установка приспособ ения на
стан-
Тип станка _____________
Универ.конс.гориз.фрез.
Шир .универ.бесконс.фрез.
Конс.вертик.фрез. _________
Бесконс.горизонт.фрез.
Продольно-фрезерный
Код
Тип приспособления Универс.присп.(тиски) Универс.сборное присп. Сборно-разборное присп. Групповое переналажив. Специальное присп.
Код
Вид инструмента Фреза филиндрич. Фреза торцовая Фреза концевая
Код
Вид инструмента Штангенциркуль Стенкомер _____ Спец.инструмент
Код
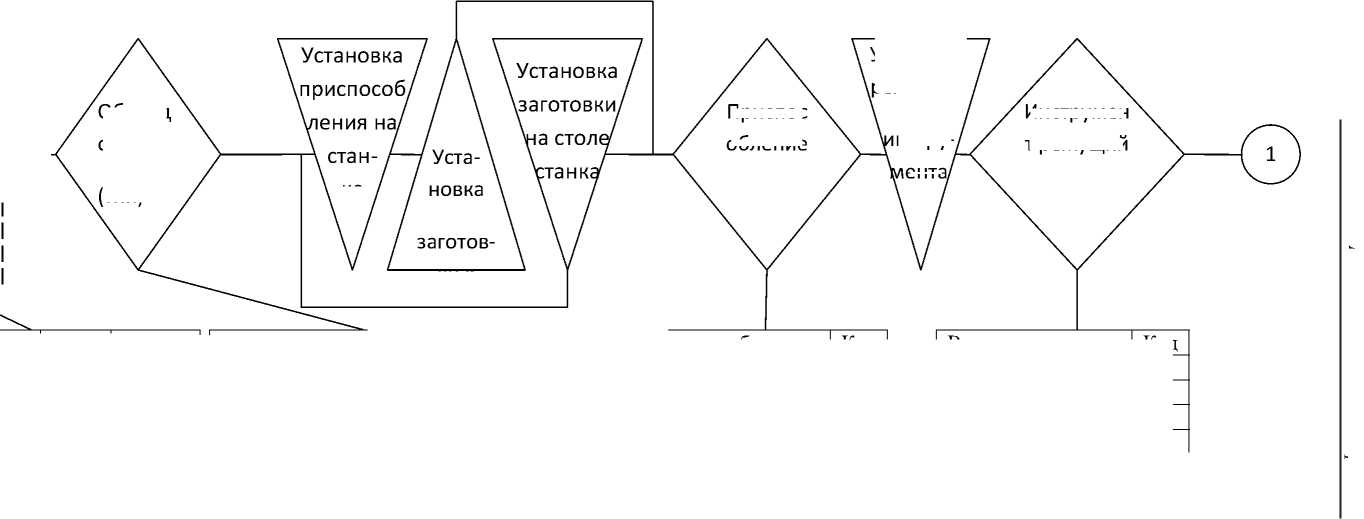
Рис. 4. Ветвь сетевого графика или типовой технологический переход получистовой обработки фрезерованием Т-комплекса Р11
Механика и машиностроение

Размерная настройка станка
Фрезерование
получистовое
|
Код |
Обозн. |
Параметр |
Квал. точн. |
Шерох, Ra,MKM |
|
B |
Ширина плоскости |
IT<11 |
Ra<5 |
|
|
L |
Длина плоскости |
IT<11 |
Ra<5 |
|
|
PRL |
Отклонение от параллельности |
IT<11 |
Ra<5 |
|
|
X |
Размер |
IT<11 |
Ra<5 |
Получистовая обработка фрезерованием
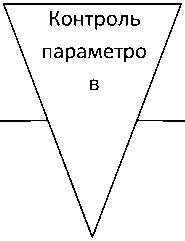
Контроль параметро
Конструкт ивные
параметр

Рис. 5. Ветвь сетевого графика или типовой технологический переход получистовой обработки фрезерованием Т-комплекса Р11. Продолжение
Известия Самарского научного центра Российской академии наук, т. 12, №4(2), 2010

Конструктивн ые
параметры
|
Код |
Обознач ение |
Параметр |
Квал. точн. |
Шерох, Ra,мкм |
|
B |
Ширина плоскости |
|||
|
L |
Длина плоскости |
|||
|
PRL |
Отклонение от параллельности |
Установка заготовки на столе станка
Чистовая обработка фрезерованием
Размерная
Установка режима настройка ения на стан-
Инструмен
(тип)
Приспос обление
Инструмен т режущий
Оборуд ование мерительн ыи
Уста- новка заготов-
Установка приспособ
Тип станка _____________
Универ.конс.гориз.фрез.
Шир.универ.бесконс.фрез.
Конс.вертик.фрез. ________
Бесконс.вертик.фрез. _____
Продольно-фрезерный
Код
Тип приспособления Универс.присп.(тиски) Универс.сборное присп. Универс.наладочн.присп. Специальное присп.
Код
Вид инструмента Фреза филиндрич. Фреза торцовая Фреза концевая
Код
Вид инструмента Штангенциркуль Стенкомер _____ Спец.инструмент
Код
Рис. 6. Ветвь сетевого графика или типовой технологический переход чистовой обработки фрезерованием Т-комплекса Р11
Механика и машиностроение
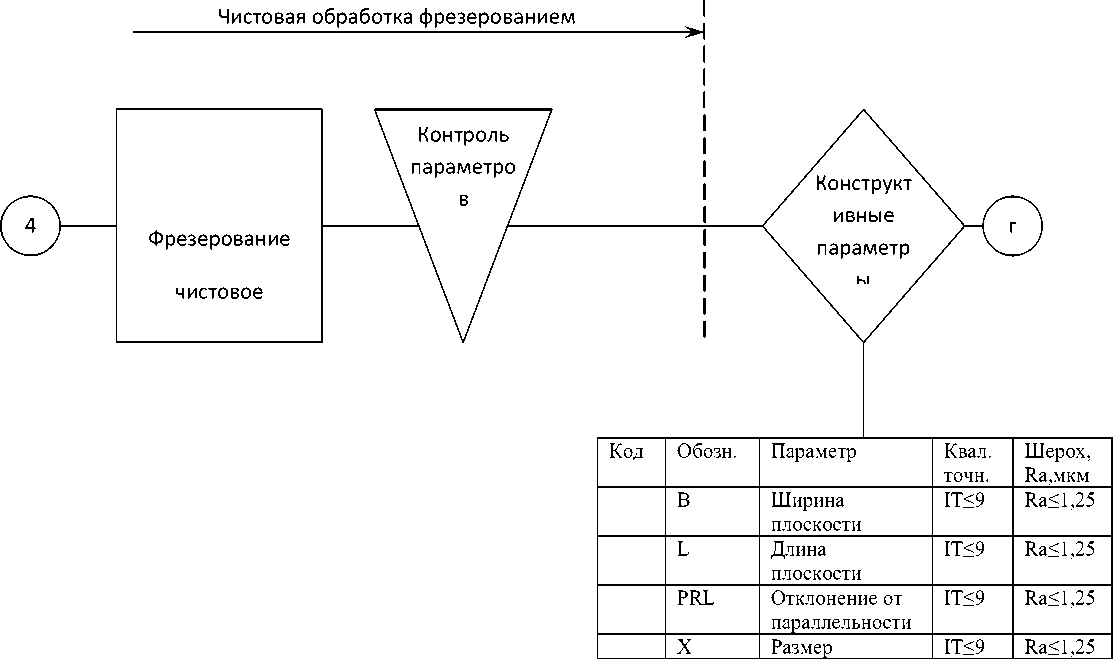
Рис. 7. Ветвь сетевого графика или типовой технологический переход чистовой обработки фрезерованием Т-комплекса Р11 Продолжение
Известия Самарского научного центра Российской академии наук, т. 12, №4(2), 2010

Констру ктивные
парамет ры
Заготов
ка
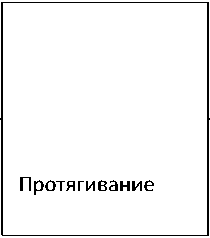
Обработка протягиванием
|
Код |
Обозн. |
Параметр |
Квал. точн. |
Шерох, Ra,мкм |
|
B |
Ширина плоскости |
|||
|
L |
Длина плоскости |
|||
|
PRL |
Отклонение от параллельности |
Установка режущего
Приспос обление
Инструмен т режущий нстру- ента
Механика и машиностроение
Код
Код
Код
Рис. 8. Ветвь сетевого графика или типовой технологический переход обработки протягиванием Т-комплекса Р11
Вид инструмента Протяжка плоская Протяжка сборная
Тип приспособления Универс.присп.(тиски) Специальное присп.
Оборуд ование
( тип )
|
Код |
Характерис. заготовки |
Квал. точн. |
Шерох, Ra,мкм |
|
Штамповка |
16 |
240 |
|
|
Поковка |
19 |
320 |
|
|
Отливка |
18 |
320 |
Тип станка ______________
Горизонтально-протяжной Вертикально-протяжной
Обработка протягиванием

Код
Вид инструмента Штангенциркуль Микрометр ____ Спец.инструмент
Инструме нт
меритель
Конструкт ивные
параметр

|
Код |
Обозн. |
Параметр |
Квал. точн. |
Шеро Ra,мк |
|
B |
Ширина плоскости |
IT<10 |
Ra<5 |
|
|
L |
Длина плоскости |
IT<10 |
Ra<5 |
|
|
PRL |
Отклонение от параллельности |
IT<10 |
Ra<5 |
|
|
X |
Выдерживаемый размер |
IT<10 |
Ra<5 |
Рис. 9. Ветвь сетевого графика или типовой технологический переход обработки протягиванием Т-комплекса Р11. Продолжение
Известия Самарского научного центра Российской академии наук, т. 12, №4(2), 2010

Констр уктивн ые
параме тры
Загото
вка
Черновая обработка шлифованием
|
Код |
Обозн. |
Параметр |
Квал. точн. |
Шерох, Ra,мкм |
|
B |
Ширина плоскости |
|||
|
L |
Длина плоскости |
|||
|
PRL |
Отклонение от параллельности |
|||
|
X |
Размер |
Оборуд ование (тип)
|
Код |
Характерис. заготовки |
Квал. точн. |
Шерох, Ra,мкм |
|
Штамповка |
16 |
240 |
|
|
Поковка |
19 |
320 |
|
|
Отливка |
18 |
320 |
|
Механика и машиностроение
|
Тип станка |
Код |
|
Плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем |
|
|
Плоскошлифовальный с круглым столом и горизонтальным шпинделем |
|
|
Плоскошлифовальный с круглым столом и вертикальным шпинделем |
|
|
Тип приспособления |
Код |
|
Универсальное приспособление (тиски) |
|
|
Магнитная плита |
|
|
Вакуумное приспособление |
Специальное приспособление
|
Вид инструмента |
Код |
|
Круг шлифовальный ПП |
|
|
Круг шлифовальный ЧК |
|
|
Круг шлифовальный ЧЦ |
|
|
Сборный сегментный шлифовальный круг |
|
Рис. 10. Ветвь сетевого графика или типовой технологический переход черновой обработки шлифованием Т-комплекса Р11
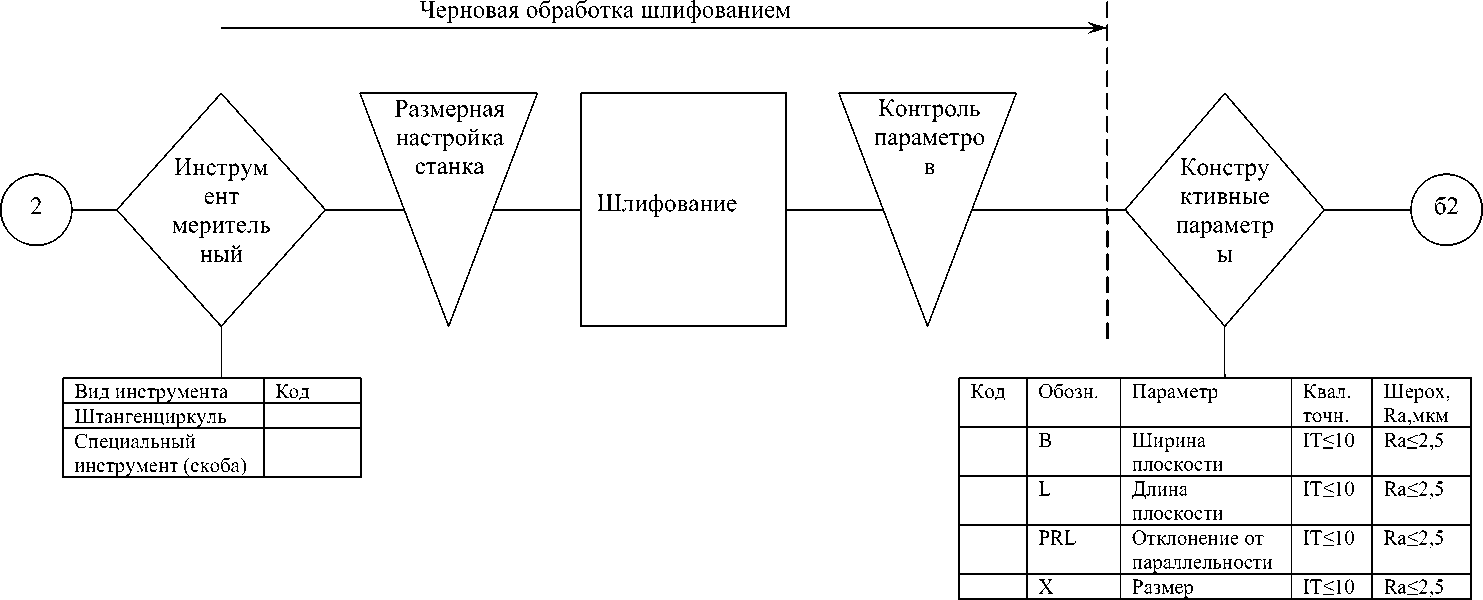
Рис. 11. Ветвь сетевого графика или типовой технологический переход черновой обработки шлифованием Т-комплекса Р11 Продолжение
Известия Самарского научного центра Российской академии наук, т. 12, №4(2), 2010
Чистовая обработка шлифованием


|
Код |
Тип станка |
|
Плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем |
|
|
Плоскошлифовальный с круглым столом и горизонтальным шпинделем |
|
|
Плоскошлифовальный с круглым столом и вертикальным шпинделем |
|
Код |
Тип приспособления |
|
Универсальное приспособление (тиски) |
|
|
Магнитная плита |
|
|
Вакуумное приспособление |
|
|
Специальное приспособление |
|
|
Код |
Вид инструмента |
|
Круг шлифовальный ПП |
|
|
Круг шлифовальный ЧК |
|
|
Круг шлифовальный чц |
Сборный
|
Код |
Вид инструмента |
|
Микрометр |
|
|
Скоба-калибр |
|
|
Специальный инструмент |
|
Рис. 12. Ветвь сетевого графика или типовой технологический переход чистовой обработки шлифованием Т-комплекса Р11
Механика и машиностроение
Чистовая обработка шлифованием

Шлифование (чистовое)
|
Код |
Обозн. |
Параметр |
Квал. точн. |
Шерох, Ra,MKM |
|
B |
Ширина плоскости |
IT<9 |
Ra<1,25 |
|
|
L |
Длина плоскости |
IT<9 |
Ra<1,25 |
|
|
PRL |
Отклонение от параллельности |
IT<9 |
Ra<1,25 |
|
|
X |
Размер |
IT<9 |
Ra<1,25 |
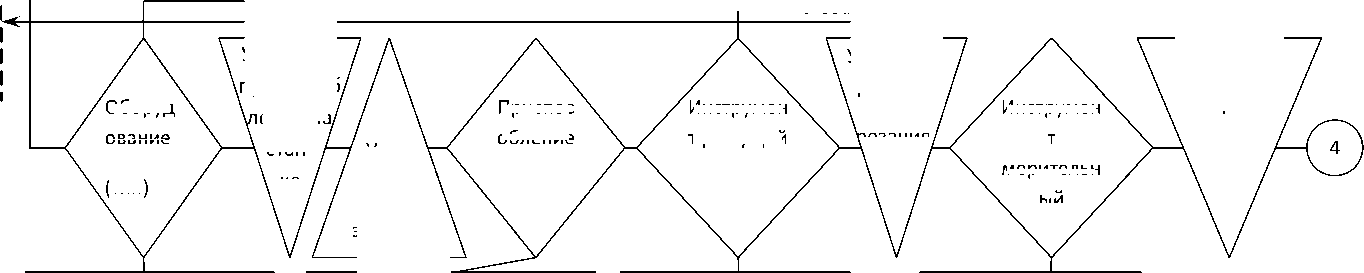
Рис. 13. Ветвь сетевого графика или типовой технологический переход чистовой обработки шлифованием Т-комплекса Р11. Продолжение
Известия Самарского научного центра Российской академии наук, т. 12, №4(2), 2010
вом этапе Т-комплекса Р11 представлена на рис. 3. ТТП получистового фрезерования см. рис. 4 с продолжением на рис. 5. ТТП чистового фрезерования на рис. 6 с продолжением на рис. 7. Вторая ветвь графика представлена протягиванием см. рис. 8 с продолжением на рис. 9. Третья ветвь графика представлена двумя переходами шлифования: ТТП чернового шлифования на рис. 10 с продолжением на рис. 11 и ТТП чистового шлифования на рис. 12 с продолжением на рис. 13. Множество технологических переходов или базовый технологический модуль составляет элементарный маршрут обработки комплексов, выполнение одного из вариантов которого приведет к образованию множества поверхностей данного Т-комплекса. Каждая ветвь типового технологического перехода позволяет получить определенный уровень качества. В зависимости от методов организации производства и требований качества к данной поверхности или сочетанию их в Т-комплексе выбирают удовлетворяющий требованиям типовой технологический переход. Для каждого базового технологического модуля определяют:
-
- идентификатор Т-комплекса, геометрическо-технологические параметры входящих в него поверхностей;
-
- порядковый номер базового технологичес-
- кого модуля, список входящих в него переходов;
-
- данные по типовым технологическим переходам: порядковый номер перехода в базовом технологическом модуле; используемый в переходе метод обработки; параметры качества заготовки до обработки в рассматриваемом переходе; параметры качества заготовки после обработки в рассматриваемом переходе; тип оборудования, задействованного в переходе; вид инструмента режущего и мерительного; возможные разновидности специального технологического оснащения или схем установки заготовок.
В ходе проектирования выбирают номер базового технологического модуля. Оптимальный вариант типового технологического перехода выбирают на основе сравнения ожидаемых затрат по вариантам укрупнённо, на основе, например, использования коэффициента машиночаса.
Данная работа проводится в интересах ЗАО “Авиастар СП” на инициативной основе для расширения функциональных возможностей САПР ТП “Темп”.
Список литературы Разработка типовых технологических переходов для системы автоматизированного проектирования процессов
- Кондаков А.И. САПР технологических процессов: учебник для студ. высш. учеб. заведений. М.: Изд. центр Академия, 2007. 272 с.
