Разработка высокотехнологичного производства высокооктановых компонентов моторного топлива из возобновляемого растительного сырья

Автор: Мусина Г.Ш., Линькова Т.С., Хабибрахманова О.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 2 (76), 2018 года.
Бесплатный доступ
В работе изучается разработка новых кислородсодержащих высокооктановых топливных композиций. Представлен краткий обзор сравнений основных показателей. Показана необходимость развития производства октаноповышающих присадок. Решением вопросов получения высокооктановых бензинов с использованием компонентов топлив, альтернативных нефтяным, может стать использование спиртов в качестве добавок к традиционному бензину, и в первую очередь этилового спирта, производимого из возобновляемых источников сырья. Поставленную цель можно осуществить с помощью моделирования технологических процессов. Пользуясь программным пакетом «UnisimDesign» произведено моделирование процесса получения изоамилового спирта. В основу универсальной системы моделирования «UnisimDesign» заложены общие принципы расчетов материально-тепловых балансов технологических схем. По рассчитанной схеме 1 выделяется один целевой продукт – изоамиловый спирт. Однако содержащийся в сивушных маслах бутанол также имеет широкое применение...
Присадка, сивушные масла, октаноповышающие присадки, изоамиловый спирт, бутанол
Короткий адрес: https://sciup.org/140238576
IDR: 140238576 | DOI: 10.20914/2310-1202-2018-2-264-269
Development of high-tech production of high-octane components of motor fuel from renewable vegetable raw materials
In work are studied development of new oxygen-containing high-octane fuel compositions. The short review of comparisons of the main indicators is presented. In this article is shown need of development of production of octane additives. Receiving high-octane gasolines with use of components of the fuels alternative oil, the solution of these questions can become use of alcohols as additives to traditional gasoline, and first of all the ethyl alcohol produced from renewable sources of raw materialsThe goal can be carried out by means of modeling of technological processes. Using a software package of "UnisimDesign" we will make modeling of process of receiving isoamyl alcohol. In a basis of universal system of modeling of "UnisimDesign" the general principles of calculations of material and thermal balances of technological schemes are underlain.On the calculated scheme 1 isoamyl alcohol which is used in the form of additive to motor fuels is emitted one target product...
Текст научной статьи Разработка высокотехнологичного производства высокооктановых компонентов моторного топлива из возобновляемого растительного сырья
Во многих странах мира нефтеперерабатывающая промышленность стоит перед решением поставленных задач, связанных с введением более жесткихтребований на моторные топлива
и с изменением спроса на топливо [1]. Особенно быстро в разных странах меняются спецификации на дизельное топливо и бензин, вынуждая нефтепереработчиков финансировать средства в строительство новых или в модернизацию действующих установок.
Современные направления в топливной промышленности, такие как ужесточение экологических требований к топливу, рост объемов потребления высокооктановых бензинов, повышение себестоимости добычи нефти, ухудшение качества добываемой нефти и, как следствие, повышение затрат ее переработки, приводят к необходимости переоценки традиционных подходов к производству моторных топлив [2]. В первую очередь это касается получения высокооктановых бензинов с использованием компонентов топлив, альтернативных нефтяным [3]. Решением этих задач может стать применение спиртов в качестве добавок к традиционному моторному топливу, и в первую очередь этилового спирта, получаемого из возобновляемых источников сырья [4].
Перспективой этого направление является не только сохранения нефтяных ресурсов, но и повышения качества бензинов.В свою очередь главным достоинством спиртосодержащих топлив является высокие антидетонационные свойства и улучшение экологических показателей [5].
Из всевозможных групп соединений, подвергавшихся изучениям и проверке, более действенными промоторами самовоспламенения оказались оксигенаты. Качество этих присадок может быть оценено следующими показателями [6]:
-
а) степенью повышения октанового числа топлива при добавлении присадки;
-
б) устойчивостью, т. е. возможностью топлива с присадкой сохранять повышенное октановое число при длительном хранении топлива;
-
в) состоянием двигателя после длительной его работы на топливе, содержащем присадки.
Наиболее широкое распространение в мире получили несколько видов оксигенатов, добавляемых в автомобильное топливо. Это такие как метил-трет-бутиловый эфир (МТБЭ), этил-трет-бутиловый эфир (ЭТБЭ), изопропиловый спирт, метанол и этанол [4].
При применении указанных выше оксигенатов уменьшение количества выбросов происходит по двум причинам. Во-первых, участие добавки в процессе горения приводит к лучшему соотношению топлива с кислородом воздуха и, как следствие, к более полному сгоранию углеводородного горючего [7]. Во-вторых, оксигенаты обладают высокими октановыми числами смешения и поэтому являются хорошей заменой токсичных ароматических соединений и ТЭС.
Использование спиртов и эфиров в составе автомобильных бензинов, кроме технических задач, связанных с получением композиций, имеющих соответствующие октановые числа, позволяет существенно улучшить и экологиче-скиехарактеристики данных этих моторных топлив за счетсокращения содержания бензола и ароматических углеводородов в составе смесевых композиций (эффект «разбавления») [8]. Это приводит к снижению содержания токсичных веществ в продуктах сгорания смесевых композиций, а также за счет введения в бензиновую композицию связанного кислорода.
Основной недостаток бензино-спиртовых топлив – фазовая нестабильность при содержании в них небольших количеств воды. Концентрационные пределы расслаивания бензино-этаноль-ных смесей находятся в зависимости от состава бензина. С увеличением концентрации ароматических соединений в бензине температура помутнения понижается (область гомогенных составов увеличивается).
Количество воды в системе является значительно более важным фактором расслаивания бензино-этанольных смесей, чем содержание спирта и ароматических углеводородов в бензине. Хорошим и при этом дешевым стабилизатором являются сивушные масла, обеспечивающие гомогенность топлива при температуре до -25 °С [9].
Цель работы – повышение эффективности и разработка технологических основ процесса получения высокооктановых компонентов моторного топлива из возобновляемого растительного сырья.
Результаты и обсуждение
Поставленную цель возможно реализовать с помощью моделирования технологических процессов [10]. Пользуясь программным пакетом «UnisimDesign» произведем моделирование процесса получения изоамилового спирта [11]. В основу универсальной системы моделирования «UnisimDesign» заложены общие принципы расчетов материально-тепловых балансов технологических схем [12].
Объектом моделирования является установка разделения сивушных масел в частности выделение изоамилового спирта (рисунок 1) . Состав сивушных масел приведен в таблице 1.
Характеристика колонны К-1 представлена в таблице 2. Материальный баланс и составы потоков колонны К-1 сведены в таблицы 3, 4.
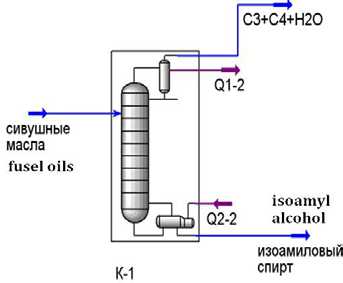
Рисунок 1. Схема материальных потоков колонны выделения изоамилового спирта
Figure 1. Scheme of material streams of a column of release of isoamyl alcohol
Таблица 1.
Состав сивушных масел
Table1.
Composition of fusel oils
|
Компонент Components |
% масс: % masses: |
|
ВодаWater |
32,56 |
|
Пропанол-2 2 – Propanol |
25,08 |
|
2-Метилпропонол-1i-Butanol |
15,13 |
|
Бутанол-11-Butanol |
0,11 |
|
Пентанол-2 2-Pentanol |
27,12 |
Таблица 2.
Характеристика колонны К-1
Characteristic of a column of K-1
Table2.
|
Аппарат Device |
К-1 |
|
Тип колонны Column type |
Тарельчатая Plate |
|
Контактные устройства Contact devices |
Клапанные Сlaponic |
|
Количество тарелок Number of plates |
14 |
|
Поточность Threading |
Однопоточные One-line |
|
Диаметр колонны, м Diameter of a column, m |
0,6 |
|
Высота секции, м Height of section, m |
24,38 |
Таблица3.
Результаты расчета
Results of calculation
Таблица 4.
Материальный баланс колонны К-1
Material balance of a column of K-1
Table 3.
|
Аппарат Device |
К-1 |
|
Давление, кгс/см2(изб):Pressure, kgf/cm2 (loghuts): |
|
|
верха колонны column top |
0,9807 |
|
куба колонны column cube |
1,500 |
|
Температура, °С: Temperature, °C: |
|
|
верха колонны column top |
85,02 |
|
куба колонны column cube |
101,7 |
|
Флегмовое число Flegmovy number |
5 |
|
Нагрузка на конденсатор, кВт Load of the condenser, kW |
212,0 |
|
Нагрузка на кипятильник, кВт Load of the boiler, kW |
321,7 |
Table 4.
|
Состав,% масс: Structure, %масс: |
Питание (сивушное масло) Сolumn feed (fusel oil) |
Дистиллят (С3 +С4+ Н2О) Distillate (C3 + С4 + H2O) |
Куб (С5) Cube(C5) |
|
Вода Water |
32,56 |
32,56 |
0,00 |
|
Пропанол-2 2 – Propanol |
25,08 |
42,48 |
0,00 |
|
2-Метилпропонол-1 i-Butanol |
15,13 |
24,69 |
3,87 |
|
Бутанол-1 1-Butanol |
0,11 |
0,27 |
0,24 |
|
Пентанол-2 2-Pentanol |
27,12 |
0,00 |
95,89 |
|
Расход, кг/ч Consumption, kg / h |
300,0 |
170,0 |
130,0 |
По рассчитанной схеме выделяется один целевой продукт изоамиловый спирт. Однако содержащийся в сивушных маслах бутанол также имеет широкое применение. Бутанол применяется как растворитель для красок, он входит в состав тормозных жидкостей, промышленных моющих средств. Но при выделении бутанола сталкиваемся с проблемой, сивушные масла содержат воду и образуют азеотропные смеси. Для решения данной проблемы предлагаем ввести в исходное сырье гексан, в соотношении сырье: гексан 1:1. Это позволит нам выделить помимо изоамилового спирта и бутанол.
Схема материальных потоков установки выделения двух целевых продуктов представлена на рисунке 2.
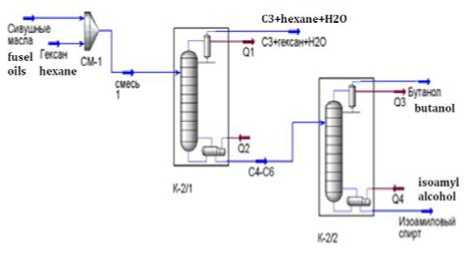
Рисунок 2. Схема материальных потоков колонн выделения изоамилового спирта и бутанола
Figure 2. Scheme of material streams of columns of release of isoamyl alcohol and butanol
Характеристика колонн К-2/1и К-2/2 представлены в таблице 5. Материальный баланс и составы потоков колонн К-2/1и К-2/2 сведены в таблицы 6 –8.
Таблица 5.
Характеристика колонн К 2/1 и К 2/2
Table 5.
Characteristic of columns of K-2/1 and K-2/2
|
Аппарат / Device |
К-2/1 |
К-2/2 |
|
Тип колонны / Column type |
Тарельчатая / Plate |
Тарельчатая / Plate |
|
Контактные устройства / Contact devices |
Клапанные / Сlaponic |
Клапанные / Сlaponic |
|
Количество тарелок / Number of plates |
20 |
15 |
|
Поточность / Threading |
Однопоточные / One-line |
Однопоточные / One-line |
|
Диаметр колонны, м / Diameter of a column, m |
0,8 |
0,6 |
|
Высота секции, м / Height of section, m |
24,38 |
12,19 |
Таблица 6.
Результаты расчета
Table 6.
Results of calculation
|
Аппарат / Device |
К-2/1 |
К-2/2 |
|
Давление, кгс/см2(изб): / Pressure, kgf/cm2 (loghuts): |
||
|
верха колонны column top |
0,9807 |
0,9807 |
|
куба колонны column cube |
1,500 |
1,471 |
|
Температура, °С: Temperature, °C: |
||
|
верха колонны column top |
85,02 |
89,97 |
|
куба колонны column cube |
101,7 |
129,5 |
|
Флегмовое число / Flegmovy number |
5 |
12 |
|
Нагрузка на конденсатор, кВт / Load of the condenser, kW |
212,0 |
299,1 |
|
Нагрузка на кипятильник, кВт / Load of the boiler, kW |
321,7 |
322,1 |
Таблица 7.
Материальный баланс колонн К-2/1
Table 7.
Material balance of columns of K-2/1
|
Состав, % масс: Structure, %масс: |
Питание (сивушное масло) Сolumn feed (fusel oil) |
Дистиллят (С3 + гексан + Н2О) Distillate (C3 + hexane + H2O) |
Куб(С4+С5) Cube(С4+C5) |
|
Вода / Water |
16,28 |
26,39 |
0,00 |
|
Пропанол-2 / 2 – Propanol |
12,54 |
0,78 |
31,48 |
|
2-Метилпропонол-1 i-Butanol |
7,57 |
0,00 |
19,75 |
|
Бутанол-1 / 1-Butanol |
0,05 |
0,00 |
0,14 |
|
Пентанол-2 / 2-Pentanol |
13,56 |
0,00 |
35,39 |
|
Гексан / n-Hexane |
50,00 |
72,83 |
13,24 |
|
Расход, кг/ч / Consumption, kg / h |
600,0 |
370,0 |
230,0 |
Таблица 8.
Материальный баланс колонн К 2/2
Table8.
Material balance of columns of K-2/2
|
Состав,% масс: Structure, %масс: |
Питание(С4-С5) Сolumnfeed (С4-С5) |
Дистиллят(бутанол) Distillate ( butanol) |
Куб(изоамиловыйспирт) Cube ( isoamyl alcohol) |
|
Вода / Water |
0,00 |
0,00 |
0,00 |
|
Пропанол-2 / 2 – Propanol |
31,48 |
49,91 |
0,00 |
|
2-Метилпропонол-1 / i-Butanol |
19,75 |
28,60 |
4,62 |
|
Бутанол-1 / 1-Butanol |
0,14 |
0,01 |
0,38 |
|
Пентанол-2 / 2-Pentanol |
35,39 |
0,48 |
95,00 |
|
Гексан / n-Hexane |
13,24 |
20,99 |
0,00 |
|
Расход, кг/ч / Consumption, kg / h |
230,0 |
145,1 |
84,90 |
Заключение
Моделирование процесса разделения сивушных масел показал возможность выделения двух востребованных целевых продуктов.
Список литературы Разработка высокотехнологичного производства высокооктановых компонентов моторного топлива из возобновляемого растительного сырья
- Меньшикова Т.С. Актуальность проблемы разработки цетаноповышающих присадок к дизельному топливу//Вестник Казанского технологического университета. 2011. Т. 14. № 2. С. 110-112
- Соколов В.В., Извеков Д.В. Нефтепереработка и нефтехимия. 2007. № 3. С. 23.
- Баннов П.Г. Процессы переработки нефти, 2003
- Капустин В.М. Оксигенаты в автомобильных бензинах. М.: КолосС, 2011. 335 с.
- Потапов Н.Н., Лимонник Е.М., Степанов Н.Б., Василькевич А.И. и др. Энергетика: экономка, технология, экология. 2011. № 2. С. 109.
- Капустин В.М. Нефтеперерабатывающая промышленность США и бывшего СССР. М.: Химия, 1995. 304 с.
- Данилов А.М. Присадки к топливам//Химия и технология топлив и масел. 2007. № 2. 50 с.
- Данилов А.М. Присадки и добавки. Улучшение экологических характеристик нефтяных топлив. М., Химия, 1996, 232 с.
- Капустин В.М., Гуреев А.А. Технология переработки нефти. Часть 2. Деструктивные процессы. М.: КолосС, 2007. -334 с.
- Майер Р.В. Компьютерное моделирование: URL: http://econf.rae.ru/article/6722
- Гартман Т.Н., Клушин Д.В. Основы компьютерного моделирования химико-технологических процессов. М.: ИКЦ «Академкнига», 2006. 416 с.
- Гартман Т.Н., Калинкин В.Н., Артемьева Л.И. Компьютерное моделирование простых гидравлических систем. М.: РХТУ им. Д.И. Менделеева, 2002. 40 с.
- Саблина З.А, Гуреев А.А. Присадки к моторным топливам. М.: Химия, 1977. 258 с.
- Глаголева О.Ф., Капустин В.М. Технология переработки нефти. Часть первая. М.: Химия, КолосС, 2007. 400 с.
- Данилов А.М. Введение в химмотологию. М.: Техника, ООО "ТУМА ГРУПП", 2002. 464 с.
- Виппер А. Б., Виленкин А. В., Гайснер Д. А. Зарубежные масла и присадки. М.: Химия, 2010. 192 с.
- Бозбас, Кахраман. Биодизель как альтернативное моторное топливо: производство и политика в Европейском союзе//Возобновляемые и устойчивые энергетические обзоры. 2008. № 12.2. С. 542-552.
- Бейли Брент К. Производительность этанола в качестве транспортного топлива//Справочник по биоэтанолу. Routledge, 2018. № 37. С. 60.
- Харви Бенджамин Г., Уолтер У. Мерриман Л., Роксана Л. Возобновляемый бензин, растворители и топливные добавки из 2, 3-бутандиола//ChemSusChem. 2016. № 9, 14. С. 1814-1819.
- Магарил Э. Повышение эффективности и экологической безопасности эксплуатации транспортных средств за счет улучшения качества топлива//Международный журнал устойчивого развития и планирования. 2015. № 10.6. С. 880-893.
- Буй Х. Ч., Ахметов А. Ф., Нгуен Т. В, Ахметов Ф. А. Технология получения автомобильного бензина с улучшенными экологическими свойствами для планируемых НПЗ Вьетнама. Уфа: Уфимский государственный нефтяной технический университет
