Разрядно-импульсное прессование композиционных материалов

Автор: Нескоромный Станислав Валерьевич, Лемешев Сергей Владимирович, Агеев Станислав Олегович, Стрижаков Евгений Львович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4 (83) т.15, 2015 года.
Бесплатный доступ
Повышение ресурса работы режущей части металлообрабатывающего инструмента за счет нанесения твердосплавных покрытий из порошковых материалов является актуальной задачей. Основное внимание в статье уделено результатам разработок в области электроспекания порошковых материалов в сочетании с механическим давлением. Приведено описание следующих перспективных методов консолидации порошковых материалов: электроимпульсного прессования (ЭИП), электроразрядного спекания (ЭРС), электроимпульсного спекания (ЭИС). Проанализированы устройства динамического нагружения порошковой композиции: пневмопресс, магнитный молот. Предложена совмещенная схема реализации процесса импульсного прессования - спекания с индукционно-динамическим приводом, которая позволяет синхронизировать тепловое и механическое воздействие на порошковую композицию. Представлены зависимости параметров процесса от времени, причем длительность пропускания тока, осуществляющего термическое воздействие, не превышает 200 мкс. Описаны возможности импульсного процесса.
Разрядно-импульсное прессование, индукционно-динамический привод, разрядный ток, динамическое нагружение
Короткий адрес: https://sciup.org/14250175
IDR: 14250175 | УДК: 627.762.5 | DOI: 10.12737/16068
Discharge-pulse compression of composite materials
Increasing the operational life of the cutting end of the metalworking tool through face-hardening with powdered materials is an urgent task. The emphasis is on the research results in the field of electric sintering of powder materials in combination with mechanical pressure. The following perspective methods of the powder materials consolidation are described: electropulse compression (EPC), electro-discharge sintering (EDS), and electric pulse sintering (EPS). The devices for dynamic loading of the powder compositions - pneumatic press, magnetic hammer -are analyzed. A compatible scheme of the pulse compression process implementation - sintering with an inductive-dynamic drive which allows synchronizing the thermal and mechanical effects on the powder composition - is submitted. The process parameters dependencies on the time when the duration of the current passage making a thermal impact does not exceed 200 ms are presented. The possibilities of the pulse process are described.
Текст научной статьи Разрядно-импульсное прессование композиционных материалов
Введение . Реализуемые в настоящее время методы консолидации порошковых материалов, использующие различные способы пропускания через порошок импульсов электрического тока в сочетании с механическим давлением, широко изучаются в научных центрах Российской Федерации и за рубежом [1, 2]. Наиболее интересные разработки импульсной консолидации порошковых материалов получены в лаборатории НИЯУ МИФИ [3].
Основная часть. Наиболее перспективными процессами консолидации порошковых материалов можно назвать методы электроразрядного спекания (ЭРС), электроимпульсного спекания (ЭИС) и электроимпульсного прессования (ЭИП) [4, 5].
Процесс ЭРС осуществляют пропусканием электрического тока (порядка 10 6 А) через порошок, предварительно сжатый механическим давлением, не превышающим 10МПа. Протекающий ток вызывает выделение теплоты в контактах частичек порошка по закону Джоуля-Ленца. Появление искровых разрядов между частичками обуславливает разрушение оксидных пленок. Выявлено, что наиболее существенное влияние на процесс разрушения оксидных пленок на поверхности частичек порошка наблюдается при высокочастотном токе 1 ÷ 1000 кГц.
При давлении подпрессовки ниже критического в порошковой заготовке наблюдается локальный электриче-
ский пробой. В результате в образце возникает один или несколько каналов проводимости, причем происходит проплавление порошка, а не спекание. Величину критического давления подпрессовки определяют экспериментально. Установлено, что изменяя величину давления подпрессовки можно получать материалы с различными физикомеханическими свойствами [6].
Процесс электроимпульсного спекания ЭИС заключается в помещении электропроводного порошка в диэлектрическую матрицу с последующим пропусканием электрического тока. Пуансоны, поджимающие порошковый материал используются только как токоподводы. В результате разряда батареи конденсаторов протекающий высоковольтный импульс тока длительностью (1^10)^10 -3 с разрушает оксидные пленки порошка, а возникающие силы магнитного поля, направленные по радиусу к центру (пинч-эффект) уплотняют порошковую заготовку. Физический контакт частиц порошка осуществляется за счет оплавления контактных поверхностей и образования перешейков.
Степень уплотнения порошка зависит от размеров и формы частиц, а также параметров электрической цепи «установка - оснастка - порошковый материал».
Растровая электронная микроскопия показала, что полного уплотнения порошка при ЭИС не происходит. Это можно объяснить наличием в порах и карманах газов при спекании порошков со сферической формой частиц [7, 8].
При расплавлении контактов частиц порошка, растворение газа в жидком металле увеличивается, происходит образование пузырьков, которые при кристаллизации образуют поры, а объединяясь — небольшие полости и каналы, рис. 1.
Процесс электроимпульсного прессования (ЭИП) заключается в одновременном кратковременном воздействии длительностью менее 10 -3 с, плотностью тока до 10 7 А/см 2 и внешним прессующим давлением на порошковую заготовку порядка 50÷500 МПа [6].
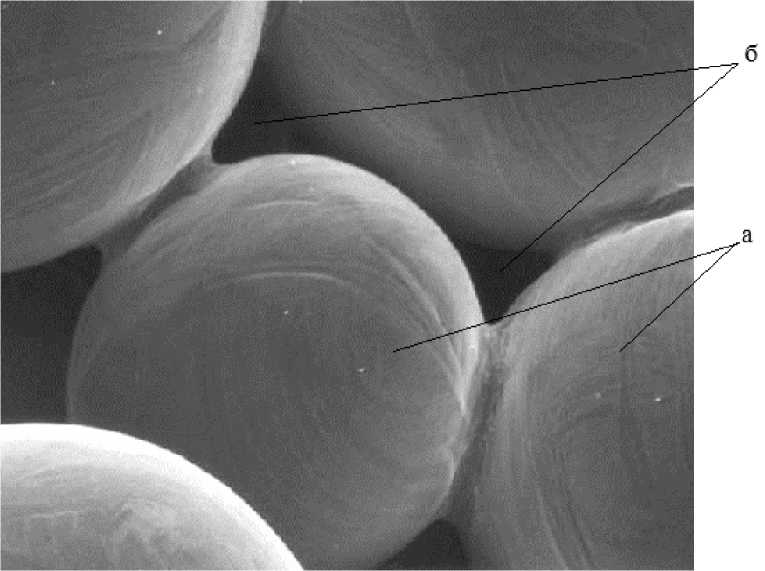
Рис. 1. Пористая структура порошковой композиции, полученная ЭИС, х200 a — частички порошка; б — поры, в совокупности образующие полости и каналы
Принципиальная схема процесса электроимпульсного прессования приведена на рис. 2. Порошковый материал 1 помещается в матрицу 2 из диэлектрического материала. Электроды-пуансоны 3 передают давление на порошковую заготовку от устройства нагружения (пневмопресс) и одновременно служат токоподводами от генератора импульсных токов к прессуемому порошку 1. Для создания теплового воздействия на порошок используется батарея высоковольтных импульсных конденсаторов с запасаемой энергией 1^100 кДж, разряд которой, обеспечивает кратковременное энерговыделение в порошковой прессовке.
Установлено, что определяющими факторами при ЭИП являются скорость ввода энергии электромагнитного поля в порошковый материал, характер и величина механического давления, приложенного к порошковому материалу. Высокая плотность энергии в зонах контактов частиц вызывает изменение агрегатного состояния твердого порошка в жидкое и, частично, в плотную низкотемпературную плазму [9].
Машиностроение и машиноведение
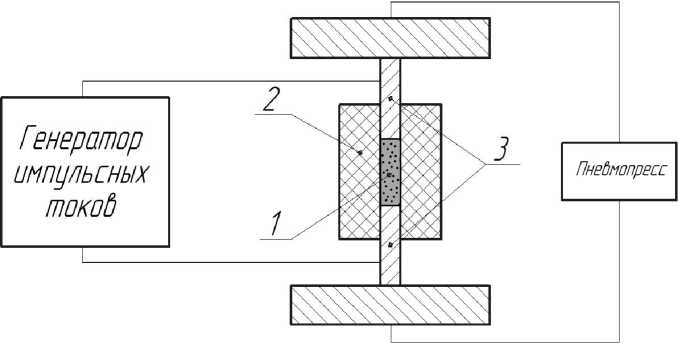
Рис. 2. Схема процесса электроимпульсного прессования
За счет разных удельных электросопротивлений в зоне контактов частиц порошкового материала и в контакте «пуансон - порошок», импульс тока, проходящий через порошковую заготовку и пуансоны, интенсивно разогревает только порошковый материал [9].
При интенсивном нагреве порошкового материала резко снижается его сопротивление пластическому деформированию и под действием внешнего механического давления он уплотняется с большой скоростью, зависящей от системы нагружения. Одновременно с этим происходит теплоотвод от порошковой прессовки в пуансоны и матрицу за счет теплопроводности.
Для формирования монолитной структуры спеченного порошка необходимо выполнение условия [7]:
t
o
< t
1
где t0 — время формирования компактного материала из порошковой заготовки, зависит от длительности ввода тепловой энергии , t0 < 10-3 с; t 1 — время механического воздействия на прессуемый материал, зависящее от механической системы нагружения; t 1 =(0,2~2у1(У2 с; t2 — время охлаждения, определяющееся теплопроводностью прессуемого материала и характерными размерами полученного образца, t2 = 0,1^10 с [3, 9].
Использование импульсных источников энергии предопределяет усовершенствование систем механического нагружения, в противном случае условие 1 не будет выполняться. Так, при использовании пресса, имеющего инерционность хода, возникает сложность синхронизации динамического воздействия на порошок с импульсом тока, из -за малой длительности последнего.
Известны разработки по использованию магнитного молота для прессования порошка [6, 11]. В данном процессе импульсное магнитное поле плоского индуктора 1 возбуждает электромеханические усилия в толкателе 2, передающем эти усилия на прессуемый материал 3 через пуансон 4, рис. 3.
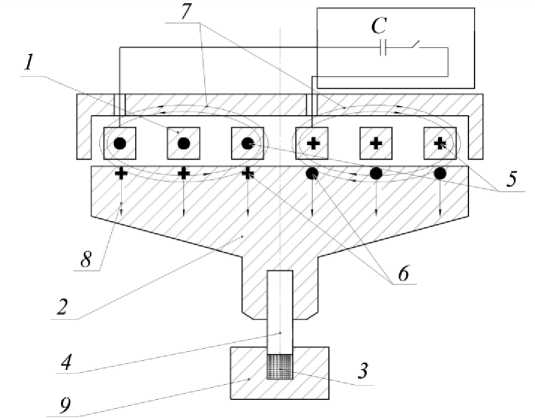
Рис. 3. Принципиальная схема магнитного молота
Разрядный ток 5, протекающий в цепи конденсаторная батарея С — плоский индуктор 1, имеет синусоидаль- ный затухающий характер, обуславливающий наведение индуцированных токов 6 в толкателе 2. Взаимодействие магнитного потока 7 с индуцированными токами 6 обуславливает в толкателе 2 импульс магнитного давления 8, который обеспечивает механическое воздействие пуансона 4 на прессуемый порошок 3, помещенный в матрицу 9.
Сотрудниками кафедры «Машины и автоматизация сварочного производства» ДГТУ было предложено встроить магнитный молот (индукционно-динамический привод) в сварочную цепь для передачи усилия на пуансоны с одновременным пропусканием разрядного тока через спекаемый порошок [10]. Схема устройства приведена на рис. 4.
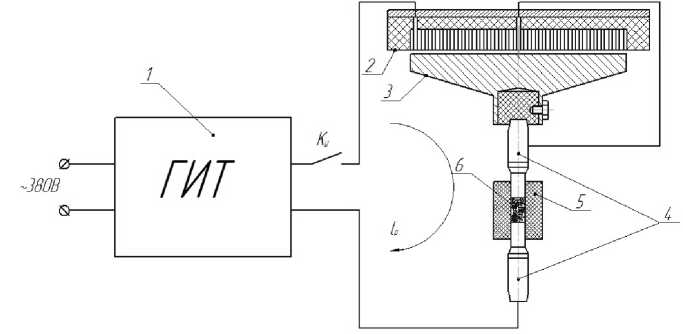
Рис. 4. Схема высоковольтного импульсного прессования с индукционно-динамическим приводом
Порошковый материал 6 помещается в матрицу 5 из диэлектрического материала. Электроды-пуансоны 4 передают давление на порошковую заготовку 6 от индукционно-динамического привода (ИДП) состоящего из индуктора 2, толкателя 3 и одновременно служат токоподводами от генератора импульсных токов (ГИТ) к прессуемому порошку 6. При срабатывании коммутирующего устройства К у , ток разряда 1 р протекает через ИДП, электроды-пуансоны 4 и порошок 6. Во время прохождения тока I р через индуктор 2 возникает магнитное давление на толкатель 3, передающее импульсное усилие пуансонам 4. В результате этого создаётся динамическое усилие подпрессовки порошковой заготовки.
Для создания мощных импульсов тока используется батарея высоковольтных импульсных конденсаторов емкостью 150^600 мкФ, разряд которой обеспечивает интенсивное энерговыделение в порошковой прессовке. Конденсаторы объединены в ГИТ. Перед пропусканием импульса тока порошок статически прижимается электродами-пуансонами 4. Последовательное соединение ИДП с системой «электроды - порошок», обеспечивает синхронизацию динамического давления Р м с тепловым воздействием, что позволит повысить плотность порошковой композиции. Вводимая энергия, расходуемая на тепловое и силовое воздействие, составляла 3000^7000 Дж.
На рис. 5 представлены зависимости параметров импульсного процесса от времени.
Измерения разрядного тока производили с помощью бесконтактного датчика — пояса Роговского. Длительность протекания тока Iр через пуансоны и порошок не превышает 300мкс. Высота прессовки порошковой заготовки снижается на 30 ^ 50%.
Высоковольтная электроимпульсная технология позволяет получать псевдосплавы (вольфрам -медь, алюминий-свинец), проводить синтез соединений металлов с неметаллами из механических смесей заданных компонентов, изготавливать магнитные материалы на основе порошков железа, которые обеспечивают эксплуатационные характеристики магнитопроводов выше, чем применяемые в настоящее время в промышленности. Также данная технология позволяет изготавливать объемно-пористые тела, имеющие высокую открытую пористость, большую удельную поверхность и обладающие хорошими прочностными характеристиками [8, 11].
Машиностроение и машиноведение
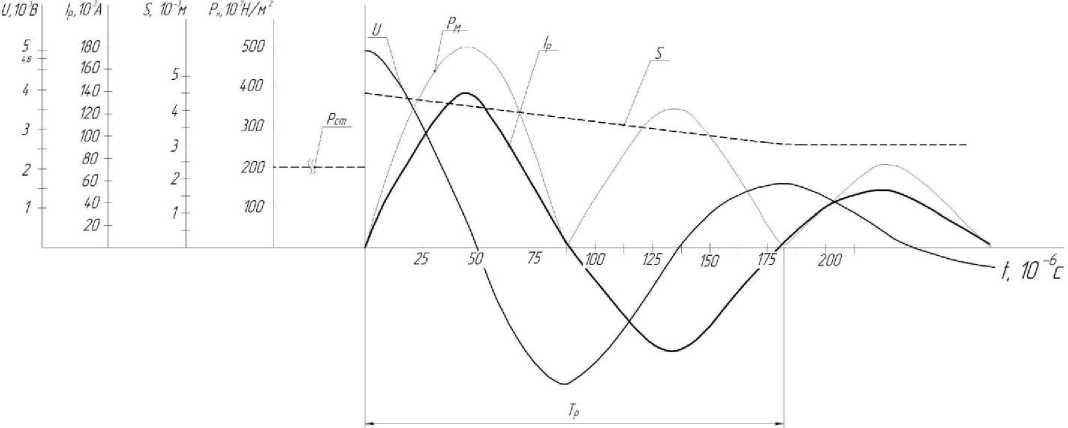
Рис.5. Зависимости параметров процесса от времени
U — напряжение заряда батарей конденсаторов; Ip — ток разряда; Pм — динамическое давление; Рст — статическое нагружение, S — высота прессовки,; t — время
Импульсная консолидация с магнитно-импульсным воздействием позволяет наносить твердый сплав из порошка на стальную подложку и возможностью регулирования его толщины. Использование импульсного разрядного тока позволяет сконцентрировать тепловыделение только в зоне контакта порошковой композиции с подложкой, что значительно снижает уровень остаточных напряжений в твердосплавном покрытии. Кратковременность процесса снижает возможность роста зерен карбидной фазы за счет перекристаллизации, что существенно повышает эксплуатационные свойства покрытия нанесенного на режущие кромки металообрабатывающего инструмента (пуансоны, резцы и т. д.).
Заключение. Использование импульсного электроспекания порошковых композиций открывает широкие возможности получения материалов с особыми свойствами. Применяемое устройство механического воздействия (пневмопресс) не обеспечивает повышения плотности прессуемого порошка из-за кратковременности процесса. Повышение физико-механических свойств порошковых композиций возможно за счет синхронизированного воздействия на спекаемый материал: термического и механического. Протекающий импульс тока обеспечивает разрушение окисных пленок на частичках порошка и разогревает их, механическое воздействие индукционно-динамическим приводом обеспечивает повышение плотности порошковой композиции.
Список литературы Разрядно-импульсное прессование композиционных материалов
- Баранов, Ю. В. Физические основы электроимпульсной и электропластической обработок и новые материалы/Ю. В. Баранов . -Москва: МГИУ, 2001. -844 с.
- Спекание металлических порошков серией сильноточных импульсов/Н. Н. Заводов . -ТВТ, 1999. -Т. 37, вып. 1. -С. 135-141.
- Grigoriev, E. Electro discpaction of WC -Co composite material containing particles of diamond/E. Grigoriev, A. Rosliakov//Materials Science Forum. -2007. -Vol. 534 -536. P. 1181-1184.
- Миронов, В. А. Магнитно-импульсное прессование порошков/В. А. Миронов. -Рига: Знание, 1980. -196 с.
- Особенности воздействия электрического разряда в процессе консолидации порошков/А. И. Райченко .//Вiсник НТУ «ХПI». Серiя: Технiка та електрофiзика високих напруг. -Х.: НТУ «ХПI», 2012. -№ 52 (958). -С. 146-154.
- Григорьев, Е. Г. Кинетика процессов уплотнения дисперсных материалов при электроимпульсном воздействии/Е. Г. Григорьев. -Москва: Известия РАН. Серия физическая, 2008, Т. 72, № 9. -С. 1210-1212.
- Лемешев, С. В. Высоковольтное ударное электроимпульсное спекание/С. В. Лемешев . -Ростов-на -Дону: Волновые, виброволновые технологии в машиностроении, металлообработке и других отраслях: сб. трудов межд. науч. симпозиума технологов -машиностроителей и механиков, 2014. -С. 130-136.
- Стрижаков, Е. Л. Импульсная консолидация порошков с индукционно-динамическим нагружением/Е. Л. Стрижаков . -Николаев: Физика импульсных разрядов в конденсированных средах: материалы XVI межд. науч. конф., 2013. -С. 152-155.
- Райченко, А. И. Основы процесса спекания порошков пропусканием электрического тока/А. И. Райченко. -Москва: Металлургия, 1987. -129 с.
- Устройство для электроимпульсного спекания: патент 96515 Рос. Федерация: В22F 3/087. -Е. Л. Стрижаков, С. В. Нескоромный, М. А. Рачков. -№ 2013114033/02; заявл. 28.03.2013; опубл. 20.01.2014, Бюл. № 2. -2 с.
- Белявин, К. Е. Получение пористых материалов из тугоплавких металлов методом электроимпульсного спекания/К. Е. Белявин, В. К. Шелег//Теория и практика машиностроения, 2004. -№ 2. -С. 68-77.
