Развитие методологии расчета и создание элементов металлургического агрегата - промежуточного ковша МНЛЗ

Автор: Нефедов Андрей Викторович, Точилкин Виктор Васильевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 4 т.14, 2014 года.
Бесплатный доступ
Рассмотрены вопросы, связанные с оценкой работоспособности перегородок и порогов промежуточных ковшей МНЛЗ. В качестве критериев работоспособности этих устройств были приняты: прочность, отсутствие кавитации, и условие по которому скорость стали на границе раздела металл - шлак должна быть меньше допустимой. Зависимости для расчета действующих на устройства сил и скоростей движения стали на границе раздела металл - шлак были получены аналитически на основании известных выражений механики жидкости и газа, и гидравлики. Разработанная методика расчета перегородок и порогов промежуточных ковшей МНЛЗ позволят рассчитать минимально возможные размеры устройства с позиции выполнения им заданной функции - рафинирования стали.
Машина непрерывного литья заготовок, промежуточный ковш, блок разливочной камеры, потоки металла, математическое моделирование
Короткий адрес: https://sciup.org/147156893
IDR: 147156893 | УДК: 621.746.047
Development of calculation methodology and creation of elements of metallurgical units - intermediate CCM ladles
The article considers questions connected with the estimation of serviceability of partitions and thresholds of intermediate CCM ladles. Some criteria of the device serviceability were accepted, such as durability, absence of cavitations and condition at which steel speed on the metal-slag border should be less than the proposed one. Dependences to calculate forces affecting the device as well as steel movement speeds on the metal-slag border were received analytically on the basis of famous expressions of mechanics of liquid, gas and hydraulics. The technique developed to calculate partitions and thresholds of intermediate CCM ladles will allow to calculate the minimum possible device sizes on account of the proposed function of steel refinement.
Текст научной статьи Развитие методологии расчета и создание элементов металлургического агрегата - промежуточного ковша МНЛЗ
Промежуточный ковш (ПК) представляет собой металлургический агрегат, расположенный между сталеразливочным ковшом и кристаллизаторами МНЛЗ, обеспечивающий дозирование и рафинирование стали. Конструкция ПК в целом и отдельных его элементов оказывает большое влияние на повышение качества разливаемого на МНЛЗ металла.
В металле, поступающем в ПК, содержатся неметаллические включения (НВ), которые с течением времени всплывают, что связано с меньшей плотностью включения по сравнению с плотностью стали. Для удаления крупных НВ размером более 20 мкм применяют перегородки и пороги специальной конструкции. Устройства имеют различные форму, размеры, местоположение в ПК [1–4]. При установке таких устройств объем ПК разделяется на две и более камеры – приемную и разливочные. В приемную камеру поступает металл из сталеразливочного ковша, в разливочных камерах происходит его истечение из ПК [2, 3].
Несмотря на то, что описанные устройства давно применяются при разливке стали, обоснованные методики оценки их расчета и конструирования развиты недостаточно. В работах [3, 4] указываются некоторые соображения по поводу оценки работоспособности таких устройств. Прежде всего, перелив стали через отверстия в перегородках не должен сопровождаться кавитационными процессами, это условие требует расчета устройства на кавитацию. Остальные условия явно не выражены, а представлены в виде нескольких рекомендаций, касающихся размеров отверстий, их расположения, совокупной площади сечения и т. д.
В материале приводятся основные критерии работоспособности перегородок и порогов ПК МНЛЗ, а также основные расчетные зависимости, полученные аналитическим путем, на основе известных выражений механики жидкости и газа [1, 2].
Расчет работоспособности перегородок и по- рогов включает расчет устройств на стойкость и по условию движения стали на границе раздела металл – шлак.
Стойкость устройства к воздействию агрессивной среды определяется эрозионной стойкостью и прочностью, т. е. способностью выдерживать приложенные нагрузки без разрушения. Эрозионная стойкость определяется расчетом устройств на кавитацию [1]. Это предположение справедливо, поскольку эрозионное разрушение вследствие химических реакций между огнеупорным материалом и расплавом наблюдается на уровне шлакового пояса [2]. Нагрузки на перегородку в районе шлакового пояса минимальны и разрушение ее верхней части не приводит к серьезным нарушениям работы ПК. Что касается порогов, то они вообще не взаимодействуют со шлаком.
Расчет устройств на кавитацию в статье не рассматривается, поскольку он подробно изложен в работе [1]. При расчетах перегородок и порогов на прочность делается допущение, что в начальный момент разливки, при заполнении ПК, сталь в приемной камере устанавливается на уровне устройства, а в разливочных камерах металл отсутствует (рис. 1). При таком упрощении неизбежны ошибки, однако они направлены в сторону увеличения запаса прочности устройства.
Действующее на устройство гидростатическое давление определяется по зависимости pср 2 pghст , где p - плотность стали, кг/м3; g - ускорение свободного падения, м/с2; hст – высота уровня стали в приемной камере ковша, м.
По известным нагрузкам можно рассчитать минимальную толщину гидродинамического устройства.
Что касается проверки работоспособности по условию движения стали на границе раздела ме-
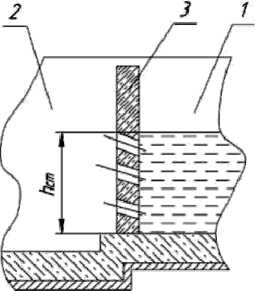
а)
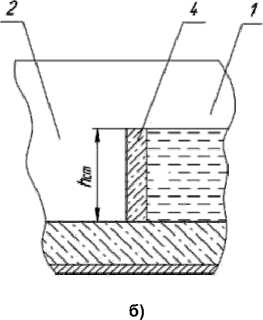
Рис. 1. Схема положения уровня металла в промежуточном ковше в момент его заполнения при установке перегородки (а) и при установке порога (б):
1 – приемная камера; 2 – разливочная камера; 3 – перегородка; 4 – порог
талл– шлак, то она необход им а , п оскол ьк у конс тр укти в н ы е ос обе н нос ти п рим е няе м ых у с тройств сп особ ству ют обра з ов ани ю бол е е и нтенсив ны х тече н ий на гран и це раз де л а м е та л л – шлак. Условие р а б отосп особ нос ти з ву ч ит сл е д у ющим обра з ом : скорос ть с та л и на гра н ице ра з де л а м е та лл–шлак не дол ж н а п рев ышать доп у с т и м ой с корос ти, т. е.
u п < u п ] , где uп – скорость стали на границе раздела ме-талл-шлак, м/с; [ип] - допустимая скорость на границе раздела металл– шлак, м/с.
По д ан н ы м р аб о т ы [ 2] , в 1 9 92 г. японскими исслед о ват еля ми п р о во д и л и сь р а б о т ы п о и зу чени ю п р и ч ин зат я г и вани я п ок р о вн о го ш лак а в к р ис т алли зат о р е. Б ы ло п о к азан о , ч то зат я г и ван и е шлак о о б р азу ю щ ей смеси п р о и схо д и т п р и ск о рос т и д в и же н и я ст али у п о вер хн о с т и , п р евы ш аю щ ей 0,2 м/с. Однако волно об ра зов а ни е н а пов е р х нос т и р а с пл а в а в пром е жуточ ном ков ше проис х од ит г ор а з до ин те нсивне е , поэтом у зна че н ие до п устим ой скорос ти был о ум еньшено в 1, 5 ра з а и с ос та в ил о [ и п ] = 0,13 м/с.
С корость на гра н ице ра з д е л а м е та лл – шлак при установке пер егород ки был а по лучена ана л итиче ск и на ос нов ан ии и зв е стны х з а в исим ос те й м ех ан ик и жид кос ти и га з а , о пис ы в а ющ их с тр у й ные тече н ия [1, 2]. За топл е н ны е с тр уи на не ко тором у дал ен и и от пе ре городк и с л и в аются в с пл ош ной поток ( ри с . 2, а ) . Опре де л ить с корос ти м е та лл а в э том потоке м ож но, при ме н ив к стр у йн ы м те чениям принцип суперпозиции, т. е.
m
/2 = ^ u i , (1) i = 1
где г? - с ум м а рны й в ектор с корос ти с тал и, м / с ; H i - в ек тор с корос ти м е талл а в з а топ л е н ной с тр уе , создаваемой i - м отв е рс т ие м , м / c .
Движением стали в радиальном направлении затопленной струи решено пренебречь, поскольку ее скорость в этом направлении значительно мень- ше скорости движения в осевом направлении струи и не оказывает существенного влияния на расчет. Это заключение сделано на основе анализа зависимостей, определяющих распространение турбулентных струй, представленных в работах [2].
Поскольку поток из отверстий в перегородке сориентирован под некоторым углом а к зеркалу металла и расчетная формула (1) определяет осевую скорость струи u 1 S в системе координат x 1 S x 2 x 3 S , повернутой также под углом а к принятой за основную системе координат x 1 x 2 x 3 , необходимо осуществить преобразование [1, 2]
|
X 1 S |
cos а 0 - sin а |
x 1 |
||
|
x 2 S |
= |
0 1 0 |
' |
x 2 |
|
x 3 S _ |
sin а 0 cos а |
_ x з |
||
|
X 1 S " |
x j cos а + x 3 sin а |
1 |
||
|
x 2 S |
= |
x 2 |
. |
|
|
x 3 S _ |
- x 1 sin а + x 3 cos а |
J |
Скорость в осевом направлении струи определяется по зависимости [1, 2]
u 1 S
m
________umax i________ i 1 I X^Si I
-
1 + u max i 0----
- I 8Vix1 Si J
где u max i – осевая скорость стали затопленной струи, истекающей из i -го отверстия перегородки, м/с; ve i - вихревая вязкость затопленной струи, истекающей из i -го отверстия перегородки, м2/с.
С учетом преобразования координат скорость u1S равна u1S
m
_________ u max i _________
2 2 .
i 1 I X^Si I
-
1 + u max i 0----
- I 8Vix1 Si J
Скорость на границе раздела находится при условии x 3 i = h б i и равна
= max
m ь— i=1 I
1 + u max
V V
u max i
7 A 2
( h6 i cos a- 1 sin a ) I
8 vE i ( 1 cos a + h6 i sin a ) J J
< u п ] .
u1 = p x3 (2H - 2h - x3), (2) 2vP1п где H – высота столба металла в промежуточном ковше, м; h – высота порога, м; lп – ширина порога, м; Ap - перепад давления, Па.
Максимальное значение скорости определяет-
Перепад давления равен
ся в интервале
X1 G
I I min
V V
I h б i tg ( a + 0,5 a р ) j
I
; 1
J
Ap = X
1 п p и 12ср
(H - h) 2
где a p - угол раскрытия турбулентной струи, град.
Он равен 22–26° [1, 2]; l – длина пути затопленной струи, м (см. рис. 2, а).
Вихревая вязкость vE i и скорость на оси затопленной струи рассчитываются по формулам:
vE Z = 0,013 u 0i d 0 i ;
где u 1ср – средняя скорость течения металла через проточное сечение, м/с; X - коэффициент сопротивления.
Коэффициент сопротивления X принимается аналогичным коэффициенту сопротивления плоской трубы
х = 24.
Re
umax i = 6,4 d 0 i u0i x1 cos a + hбi sin a ’ где u0i – начальная скорость струи, истекающей из i -го отверстия перегородки, м/с; d0i – диаметр i -го отверстия перегородки, м.
Скорость стали на границе раздела металл– шлак при установке порога была получена аналитически на основании зависимостей, описывающих течения жидкости в руслах со свободной поверхностью [1, 2]. Для расчета скорости металла на границе раздела металл – шлак (рис. 2, б) делаются следующие допущения:
-
1. Считается, что градиент скорости 5u 1 /д х 2 = 0, это говорит о том, что сечение либо бесконечно, либо происходит проскальзывание вдоль стенок ковша. Принятое допущение учитывается поправочным коэффициентом к u .
-
2. проекции u 2 и u 3 равны нулю.
В соответствии с работой [1, 2] скорость по сечению потока при течении в канале определяется зависимостью
Число Рейнольдса равно
Re = и 1срС Н - ^) v
Зависимость (2) с учетом полученных выражений записывается в виде и = 6к..----1ср , х3 (2H - 2h - x3),
1 u ( н - h ) 2 3V 37
где ku – коэффициент, учитывающий изменение скорости по ширине проточного сечения порога.
На границе раздела, x3 = H - h, скорость течения максимальна и определяется зависимостью uп1 = 6kuux^ .
Благодаря действию стенок ковша на поток, скорость металла по центру проточного сечения будет несколько выше, чем рассчитанная ранее для бесконечного потока. Неизвестный коэффициент ku можно определить как
/
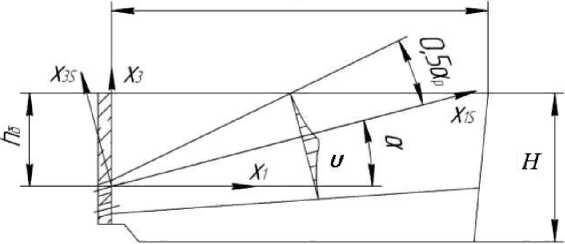
а)
Рис. 2. Схема расчета скорости металла на границе раздела металл–шлак при установке перегородки (а) и при установке порога (б): 1 – ПК; 2 – порог; 3 – проточное сечение
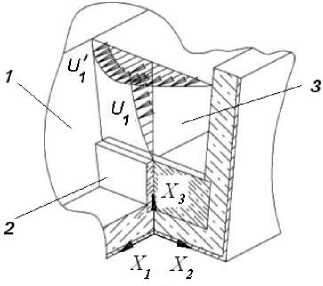
б)
где и’ - максимальная скорость потока между двумя стенками ковша (см. рис. 2, б), м/с.
Скорость и’ может быть определена по из- вестной зависимости [3]
U 1 — U i .
1 2 1
С учетом зависимостей (3), (4) коэффициент равен ки — 1,5.
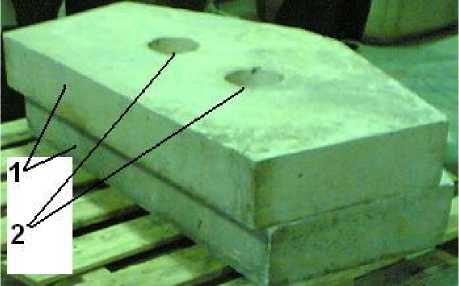
Рис. 3. Новый огнеупорный элемент СРП – блок разливочной камеры (порог) с двумя пространственно ориентированными отверстиями: 1 – порог; 2 – ряд переливных отверстий блока
На основании разработанных методов расчета создана конструкция (рис. 3) нового огнеупорного элемента – блока разливочной камеры (порога) с двумя пространственно ориентированными отверстиями для одноручьевого ПК слябовой МНЛЗ.
Вывод
Разработанная методика расчета работоспособности перегородок и порогов промежуточных ковшей МНЛЗ позволяет определить основные размеры элементов промежуточного ковша с позиции выполнения им заданной функции – рафинирования стали – и создать конструкцию нового огнеупорного элемента – блок разливочной камеры (порог) с двумя пространственно ориентированными отверстиями для одноручьевого промежуточного ковша слябовой МНЛЗ. В качестве критериев работоспособности были приняты: прочность, отсутствие кавитации и условие, по которому скорость на границе раздела металл–шлак должна быть меньше допустимой.
Список литературы Развитие методологии расчета и создание элементов металлургического агрегата - промежуточного ковша МНЛЗ
- Ефимов, В.А. Технологии современной металлургии/В.А. Ефимов, А.С. Эльдарханов. -М.: Новые технологии, 2004. -784 с.
- Вдовин, К.Н. Рафинирование стали в промежуточном ковше МНЛЗ: моног./К.Н. Вдовин, М.В. Семенов, В.В. Точилкин. -Магнитогорск: ГОУ ВПО «МГТУ им. Г.И. Носова», 2006. -118 с.
- Семенов, М.В. Разработка рафинирующих устройств модернизируемых промежуточных ковшей МНЛЗ/М.В. Семенов, В.В. Точилкин//Ремонт, восстановление, модернизация. -2007. -№ 3. -С. 15-19.
- Точилкин, В.В. Модернизация промежуточного ковша МНЛЗ для обеспечения повышения качества разливаемой стали/В.В. Точилкин//Ремонт, восстановление, модернизация. -2007. -№ 2. -С. 5-7.
