Реализация автоматизированной системы изготовления трубопроводов в производстве ракетных двигателей

Автор: Ярцев Е.Н., Назаров В.П., Теряев Н.С.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 3 т.18, 2017 года.
Бесплатный доступ
Изготовление и монтаж трубопроводов жидкостных ракетных двигателей (ЖРД) является сложной тех- нологической задачей, связанной с размещением магистралей в ограниченном пространстве по причине плот- ной компоновки двигателя. В настоящее время методика, по которой разрабатывается комплект технологической документации на изготовление и монтаж трубопроводов, основывается на рекомендациях, указанных в нормативной доку- ментации (отраслевых стандартах). При этом такая технология требует большого количества ручного труда и не гарантирует обеспечения оптимальной конфигурации и надлежащего качества продукции. Одним из путей решения указанных проблем является внедрение в технологический процесс производства жидкостного ракетного двигателя комплексной автоматизированной системы изготовления узлов трубопро- водов сложной конфигурации с применением 3D-моделирования, что, в свою очередь, позволит исключить сложный и трудоемкий процесс эталонирования трубопроводов, снизить долю ручного труда в технологиче- ском процессе производства ЖРД, повысить точность изготовления и сборки трубопровода, исключить необходимость подгибки трубопровода при монтаже, исключить из конструкции двигателя компенсирующие звенья. Предлагается решение по модернизации технологического процесса сборки жидкостного ракетного дви- гателя, направленное на повышение производительности и качества выпускаемой продукции. Приведен алго- ритм работы автоматизированной системы изготовления трубопроводов, рассмотрены технические условия для разработки управляющей программы (технологии) гибки трубопроводов на станках с числовым програм- мным управлением.
Производство, технологический процесс, автоматизация, жидкостный ракетный двигатель
Короткий адрес: https://sciup.org/148177747
IDR: 148177747 | УДК: 621.454.2
Implementation of automated system for manufacturing of pipelines of rocket engines
Production and assembling of pipelines to liquid rocket engines is a difficult technological challenge associated with the placement of pipelines in confined spaces. Currently, the industry standards describe the main method by which developed a set of technical documentation for the manufacture and placing of pipes into rocket engine. Thus this technology requires large amounts of manual labor and does not guarantee the optimal configuration software and the quality of products. The solution of these problems is introducing in the production process of liquid rocket engine automated manufac- turing of pipes system, which use 3D-modeling. It allows to eliminate the complex and time-consuming process of manufacturing pipe’s model, reduce labor in the process of production liquid rocket engine, improve accuracy of manufacturing and assembly of the pipeline, to eliminate the need to tuck a pipeline during assembling to liquid rocket engines, be excluded from the design of the engine compensating units. The article proposes the solution for the modernization of technological assembly process liquid rocket engine, aimed at increasing productivity and product quality. The paper presents the algorithm of the automated manufacturing system of pipelines, considers the technical conditions for the development of the control program (technology) bending pipes on machines with numerical program management.
Текст научной статьи Реализация автоматизированной системы изготовления трубопроводов в производстве ракетных двигателей
Введение . Проектирование, изготовление и монтаж трубопроводных систем жидкостных ракетных двигателей (ЖРД) являются сложными задачами, связанными с размещением участков магистралей трубопроводов в ограниченных пространствах по причине плотной компоновки (рис. 1). В связи с этим трубопроводы современных ЖРД имеют следующие конструктивные особенности [1]:
-
- отсутствие или незначительное число прямолинейных участков и участков, описываемых кривыми второго порядка, преобладание произвольного построения траектории трубопровода, исходя из монтажного объема изделия или агрегата;
-
- малое количество плоских элементов, заданных двумя координатами, преобладание объемных элементов, заданных координатами, радиусом и углом;
-
- колебание конечных координат стыковки трубопровода к элементам двигателя;
-
- значительный ассортимент и типоразмеры применяемых труб;
-
- значительный ассортимент материалов труб;
-
- наличие явления пружинения материала;
-
- необходимость при проектировании трубопровода попасть в зону упругих деформаций материала и тем самым заложить основу серийного (партионного) изготовления трубопроводов.
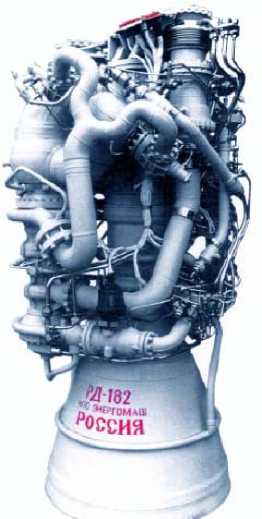
Рис. 1. Пример компактного расположения трубопроводов со сложной пространственной геометрией на двигателе РД-182
Fig. 1. An example of a compact arrangement of pipelines with complex spatial geometry of the
RD-182 engine
К трубопроводам предъявляются высокие требования по прочности, жесткости, герметичности, корро- зионной стойкости, а также по геометрической точности и состоянию поверхности. В соответствии с заданными нагрузками и условиями эксплуатации основными материалами для изготовления трубопроводов являются легированные хромоникелевые стали (12Х18Н10Т, Х18Н9Т), алюминиевые сплавы (Д16, АМг6), титановые сплавы (ОТ4, ВТ6), жаропрочные сплавы (ХН60ВТ, ХН77ТЮР) и другие материалы с высокими физикомеханическими характеристиками [2; 3].
Основная методика, по которой разрабатывается комплект технологической документации на изготовление и монтаж трубопроводов, описана в отраслевых стандартах (ОСТ 92-1600–84, ОСТ 92-1601–84, ОСТ 92-1602–92) и подразделяется на несколько этапов [4; 5]:
-
- создание полномасштабного макета ракетного двигателя (РД);
-
- создание по изготовленному макету эталонных трубопроводов;
-
- изготовление штатных трубопроводов по эталонам;
-
- монтаж штатных трубопроводов на РД с выполнением неизбежной подгибки.
Представленный процесс требует большого количества ручного труда и не гарантирует обеспечения оптимальной конфигурации и надлежащего качества продукции.
С другой стороны, сама конструкторская документация на узлы трубопроводов со сложной пространственной конфигурацией представляет собой чертежи либо со схематичным изображением траектории трубопровода, либо с большим количеством видов и сечений, что также приводит к усложнению процесса изготовления и монтажа трубопровода без выполнения предварительного макетирования.
Одним из путей решения указанных проблем является внедрение в технологический процесс производства жидкостного ракетного двигателя комплексной автоматизированной системы изготовления узлов трубопроводов сложной конфигурации с применением 3D-моделирования, что в свою очередь позволит [6–8]:
-
- исключить сложный, дорогостоящий и трудоемкий процесс эталонирования трубопроводов;
-
- повысить точность изготовления и сборки трубопровода;
-
- исключить операцию подгибки по месту;
-
- автоматизировать часть технологического процесса от проектирования до монтажа трубопроводов на двигатель;
-
- исключить влияние субъективного человеческого фактора на основных этапах работ;
-
- усовершенствовать технологию изготовления трубопроводов и их монтажа в составе РД за счет перехода на работу с 3D-моделью двигателя и визуализации процесса монтажа с установленной последовательностью сборки (создание видеороликов для обучения персонала сборочных производств);
-
- создать и хранить конструкторско-технологические данные о каждом трубопроводе в электронном виде в единой базе данных.
Алгоритм работы автоматизированной системы изготовления трубопроводов. На предварительном этапе производится определение длины заготовки трубопровода. Для трубопроводов, имеющих изгибы и прямолинейные участки, длина заготовки рассчитывается методом развертки осевой линии [9]:
ii
L = Z 1 1 + Z R i- ^ i ,
i где ^ 11 - сумма длин прямолинейных участков;
i
^ R i -ф i - сумма длин криволинейных участков; R i - 1
радиус кривизны осевой линии трубопровода на i -м участке; φ i – угол изгиба на i -м участке.
Определение длины заготовки необходимо проводить с учетом припусков на обработку торцов, приварку ниппелей, штуцеров и других соединительных элементов.
Исходные геометрические параметры и данные по конфигурации узла трубопровода можно получить двумя способами [10; 11]:
-
1. Измерив эталон-трубопровод с помощью современных контрольно-измерительных машин (рис. 2). Данный способ наиболее подходит для внедрения системы на этапе серийного изготовления ЖРД.
-
2. Получив геометрические параметры трубопровода из созданной конструктором 3D-модели двигателя (при этом необходимо корректировать координаты мест стыковки путем их измерения контрольноизмерительной машиной (КИМ) и внесения соответствующих изменений в 3D-модель) (рис. 3, 4). Этот способ предназначен для внедрения автоматизированной системы на этапе отработки (освоения) производства современных ЖРД, поскольку они проектируются с применением 3D-моделирования.
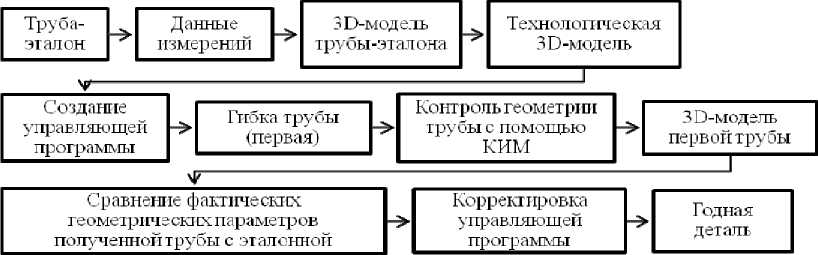
Рис. 2. Алгоритм работы системы (вариант 1)
-
Fig. 2. Algorithm of the system operation (option 1)
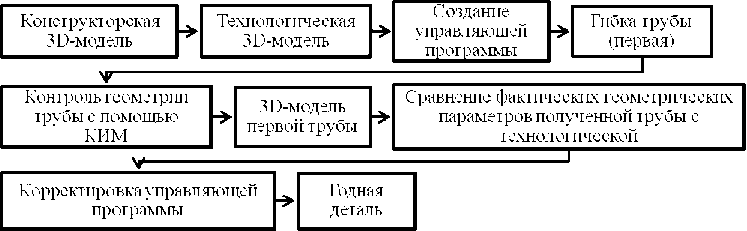
Рис. 3. Алгоритм работы системы (вариант 2)
-
Fig. 3. Algorithm of the system operation (option 2)
Рис. 4. 3D-модель трубопровода
-
Fig. 4. 3D model of the pipeline
На следующем этапе необходимо создать управляющую программу (УП) для осуществления гибки трубы на станке с числовым программным управлением, для чего может использоваться специальное технологическое программное обеспечение (например, TezetCAD). Данное технологическое программное обеспечение позволяет в автоматическом режиме на основе предоставленных данных разработать управляющую программу для трубогибочного станка с ЧПУ и представляет её либо в формате, поддерживаемом данной моделью оборудования, либо в виде таблицы MS Excel [12].
При составлении УП необходимо учитывать требования нормативной документации (ОСТ 92-1600–84) в части установки радиусов изгиба трубы:
-
- изгибы должны быть выполнены одним радиусом и не иметь двойной кривизны в пределах одного гиба;
– минимальные радиусы гибки трубы различных диаметров и с различными толщинами стенок по средней линии должны быть не менее величин, указанных на графике (рис. 5) [13; 14].
Также при создании управляющей программы для станка необходимо учитывать эффект пружинения материала. Расчет угла гиба трубы с учетом пружинения осуществляется следующим образом [4; 7]:
-
1. Угол гиба трубы с учетом пружинения определяется по формуле
-
2. Величина Δλ рассчитывается по формуле
-
3. Коэффициенты n и m определяются по следующим формулам:
Х' = Х + АХ,
где λ – угол гиба трубы; Δλ – величина угла пружинения.
АХ = 57,3-П—^(1 -n + m■ R ),
180 0
где R 0 – осевой радиус гиба трубы; n и m – коэффициенты, учитывающие материал, диаметр и толщину стенки трубы.
, 16 ■ П ■ S ■ R 3 n = 1--; --------cv,
3 E ( R 4 - R 4 )
32 ^ 0 ■ S ■ R 2 m = —;=----;-------- t,
V3 E Ц R н - R в )
где S – толщина стенки трубы; R н – наружный радиус трубы; R с – средний радиус трубы; R в – внешний радиус трубы; П – модуль упрочнения; Е – модуль упругости; σ 0 – предел текучести.
На следующем этапе данные управляющей программы необходимо внести в блок управления станка с ЧПУ для осуществления гибки трубы с последующим контролем конфигурации при помощи КИМ (путем сравнения исходной 3D-модели и данных, полученных в процессе измерения изготовленного трубопровода). В случае успешного прохождения операции контроля труба допускается в дальнейшую работу.
Заключение. Применение представленной технологической системы позволит исключить сложный и трудоемкий процесс эталонирования трубопроводов, снизить долю ручного труда в технологическом процессе производства ЖРД, повысить точность изготовления и сборки трубопровода, исключить необходимость подгибки трубопровода при монтаже, исключить из конструкции двигателя компенсирующие звенья.
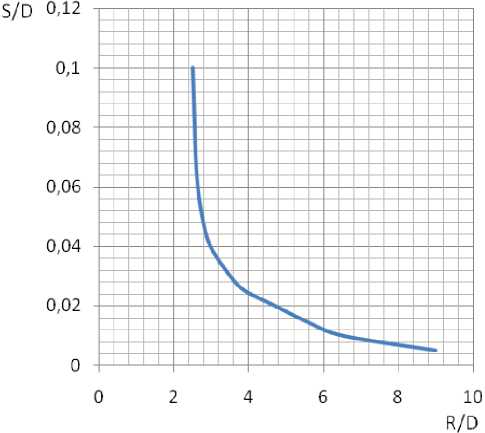
Рис. 5. График, определяющий зависимость радиуса допустимого изгиба трубы ( R ) от её диаметра ( D ) и толщины стенки ( S ) для осуществления холодной гибки
Fig. 5. The graph that determines the radius of the permissible bending of the pipe ( R ) from its diameter ( D ) and the wall thickness ( S ) for bending
Список литературы Реализация автоматизированной системы изготовления трубопроводов в производстве ракетных двигателей
- Гахун Г. Г., Баулин В. И., Володин В. В. Конструкция и проектирование жидкостных ракетных двигателей. М.: Машиностроение, 1989. 424 с.
- Справочник конструктора-машиностроителя. В 3 т. Т. 1./под ред. И. Н. Жестковой. 9-е изд., перераб. и доп. М.: Машиностроение, 2006. 928 с.
- Феоктистов С. И. Теория и практика изготовления элементов трубопроводов летательных аппаратов/М-во образования и науки Российской Федерации, Комсомольский-на-Амуре гос. техн. ун-т. Комсомольск-на-Амуре: Комсомольский-на-Амуре гос. техн. ун-т, 2013. 88 с.
- Ярцев Е. Н., Назаров В. П., Теряев Н. С. Обеспечение качества ракетного двигателя путем внедрения автоматизированной системы изготовления и монтажа трубопроводов сложной конфигурации//Решет-невские чтения: материалы XХ юбилейной Между-нар. науч.-практ. конф., посвященной памяти генерального конструктора ракетно-космических систем академика М. Ф. Решетнева (09-12 нояб. 2016, г. Красноярск). В 2 ч. Ч. 1/под общ. ред. Ю. Ю. Логинова; Сиб. гос. аэрокосмич. ун-т. Красноярск, 2016. C. 205-206.
- Технология производства жидкостных ракетных двигателей/В. А. Моисеев М.: Изд-во МГТУ им. Н. Э. Баумана, 2008. 381 с.
- McAllister E. W. Pipeline rules of thumb hand-book: a manual of quick, accurate solution to every day pipeline engineering problem. Burlington, Ma: Gulf professional publ., 2009. 747 p.
- Сахно К. Н., Дьяков А. С. Современные методы проектирования, изготовления и монтажа трубопроводов судовых систем//Вестник Астраханского государственного технического университета. Сер. «Морская техника и технология». 2014. № 1. С. 26-32.
- Сахно К. Н. Разработка технологий изготовления и монтажа судовых трубопроводов и их экономическое обоснование//Вестник Астраханского государственного технического университета. Сер. «Морская техника и технология». 2011. № 3. С. 22-29.
- Рубинович Л. Д. Изготовление и монтаж трубопроводов: справ. изд./под ред. Л. Д. Рубиновича. М.: Пищевая промышленность, 1966. 232 с.
- Ганов Э. В., Смирнова И. А. Применение ЭВМ для выполнения чертежей и подготовки производства изготовления судовых трубопроводов//Судострое-ние. 2003. № 5. С. 51-52.
- Селезнев В. Е., Алешин В. В., Прялов С. Н. Математическое моделирование магистральных трубопроводных систем: справ. изд. М.: МАКС-Пресс, 2009. 357 с.
- Цифровое производство . URL: http://www.plm.automation.siemens.com/ru_ru/plm/digital-manufacturing.shtml (дата обращения: 29.12.2016).
- ОСТ 92-1600-84. Производство трубопроводов. Общие технические условия. Эталонирование трубопроводных систем, гибка труб и формообразование концов трубопроводов. Введен: 01.01.1986. 54 с.
- ОСТ 92-1601-84. Производство трубопроводов. Общие технические условия. Сборка, окраска, маркировка, очистка, контроль и монтаж трубопроводов. Введен: 01.07.1986. 40 с.
