Релаксация остаточных напряжений в поверхностно-упрочненном призматическом образце с концентратором напряжений полукруглого профиля в условиях высокотемпературной ползучести

Автор: Радченко В.П., Саушкин М.Н., Шишкин Д.М.
Статья в выпуске: 4, 2024 года.
Бесплатный доступ
Разработан численный метод анализа кинетики процесса релаксации остаточных напряжений в призматическом образце с надрезами полукруглого профиля после опережающего виброударного ультразвукового поверхностнопластического упрочнения дробью в условиях высокотемпературной ползучести, базирующийся на методе конечных элементов. Метод включает этап реконструкции (восстановления) остаточных напряжений в гладком упрочненном образце по известной экспериментальной информации, решения задач о перераспределении напряжений после нанесения надреза и расчета кинетики остаточных напряжений в условиях ползучести. В качестве иллюстрации метода решены задачи для призматического образца 100×10×10 мм с радиусами надрезов 0,1÷0,5 мм из сплава ЭП742 при температуре 650°С в условиях температурной выдержки длительностью 300 ч. Выполнена проверка соответствия данных расчета по разработанному методу экспериментальным данным и данным расчета методом сеток в частном случае для гладкого образца. Проанализирована кинетика распределения остаточных напряжений вследствие ползучести по глубине от дна концентратора вглубь образца в различные моменты времени на интервале 300 ч. На основании данных расчетов показано, что наибольшая скорость релаксации наблюдается в концентраторах напряжений при ρ = 0,1 и 0,2 мм, но во всех случаях после ползучести в течение 300 ч сохраняются сжимающие остаточные напряжения как в области, прилегающей к надрезу, так и вдали от концентратора. Показано, что надрезы практически не оказывают влияния на изменение геометрии образцов, по сравнению с упрочненными гладкими образцами, при этом наблюдается уменьшение величины прогиба упрочненных образцов в процессе ползучести.
Призматический образец, опережающее поверхностное пластическое деформирование, надрез полукруглого профиля, остаточные напряжения, ползучесть, релаксация, температурная выдержка
Короткий адрес: https://sciup.org/146283046
IDR: 146283046 | УДК: 539.43:621.787 | DOI: 10.15593/perm.mech/2024.4.05
Relaxation of residual stresses in a surface-hardened prismatic specimen with a stress concentrator of a semicircular profile under conditions of high-temperature creep
The study presents a numerical method for analyzing the relaxation kinetics of residual stresses in a prismatic sample with semi-circular notches after prior vibro-impact ultrasonic surface plastic hardening by shot peening under high-temperature creep conditions, based on the finite element method. The method includes the stage of reconstructing (recovering) residual stresses in a smooth hardened specimen based on known experimental information, solving problems of stress redistribution after notch application, and calculating the kinetics of residual stresses under creep conditions. To illustrate the method, problems are solved for a prismatic sample of 100×10×10 mm with notch radii of 0.1 to 0.5 mm from EP742 alloy at a temperature of 650°C under thermal exposure for 300 hours. The compliance of the calculated data using the developed method with experimental data and grid method calculations was verified in the special case of a smooth specimen. The kinetics of residual stress distribution due to creep from the depth of the notch root into the sample at different time intervals over 300 hours was analyzed. Based on the calculation data, it was shown that the highest relaxation rate is observed in stress concentrators with ρ = 0.1 mm and ρ = 0.2 mm, but in all cases, after 300 hours of creep, compressive residual stresses are maintained in the area adjacent to the notch as well as away from the concentrator. It is shown that the notches practically do not affect the geometry of the samples compared to the hardened smooth samples, while a reduction in the deflection of the hardened samples is observed during the creep process.
Текст научной статьи Релаксация остаточных напряжений в поверхностно-упрочненном призматическом образце с концентратором напряжений полукруглого профиля в условиях высокотемпературной ползучести
ВЕСТНИК ПНИПУ. МЕХАНИКА № 4, 2024PNRPU MECHANICS BULLETIN
Тенденция развития современного энергетического машиностроения и авиадвигателестроения предписывает разработку новых и глубокую модернизацию уже имеющихся технологий изготовления деталей газотурбинных двигателей (ГТД) с целью увеличения их ресурса.
Несмотря на многолетний опыт проектирования и эксплуатации авиадвигателей, нерешенной остается проблема сравнительно частого выхода из строя наиболее ответственных деталей ГТД по причине наличия в них технически необходимых концентраторов напряжений технологического происхождения (пазов, отверстий, канавок, выточек, резьбы и т.д.) и возникающих при эксплуатации дефектов (царапин, сколов, вмятин, порезов и т.д.). В действительности присутствие любых несплошностей негативно сказывается на прочностном ресурсе таких деталей по причине образования и последующего развития в них усталостных трещин, которые всегда имеют место при переменных циклических нагрузках. Тем не менее избежать наличия концентраторов напряжений с позиции конструирования деталей ГТД без указанных конструктивных элементов практически нельзя, а появление в деталях эксплуатационных микро- и макроповреждений зачастую обосновано попаданием в работающий агрегат посторонних предметов.
Немаловажным фактором при этом является учет отрицательного влияния на детали высоких температур, действие которых на протяжении длительной работы в процессе эксплуатации приводят к ухудшению исход- ных механических свойств материалов деталей и изменению первоначальных габаритных параметров элементов конструкций вследствие высокотемпературной ползучести и коробления.
Отметим, что подавляющее число случаев разрушения эксплуатируемых деталей, например ГТД, сводятся к развитию различного рода приповерхностных концентраторов напряжений в условиях действия нагрузок. Сопутствующим фактором при этом считается появление в работающих деталях значительных по величине эксплуатационных растягивающих напряжений, которые могут накапливаться в процессе нагружения. Частичное снижение их интенсивности возможно, например, в случае предварительной обработки деталей методами поверхностного пластического деформирования (ППД), в результате чего в приповерхностных слоях материала формируются компенсирующие сжимающие остаточные напряжения (ОН). Эффективность применения методов ППД подтверждается необозримым количеством научных работ, демонстрирующих повышение показателей статической и усталостной прочности, твердости, шероховатости, износостойкости и прочих характеристик, среди которых можно выделить «ранние», основополагающие работы [1–12], а также не менее значимые работы по упрочнению гладких «бездефектных» деталей [13–16] и деталей с концентраторами напряжений [2; 3; 9; 10; 14; 17–27].
Особый научно-практический интерес представляют вопросы влияния поверхностного упрочнения деталей авиадвигателестроения на сопротивляемость реоло- гическим процессам при высокотемпературной ползучести. Это вызвано тем, что длительное действие повышенных температур в энергосиловых установках приводит к перераспределению и релаксации напряжений в материале комплектующих изделий ГТД и, как следствие, к ухудшению качества поверхностного слоя. Следовательно, возникает необходимость в анализе напряженно-деформированного состояния (НДС) как упрочненных, так и неупрочненных деталей работающих в условиях температурно-силового воздействия. В подтверждение этому в исследовательских работах [4; 7; 13; 16; 30; 33] затрагивается проблема снижения прочности гладких деталей авиадвигателестроения и энергомашиностроения по причине релаксации сжимающих ОН, предварительно наведенных упрочнением. Наиболее сложно ситуация обстоит в отношении упрочненных тел с концентраторами напряжений, о чем свидетельствуют, например, работы [30; 34], в связи с чем настоящее исследование посвящено оценке релаксации ОН в предварительно упрочненном призматическом образце с надрезом полукруглого профиля.
Постановка задачи
В настоящей работе рассматривается призматический образец размерами 100×10×10 мм, изготовленный из широко используемого в авиадвигателестроении жаропрочного сплава ЭП742, верхняя грань которого подвержена виброударному ультразвуковому поверхностно-пластическому упрочнению дробью (УЗУ), а затем на нее нанесен сквозной надрез полукруглого профиля радиусом ρ = {0,1; 0,2; 0,3; 0,5} мм (рис. 1). Задача сведена к оценке кинетики предварительно наведенных поверхностным упрочнением ОН образца, который находится в условиях температурной выдержки без нагрузки (термоэкспозиции) при температуре 650°C в течение 300 ч. Вводится декартова система координат так, чтобы плоскость x 0 z совмещалась с упрочненной гранью, а ось 0 y была направлена по глубине упрочненного слоя (см. рис. 1).
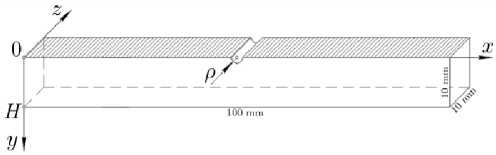
Рис. 1. Схематическое изображение поверхностно-упрочненного призматического образца с надрезом полукруглой формы
-
Fig. 1. Schematic representation of a surface-hardened prismatic specimen with a notch of a semicircle profile
Исходной информацией для выполнения расчета полей ОН и пластических деформаций (ПД) являются экспериментальные данные распределения компоненты ° x = ° x (У) Для гладкого «бездефектного» призматиче- ского образца, полученные после виброударного ультразвукового упрочнения дробью (рис. 2) [16].
Метод решения задачи о релаксации ОН в призматическом образце в условиях ползучести состоит из нижеследующих этапов.
-
1. Реконструкция (восстановление) полей ОН в гладком бездефектном образце после процедуры поверхностного пластического упрочнения по известной экспериментальной информации.
-
2. Решение задачи о перераспределении ОН после нанесения полукруглого надреза на верхнюю упрочненную поверхность.
-
3. Решение задачи о релаксации сформировавшихся ОН в призматическом образце с надрезом после опережающего поверхностно-пластического упрочнения (ОППД) в условиях высокотемпературной ползучести материала при длительной термоэкспозиции.
Именно в такой последовательности излагается материал настоящей статьи.
Метод реконструкции полей остаточных напряжений и пластических деформаций поверхностно-упрочненного призматического образца с полукруглым надрезом по известной экспериментальной информации
Рассмотрим сначала метод реконструкции полей ОН и ПД для гладкого «бездефектного» образца по известной экспериментальной информации, подробно описанный в работе [35]. Призматический образец подвергается процедуре поверхностного пластического деформирования (ППД) по верхней грани, после чего образуется тонкий упрочненный слой толщиной 100÷300 мкм. В соответствии с [35] установлено, что компоненты тензоров ОН и ПД зависят только от координаты у, т.е. ° x = ° x ( у ), ° z = ° z ( у ), ° у = ° у ( у ) = 0 и все недиагональные компоненты ОН и ПД полагаются равными нулю в силу их малости. Ненулевыми компонентами остаточных деформаций являются упругие e i = e i ( у ), пластические q i = q i ( у ) и полные s i = s i ( у ) ( i = x , у , z ) соответственно. Согласно введенной гипотезе плоских сечений для компонент остаточных полных деформаций выполняется кинематическое условие:
s x ( у ) = s z ( у ) = °. (1)
Для рассматриваемого случая изотропного поверхностного упрочнения (выполняется условие q x ( у ) = qz ( у )) с учетом условия пластической несжимаемости qx + qy + qz = 0 расчетные формулы для ОН и ПД принимают вид [35]:
1 — v
° z ( у ) = ° x ( у ), Q x ( у ) = Q z ( у ) = — ° x ( у ),
E (2)
( л 2(1 - v) qy(у) = ——° x(у), E где v – коэффициент Пуассона, E – модуль Юнга.
В соответствии с (2) все компоненты тензоров ОН и ПД выражаются через компоненту ax (у), поэтому для реконструкции НДС упрочненного образца достаточно иметь известную экспериментальную зависимость ax = ax (у) в пределах упрочненного слоя (для рассматриваемого образца из сплава ЭП742 – точки на рис. 2), после чего необходимо построить аппроксимацию этой зависимости и экстраполировать ее на все значения 0 < у < H (где H = 10 мм - высота призматического образца). Согласно [35] для реализации описанной методики предложена зависимость вида ax (У) = ao -ai exP

где a 0, a 1 , b , у - параметры аппроксимации экспериментальной эпюры a x ( у ), методика определения которых подробно изложена в [35], согласно которой они имеют значения: a 0 = 13,38 МПа; a 1 = 1101 МПа; b = 0,093 мм; у = 0,034 мм. На рис. 2 сплошной линией показана зависимость a x = a x ( у ) с использованием аппроксимации (3).
Таким образом, при известной зависимости (3) остальные компоненты ОН и ПД в соответствии с (2) будут иметь аналитическое представление.
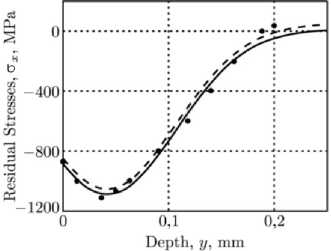
Рис. 2. Данные для компоненты a x = a x ( у ) после упрочнения УЗУ поверхности призматического образца из сплава ЭП742: экспериментальные (точки), расчетные (сплошная линия) по аппроксимации (3) и расчетные (штриховая линия) для термоупругой задачи
-
Fig. 2. Data for the component a x = a x ( у ) after ultrasonic surface strengthening of the prismatic specimen made of EP742 alloy: experimental (points), calculated (solid line) by approximation (3), and calculated (dashed line) for the thermoelastic problem
На втором этапе компоненты тензора остаточных ПД qi = qi (у) (i = x, у, z), которые определяются из соотношений (2), моделируются фиктивными температурными деформациями с использованием зависимостей qi( у) = в,(Т (у ))[T (у) — To], i = x, у, z, 0 < у < H,
где P i ( T ( у )) - коэффициенты температурного расширения, T = T ( у ) - неоднородное температурное поле с малым градиентом температур, распределение которого можно выбирать произвольно: T 0 = T ( H ) = 20 °C -фиксированное значение температуры на грани образца при у = H (см. рис. 1), T * = T (0) = 30 °C - значение температуры на противоположной (упрочненной) грани при у = 0 . При значениях q i ( у ), известных из (2) и (3), и заданном распределении T = T ( у ) по формуле (4) вычисляются коэффициенты температурного расширения P i = в i ( T ( у )), необходимые для дальнейших расчетов.
На следующем этапе в соответствии с технологией ОППД на предварительно упрочненный гладкий образец наносится сквозной надрез полукруглого профиля за счет удаления части материала при сохранении температурного поля, полученного для гладкого образца в объеме образца без учета надреза. Другими словами, в объеме образца без надреза сохраняются рассчитанные пластические деформации для гладкого образца.
На заключительном этапе по известным из расчета значениям в i = в i ( T ( у )) с использованием метода конечных элементов (МКЭ), реализованным в программной среде ANSYS Mechanical APDL, численно решается задача термоупругости, в результате чего становится известным распределение ОН в образце с концентратором напряжений полукруглого профиля. Для частичной экспериментальной проверки разработанного метода сведения исходной задачи к задаче фиктивной термоупругости МКЭ решалась задача и для гладкого (бездефектного) образца. На рис. 2 штриховой линией показана зависимость для a x = a x ( у ), полученная МКЭ, при этом наблюдается хорошая согласованность этой зависимости с экспериментальными данными и с аппроксимацией (3).
Численный метод расчета кинетики остаточных напряжений в поверхностно-упрочненном призматическом гладком образце и образце с надрезом полукруглого профиля в условиях ползучести
Рассматривается задача расчета кинетики наведенных после упрочнения ОН в призматическом образце 100×10×10 мм из сплава ЭП742 с полукруглым надрезом в условиях высокотемпературной ползучести при отсутствии внешних силовых нагрузок. Согласно [16] процесс релаксации ОН с температурной выдержкой без силового нагружения и известном НДС после упрочнения будем называть термоэкспозицией. Предполагается мгновенное прогревание образца с температуры Т0 = 20 °C до температуры T = 650 °C с последующей температурной выдержкой по времени t = 300 ч. Для сплава ЭП742 E0 = 2,21-105 МПа - мо- дуль Юнга при температуре T0, E1 = 1,79 -105 МПа -модуль Юнга при температуре T1 . Предполагается, что коэффициент Пуассона v = 0,3 и не зависит от температуры.
После процедуры упрочнения в момент времени t = 0 - 0 при температуре T 0 = 20 °C имеем распределение ОН и ПД, задаваемое (2) и (3):
° z ( у ) = ° x ( у ), q x ( у ) = q z ( у ) = - 1^v ° x ( у ),
E qy( у ) =
2(1— v ) г 1
—--° x ( У )•
E 0
При мгновенном прогреве упрочненного образца с температуры T 0 до температуры T ( T > T 0 ) в предположении, что новых пластических деформаций не возникает, получаем распределение полей ОН и ПД для момента времени t = 0 + 0 :
°x(у) = - rE- qx(у), °z(у) = °x(у), (6) 1 - v где компонента ПД qx(y) вычисляется в соответствии с формулой (5). Сравнивая (5) и (6), можно сделать вывод, что напряжение °x (у) при температуре T можно получить, умножив функцию °x (у) при температуре упрочнения T0 на коэффициент E0/ E1. Таким образом, в момент изменения от температуры T0 до температуры T1 произойдет ступенчатое изменение напряжений °x (у) и °z (у) вследствие изменения модуля Юнга и неизменности qx (y).
Рассмотрим решение задачи о релаксации остаточных напряжений в образце с надрезом в условиях ползучести. Кроме уже использованных выше упругих характеристик, необходимо иметь реологическую модель для сплава ЭП742 при температуре 650°С. В настоящей работе использована теория установившейся ползучести р =3СS"-11с. -15. с.. I, (7) pi 2 I i 3 ’’I ’ где pj - компоненты скорости деформации ползучести, S - интенсивность напряжений, ° - компоненты тензора напряжений, Sj - символ Кронекера, c, n - константы материала [11; 16].
Поставленная задача решалась численно методом конечных элементов в программной среде ANSYS Mechanical APDL, поэтому из библиотеки выбрана степенная модель ползучести Нортона, которая в одноосном случае представлена зависимостью еcr = С1°C2e-C3/T , (8)
где C 1 , C 2 , C 3 – константы материала, T – значение абсолютной температуры, е cr - скорость деформации ползучести, при этом в нижеследующих расчетах для согласования обозначений (7) и (8) полагалось, что C 3 = 0, C 2 = n , C 1 = c .
Подробное изложение численного метода конечноэлементного моделирования НДС призматического образца с надрезом с точки зрения построения геометрической дискретной модели изложено в [21]. Поэтому кратко изложим особенности процедуры настройки блока решателя программы для учета деформации ползучести в среде ANSYS Mechanical APDL.
Согласно настоящей методике, дискретизация по времени t при использовании программного комплекса ANSYS осуществляется заданием временного шага A t в разделе настроек решателя, где от 1 0 = 0 до t 1 = 1 ч временной шаг интегрирования соответствует A t j = 0,02 ч, после чего от t 1 = 1 ч и до окончания времени t к температурной выдержки - A t к = 1 ч. Это связано с тем, что в пределах первого часа температурного нагружения скорость релаксации ОН имеет наибольшую величину, поэтому шаг интегрирования в области, прилегающей к t = 0, должен быть малым.
Отметим, что с помощью МКЭ решалась задача и для гладкого (без надреза) образца в условиях ползучести с целью проверки адекватности предложенного метода данным расчета методом сеток и экспериментальным данным для гладкого образца, представленных в [16], поскольку решение для образца с надрезом по мере удаления от него (по координате x , см. рис. 1) должно приближаться к решению для гладкого образца.
Результаты расчетов и их анализ
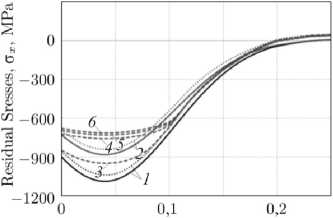
Численное исследование кинетики ОН при ползучести в поверхностно-упрочненном призматическом образце из сплава ЭП742 с надрезом полукруглого профиля радиуса ρ = {0,1; 0,2; 0,3; 0,5} мм в условиях термоэкспозиции при температуре 650°C. Приведем результаты расчетов для гладкого образца, представленные на рис. 3. Здесь приведена кинетика ОН для компоненты ° x = ° x ( y , t ) с учетом их релаксации при высокотемпературной ползучести в гладком поверхностно упрочненном образце по глубине h от упрочненной поверхности в зависимости от времени выдержки. Кривой 1 показаны расчетные (сплошная линия) по аппроксимации (2) и расчетные (штриховая линия) по МКЭ результаты начального НДС при температуре T 0 = 20 °C в момент времени t = 0 . Аналогичные данные для случая «мгновенно» прогретого до температуры T = 650 °C образца показаны кривой 2 . Кривым 3 и 4 соответствуют расчетные по МКЭ (кривая 3 ) и расчетные по методу сеток (кривая 4 ) [16] зависимости ОН
° x = 15 x ( У , t ) при термоэкспозиции длительностью t к = 100 ч Кривые 5, 6 соответствуют распределению ОН после температурной разгрузки с T = 650 °C до Т 0 = 20 °C в момент времени t к = 100 ч для экспериментальных значений (кривая 5 , точки) [16], для расчетных данных по методу сеток (штриховая кривая 5 ) [16], для расчетных данных по МКЭ (кривая 6 ).
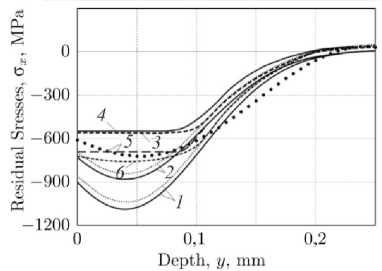
Рис. 3. Распределение ОН для компоненты ° x = ° x ( y , t ) в гладком образце из сплава ЭП742 при ползучести в зависимости от времени выдержки t : 1 - результаты расчета по аппроксимации (3) (сплошная линия) и по МКЭ (штриховая линия) при температуре 20°C ( t = 0); 2 -результаты расчета с использованием аппроксимации (3) (сплошная линия) и по МКЭ (штриховая линия) при температуре 650°C( t = 0); 3 - расчетные данные по МКЭ ( t = 100 ч); 4 - расчетные данные по методу сеток [16] ( t = 100 ч); 5 - данные после температурной разгрузки (эксперимент - точки, метод сеток - штриховая линия, t = 100 ч); 6 - расчетные данные по МКЭ после температурной разгрузки ( t = 100 ч)
Fig. 3. Distribution of residual stresses for the component ° x = ° x ( У, t ) in a smooth specimen made of EP742 alloy under creep depending on holding time t : 1 - calculation results by approximation (3) (solid line) and by FEM (dashed line) at a temperature of 20°C ( t = 0); 2 - calculation results by approximation (3) (solid line) and by FEM (dashed line) at a temperature of 650°C ( t = 0); 3 - calculation results by FEM ( t = 100 hrs); 4 - calculated data by the grid method [16] ( t = 100 hrs); 5 - data after thermal unloading (experiment -points, grid method - dashed line, t = 100 hrs); 6 - calculated data by FEM after thermal unloading ( t = 100 hrs)
Анализ погрешности кинетики ОН по компоненте ° x = ° x ( y , t ) между экспериментальными и расчетными данными работы [16] и полученными по МКЭ численными результатами проводился в пределах толщины упрочненного слоя гладкого «бездефектного» образца по норме:
Л ° =
■ 100%,
четной величины; ° р’ ( y k ) - компоненты тензора ОН второй расчетной величины или экспериментальные данные; n – количество точек дискретизации указанного отрезка.
Из сравнительного анализа следует, что за 100 ч термоэкспозиции расхождение между результатами расчета ОН, полученными по методу сеток ( ° р '( y k )) [16], и результатами численного расчета по МКЭ ( ° р2 ( y k )) по норме (9) составило Л ° = 7,87 % . При аналогичном сопоставлении расчетных результатов ОН для случая температурной разгрузки упрочненного образца в момент времени t = 100 ч, полученных по методу сеток и по данным эксперимента, с результатами численного расчета на основе МКЭ расхождения составили Л ° = 10,39% и Л ° = 12,85% соответственно. Таким образом, можно констатировать хорошее для условий ползучести соответствие результатов расчета по разным методам экспериментальным данным. Это заключение не противоречит замечанию Ю.Н. Работнова: «… разница в 20 % по деформациям между кривыми ползучести, снятыми при одном и том же напряжении для данной температуры на образцах из материала (даже) одной плавки, не считается чрезмерно большой» [36].
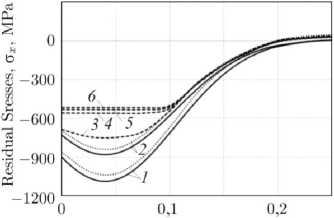
Детализированное представление кинетики ОН для компоненты ° x = ° x ( y , t ) в пределах толщины упрочненного слоя для гладкого образца при высокотемпературной ползучести за разное время термоэкспозиции t показано на рис. 4. Здесь, как и на рис. 3, кривыми 1 и 2 представлены расчетные по аппроксимации (3) (сплошные линии) и расчетные по МКЭ (штриховые линии) эпюры распределения ОН, полученные после упрочнения образца до наступления установившейся стадии ползучести ( t = 0) в «холодном» состоянии (при Т 0 = 20 °C) и при моментальном прогреве образца до T = 650 °C соответственно. Кривые 3 - 6 описывают кинетику расчетных значений ОН ° x = ° x ( y , t ) по МКЭ при термоэкспозиции (см. рис. 4, а , T = 650 °C) и при температурной разгрузке упрочненного образца (см. рис. 4, b , T 0 = 20 °C) за время выдержки t (кривая 3 - t = 1 ч, кривая 4 – t = 100 ч, кривая 5 – t = 200 ч, кривая 6 – t = 300 ч).
На основе формулы (9), приняв расчетную величину °,Р‘(yk) = °x (yk ,0) при T0 = 20 °C, а величину ° р’( yk) = ° x (yk, t) в моменты времени t = {1; 100; 200; 300} ч, T = 650 °C, выполнялась оценка интенсивности релаксации ОН в зависимости от времени выдержки t с последующей температурной разгрузкой. Наибольший интерес с прикладной точки зрения представляют эпюры напряжений после ползучести и температурной разгрузки, представленные на рис. 4, b. Фактически здесь показано, как условия эксплуатации в режиме термоэкспозиции при T1 = 650 °C с различными временами выдержки и последующей температурной разгрузкой до T0 = 20 °C сказываются на релаксации остаточных напряжений. Сравнивая графики на рис. 4, b, с маркерами 3, 4, 5 и 6 с исходным графиком после упрочнения (маркер 1), с использованием формулы (9), получено, что за время t = 1 ч интегральная оценка уменьшения (по модулю) величины остаточных напряжений составила 6,2 %, за t = 100 ч – 26,42 %, за t = 200 ч – 30,66 %, за t = 300 ч – 33,22 %.
Дальнейшее изучение кинетики ОН в условиях термоэкспозиции осуществлялось для поверхностно упрочненного призматического образца с полукруглым надрезом радиуса ρ = {0,1; 0,2; 0,3; 0,5} мм. На рис. 5 показаны графики кинетики расчетных по МКЭ значений ОН по компоненте ст x = ст x ( h , t ) для случаев упрочненного гладкого образца (кривые 1 ) и образца с надрезами радиуса ρ = 0,2 мм (кривые 2 ), ρ = 0,3 мм (кривые 3 ) и ρ = 0,5 мм (кривые 4 ) при t = 0, t = 1 ч, t = 50 ч и t = 300 ч.
Depth, т/, mm
Depth, у, mm
a
b
Рис. 4. Кинетика компоненты ст x =ст x ( y , t ) при ползучести для гладкого образца в зависимости от времени выдержки t при термоэкспозиции ( a ) и при температурной разгрузке ( b ): 1 – расчетная эпюра по МКЭ (штриховая линия) и расчетная эпюра по аппроксимации (3) (сплошная линия) при температуре 20°C ( t = 0); 2 - расчетная эпюра по МКЭ (штриховая линия) и расчетная эпюра с использованием аппроксимации (3) (сплошная линия) при температуре 650°C ( t = 0); 3 – t = 1 ч, 4 – t = 100 ч, 5 – t = 200 ч, 6 – t = 300 ч
Fig. 4. Kinetics of the component ст x = CT x ( y, t ) under creep for a smooth specimen, depending on the holding time t during thermal exposure ( a ) and during thermal unloading ( b ): 1 – FEM calculated curve (dashed line) and curve by approximation (3) (solid line) at a temperature of 20°C ( t = 0); 2 – FEM calculated curve (dashed line) and curve by approximation (3) (solid line) at a temperature of 650°C ( t = 0); 3 – t = 1 hr, 4 – t = 100 hrs, 5 – t = 200 hrs, 6 – t = 300 hrs
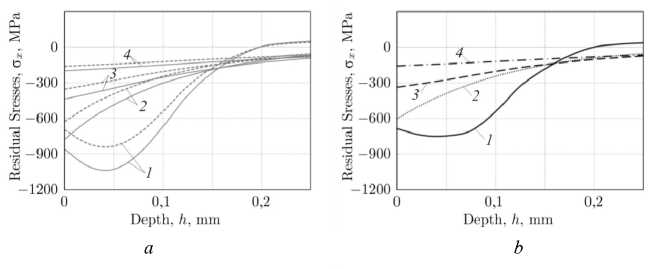
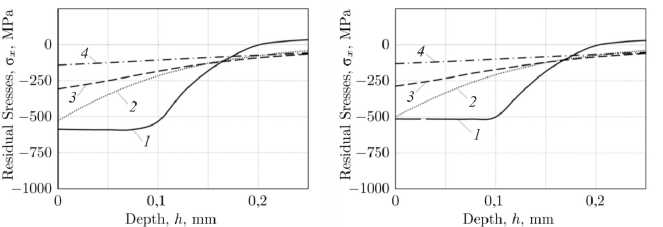
Рис. 5. Кинетика компоненты ст x = ст x ( h , t ) при термоэкспозиции для упрочненных гладкого образца и образца с надрезом р в различные моменты времени t : а – t = 0; b – t = 1 ч; c – t = 50 ч; d – t = 300 ч: 1 - решение для гладкого образца; 2 - решение при ρ = 0,2 мм; 3 - решение при ρ = 0,3 мм; 4 - решение при ρ = 0,5 мм

c
d
Fig. 5. Kinetics of the component ст x = ст x ( h , t ) during thermal exposure for hardened smooth specimen and specimen with a notch р at different moments in time t : а – t = 0; b – t = 1 hr; c – t = 50 hrs; d – t = 300 hrs: 1 - solution for the smooth specimen; 2 - solution for ρ = 0,2 mm; 3 - solution for ρ = 0,3 mm; 4 - solution for ρ = 0,5 mm
a
b
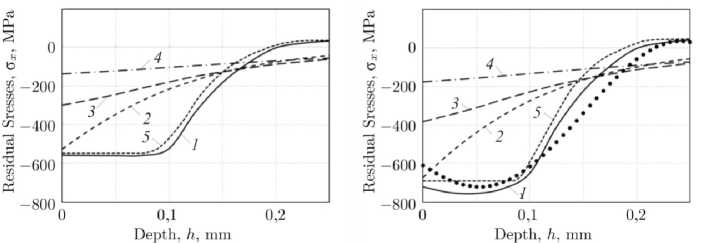
Рис. 6. Распределение компоненты σ x =σ x ( h , t ) при ползучести в момент времени t = 100 ч при термоэкспозиции ( а ) и при температурной разгрузке ( b ): 1 - решение для гладкого образца; 2 – решение при ρ = 0,2 мм; 3 – решение при ρ = 0,3 мм; 4 – решение при ρ = 0,5 мм; 5 - решение для гладкого образца методом сеток; точки – экспериментальные данные для гладкого образца
Fig. 6. Distribution of the component σ x =σ x ( h , t ) during creep at time t = 100 hrs during thermal exposure ( a ) and during thermal unloading ( b ): 1 - solution for the smooth specimen; 2 - solution for ρ = 0,2 mm; 3 - solution for ρ = 0,3 mm; 4 - solution for ρ = 0,5 mm;
5 - solution for the smooth specimen by the grid method; points - experimental data for the smooth specimen
При этом распределение компоненты ОН σ x =σ x ( h , t ) на рис. 5, a, соответствует состоянию упрочненных образцов в момент времени t = 0 при температуре T 0 = 20 °C (сплошные линии) и мгновенного изменения температуры до T 1 = 650 °C (пунктирные линии). Для единообразия трактовки расчетных данных на рис. 5 и в дальнейшем изложении материала статьи для образцов с надрезами h – это глубина по упрочненному слою от дна надреза, т.е. h = y -ρ ( y ≥ρ ), а для гладкого образца – h = y .
Анализ полученных графиков на рис. 5 показывает, что наибольшая интенсивность релаксации сжимающих ОН для компоненты σ x =σ x ( h , t ) при высокотемпературной ползучести наблюдается для поверхностно упрочненного образца с полукруглым надрезом ρ = 0,2 мм (кривая 2 ). При этом за время t = 1 ч температурной выдержки (см. рис. 5, а ) в соответствии с нормой (9) интегральный уровень ОН снижается (по модулю) на 62,82 % по отношению к начальному «холодному» состоянию образца после упрочнения ( t = 0, T 0 = 20 °C). Для расчетных случаев упрочненных образцов с ρ = 0,3 мм и ρ = 0,5 мм снижение величины σ x =σ x ( h , t ) за t = 1 ч составляет 27,32 и 27,34 % соответственно.
На рис. 6 представлены графики для всех рассматриваемых расчетных случаев упрочненного гладкого образца и образца с надрезом ρ при термоэкспозиции (см. рис. 6, а) и температурной разгрузке (см. рис. 6, b) за время выдержки t = 100 ч для компоненты ОН σx=σx(h,t) по глубине h от дна концентратора. Кривой 1 представлены результаты распределения ОН для гладкого образца, кривыми 2-4 – результаты расчета для образцов с надрезами ρ = {0,2; 0,3; 0,5} мм соответственно. Для сравнения на графиках кривой 5 отображены результаты расчетов кинетики ОН, полученные методом сеток для гладкого упрочненного образца, а точками на рис. 6, b, представлены экспериментальные данные σx=σx(h,t) для этого же образца в момент температурной разгрузки при t = 100 ч.
Многочисленные результаты расчета, частично представленные на рис. 4–6, и их анализ позволяют сделать определенные выводы. Во-первых, с увеличением радиуса надреза ρ интенсивность релаксации ОН по компоненте σ x =σ x ( h , t ) за равное время выдержки t при температуре T 1 = 650 °C существенно снижается. Во-вторых, сравнение данных для σ x =σ x ( h , t ) после температурной разгрузки свидетельствует, что после «эксплуатации» образца в условиях термоэкспозиции сохраняется еще значительный уровень остаточных напряжений (см. рис. 5 и 6), причем с увеличением времени выдержки интенсивность релаксации резко падает, что связано с резким падением скорости ползучести для получаемых ОН. Например, для всех вариантов образцов с надрезами и гладких образцов сравнение величин σ x =σ x ( h , t ) при разгрузке для t = 100 ч и t = 300 ч дает отличие в 4–7 % в соответствии с (9).
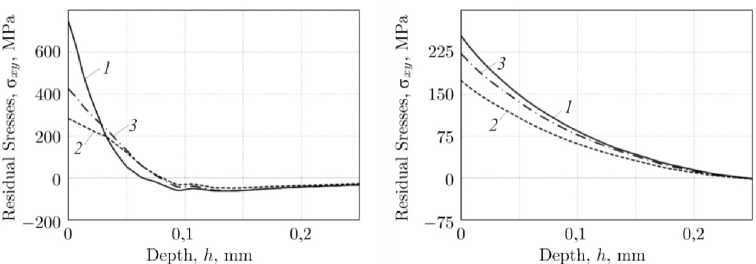
Не менее значимый интерес при исследовании кинетики ОН в поверхностно-упрочненном призматическом образце с полукруглым надрезом ρ представляет компонента касательных напряжений σ xy =σ xy ( h , t ). Оценка численных значений этой компоненты ОН осуществлялась по глубине h = y - V3 ρ /2 от поверхности концентратора напряжений с радиусом ρ в сечении, удаленном в продольном направлении от центрального поперечного сечения (проходящего через дно концентратора напряжений) на расстояние ρ/2. Как отмечалось ранее в работе [16], учет недиагональных компонент ОН необходим при проведении прочностных расчетов для поверхностно-упрочненных тел призматической формы с мелкими надрезами.
a
b
Рис. 7. Релаксация компоненты ст xy = СТ xy ( h , t ) при термоэкспозиции при р = 0,1 мм ( а ) и р = 0,3 мм ( b ) в различные моменты времени t : 1 – решение для t = 0; 2 - решение для t = 100 ч; 3 - решение после температурной разгрузки при t = 100 ч
Fig. 7. Relaxation of the component ст xy = СТ xy ( h , t ) during thermal exposure with р = 0.1 mm ( a ) and р = 0,3 mm ( b ) at various time points t : 1 – solution for t = 0; 2 – solution for t = 100 hrs; 3 – solution after thermal unloading at t = 100 hrs
В этой связи для расчетных случаев образца с надрезом радиусом ρ = 0,1 мм (рис. 7, а ) и ρ = 0,3 мм (рис. 7, b ) представлена кинетика ОН по компоненте ст xy =ст xy ( h , t ) в моменты времени t = {0; 1; 50; 100} ч для термоэкспозиции и температурной разгрузки. Как видно из представленных данных, релаксация касательных ОН наиболее эффективно проявляется в случае упрочненного образца с надрезом ρ = 0,1 мм: с момента начального НДС при t = 0, T 0 = 20 °C за 100 ч термоэкспозиции при температуре T = 650 °C составляет по норме (9) для случая термоэкспозиции 100,21 %, а для случая температурной разгрузки – 52 %.
Заключительный анализ настоящего исследования состоял в оценке зависимости величины прогиба упрочненного образца от времени термоэкспозиции t в условиях ползучести по длине образца (0 < x < 100 мм). На рис. 8 представлены результаты расчета прогибов упрочненных гладкого образца (сплошная линия) и образцов с надрезами ρ = 0,1 мм (штриховая линия) и ρ = 0,3 мм (штрихпунктирная линия) в начальный момент времени t = 0 при температуре T 0 = 20 °C (кривые 1) и в момент времени t = 300 ч при температуре T = 650 °C (кривые 2 ). Оценка прогибов осуществлялась в срединной горизонтальной плоскости ( y = 5 мм). По наибольшим прогибам в центральном поперечном сечении ( x = 50 мм) установлено, что прогибы f для рассматриваемых случаев за время t = 300 ч температурной выдержки уменьшаются в среднем на 22 %.
Таким образом, надрезы и вызванные ими ОН существенно не сказываются на геометрических характеристиках упрочненных образцов, по сравнению с упрочненными гладкими образцами. В процессе ползучести происходит частичное восстановление геометрии упрочненных образцов (уменьшение величины прогиба), имевших до упрочнения призматическую форму.
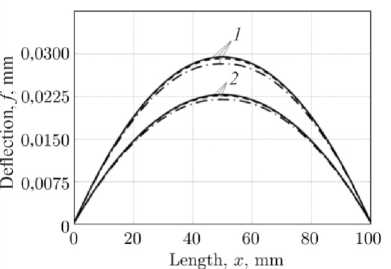
Рис. 8. Прогибы образца f в срединной плоскости ( y = 5 мм) при термоэкспозиции в начальный момент времени t = 0 при температуре 20°C (кривые 1 ) и в момент времени при t = 300 ч при температуре 650°C (кривые 2 ): упрочненный гладкий образец - сплошная линия; упрочненный образец с надрезом ρ = 0,1 мм - пунктирная линия; упрочненный образец с надрезом ρ = 0,3 мм - штрихпунктирная линия
Fig. 8. Sample deflections f in the midplane ( y = 5 mm) during thermal exposure at the initial time t = 0 at a temperature of 20°C (curves 1 ) and at time t = 300 hrs at a temperature of 650°C (curves 2 ): hardened smooth specimen - solid line; hardened specimen with a notch ρ = 0.1 mm - dashed line; hardened specimen with a notch ρ = 0,3 mm - dash-dotted line
Заключение
-
1. Разработан численный метод расчета кинетики остаточных напряжений в поверхностно-упрочненном призматическом образце со сквозным одиночным надрезом полукруглого профиля в условиях ползучести при термоэкспозиции, основанный на известном напряженно-деформированном состоянии для гладкого образца и технологии опережающего поверхностно пластического деформирования.
-
2. Выполнена проверка адекватности результатов расчета кинетики остаточных напряжений при ползучести по разработанному методу экспериментальным
-
3. Показано, что происходит существенная релаксация остаточных напряжений для всех исследованных образцов с надрезами ρ = {0.1; 0.2; 0.3; 0.5} мм, но после процесса термоэкспозиции они имеют еще значительную величину в области сжатия материала, прилегающей к надрезу, при этом происходит падение скорости релаксации остаточных напряжений практически до полной остановки релаксационного эффекта при больших временах выдержки образцов при температуре 650°C вследствие резкого падения скорости ползучести с уменьшением уровня (по модулю) остаточных напряжений.
данным и данным расчета по методу сеток в частном случае гладкого упрочненного образца, которые являются асимптотическими данными для образца с надрезом вдали от концентратора.
Список литературы Релаксация остаточных напряжений в поверхностно-упрочненном призматическом образце с концентратором напряжений полукруглого профиля в условиях высокотемпературной ползучести
- Fatigue strength of non‐load‐carrying fillet welded joints: Effects of weld residual stresses and stress concentration/ I. Takahashi, T. Yoshii, H. Iidaka [et al.] // Fatigue & Fracture of Engineering Materials & Structures. – 1993. – Vol. 16, no. 1. – P. 37–51. DOI: 10.1111/j.1460-2695.1993.tb00069.x
- Xu, K. Effect of residual stress on fatigue behaviour of notches / K. Xu, J. He, H. Zhou // International Journal of Fatigue. – 1994. – Vol. 16, no. 5. – P. 337–343. DOI: 10.1016/0142-1123(94)90272-0
- Influence of residual stresses and mean load on the fatigue strength of case-hardened notched specimens / T. Krug, K.H. Lang, T. Fett, D. Löhe // Materials Science and Engineering: A. – 2007. – Vol. 468. – P. 158–163. DOI: 10.1016/j.msea.2006.07.167
- Buchanan, D.J. Relaxation of shot-peened residual stresses under creep loading / D.J. Buchanan, R. John // Scripta Materialia. – 2008. – Vol. 59, no. 3. – P. 286–289. DOI: 10.1016/j.scriptamat.2008.03.021
- Analytical modelling for residual stresses produced by shot peening / A.S. Franchim, V.S. de Campos, D.N. Travessa, C. de Moura Neto // Materials & Design. – 2009. – Vol. 30, no. 5. – P. 1556–1560. DOI: 10.1016/j.matdes.2008.07.040
- Buchanan, D.J. Retained residual stress profiles in a laser shock‐peened and shot‐peened nickel base superalloy subject to thermal exposure / D.J. Buchanan, M.J. Shepard, R. John // International Journal of Structural Integrity. – 2011. – Vol. 2, no. 1. – P. 34–41. DOI: 10.1108/17579861111108590
- Analysis of shot-peening and residual stress relaxation in the nickel-based superalloy RR1000 / B. Foss, S. Gray, M. Hardy [et al.] // Acta Materialia. – 2013. – Vol. 61, no. 7. – P. 2548–2559. DOI: 10.1016/j.actamat.2013.01.031
- Buchanan, D.J. Residual stress redistribution in shot peened samples subject to mechanical loading / D.J. Buchanan, R. John // Materials Science and Engineering: A. – 2014. – Vol. 615. – P. 70–78. DOI: 10.1016/j.msea.2014.06.118
- Саушкин, М.Н. Метод расчета остаточных напряжений в надрезах с полукруглым профилем в полом поверхностно упрочненном цилиндрическом образце / М.Н. Саушкин, В.П. Радченко, А.Ю. Куров // Прикладная механика и техническая физика. – 2013. – Т. 54, № 4(320). – С. 150–157.
- Гринченко, И.Г. Упрочнение деталей из жаропрочных и титановых сплавов / И.Г. Гринченко. – М.: Машиностроение, 1971. – 120 с.
- Радченко, В. П. Ползучесть и релаксация остаточных напряжений в упрочнённых конструкциях / В.П. Радченко, М.Н. Саушкин. – М.: Машиностроение-1, 2005. – 226 с.
- Сулима, А.М. Поверхностный слой и эксплуатационные свойства деталей машин / А.М. Сулима, В.А. Шувалов, Ю.Д. Ягодкин. – М.: Машиностроение, 1988. – 240 с.
- Колотникова, О.В. Эффективность упрочнения методами поверхностного пластического деформирования деталей, работающих при повышенных температурах / О.В. Колотникова // Проблемы прочности. – 1983. – № 2. – С. 112–114.
- Павлов, В.Ф. Прогнозирование сопротивления усталости поверхностно упрочненных деталей по остаточным напряжениям / В.Ф. Павлов, В.А. Кирпичев, В.С. Вакулюк. – Самара: СНЦ РАН, 2012. 125 с.
- Радченко, В.П. Исследование влияния анизотропии поверхностного пластического упрочнения на распределение остаточных напряжений в полых и сплошных цилиндрических образцах / В.П. Радченко, В.Ф. Павлов, М.Н. Саушкин // Вестник Пермского национального исследовательского политехнического университета. Механика. – 2015. – № 1. – С. 130–147. DOI: 10.15593/perm.mech/2015.1.09
- Радченко, В.П. Математическое моделирование и экспериментальное исследование формирования и релаксации остаточных напряжений в плоских образцах из сплава ЭП742 после ультразвукового упрочнения в условиях высокотемпературной ползучести / В.П. Радченко, М.Н. Саушкин, Т.И. Бочкова // Вестник Пермского национального исследовательского политехнического университета. Механика. – 2016. – № 1. – С. 93–112. DOI: 10.15593/perm.mech/2016.1.07
- Ferro, P. Influence of phase transformations on the asymptotic residual stress distribution arising near a sharp V-notch tip / P. Ferro // Modelling and Simulation in Materials Science and Engineering. – 2012. – Vol. 20, no. 8. – P. 085003. DOI: 10.1088/0965-0393/20/8/085003
- Residual stresses reconstruction in shot peened specimens containing sharp and blunt notches by experimental measurements and finite element analysis / M. Benedetti, V. Fontanari, B. Winiarski [et al.] // International Journal of Fatigue. – 2016. – Vol. 87. – P. 102–111. DOI: 10.1016/j.ijfatigue.2016.01.020
- Fleury, R. Evaluating the influence of residual stresses and surface damage on fatigue life of nickel superalloys / R. Fleury, D. Nowell // International Journal of Fatigue. – 2017. – Vol. 105. – P. 27–33. DOI: 10.1016/j.ijfatigue.2017.08.015
- Павлов, В.Ф. Прогнозирование предела выносливости поверхностно-упрочненных деталей с концентраторами напряжений / В.Ф. Павлов, А.С. Букатый, О.Ю. Семенова // Вестник машиностроения. – 2019. – № 1. – С. 3–7.
- Радченко, В.П. Метод реконструкции остаточных напряжений в призматическом образце с надрезом полукруглого профиля после опережающего поверхностного пластического деформирования / В.П. Радченко, Д.М. Шишкин // Известия Саратовского университета. Новая серия. Серия: Математика. Механика. Информатика. – 2020. – Т. 20, № 4. – С. 478–492. DOI: 10.18500/1816-9791-2020-20-4-478-492
- Сазанов, В.П. Исследование закономерностей остановки усталостной трещины в цилиндрическом образце с надрезом / В.П. Сазанов // Вестник Самарского университета. Аэрокосмическая техника, технологии и машиностроение. – 2018. – Т. 17,№ 1. – С. 160–169. DOI: 10.18287/2541-7533-2018-17-1-160-169
- Local fatigue strength evaluation of shot peened 40Cr notched steel / X. Zhao, Z. Sun, D. Xu, Y. Liu // Metals. – 2018. – Vol. 128, no. 9. – P. 681. DOI: 10.3390/met8090681
- Fatigue strength improvement of an aluminum alloy with a crack-like surface defect using shot peening and cavitation peening / K. Takahashi, H. Osedo, T. Suzuki, S. Fukuda // Engineering Fracture Mechanics. – 2018. – Vol. 193. – P. 151–161. DOI: 10.1016/j.engfracmech.2018.02.013
- Bag, A. Effect of shot peening on short crack propagation in 300M steel / A. Bag, M. Lévesque, M. Brochu // International Journal of Fatigue. – 2020. – Vol. 131. – P. 105346. DOI: 10.1016/j.ijfatigue.2019.105346
- A numerical study of the effects of shot peening on the short crack growth behaviour in notched geometries under bending fatigue tests / C. You, M. Achintha, B.Y. He, P.A.S. Reed // International Journal of Fatigue. – 2017. – Vol. 103. – P. 99–111. DOI: 10.1016/j.ijfatigue.2017.05.023
- Soyama, H. Comparison between shot peening, cavitation peening, and laser peening by observation of crack initiation and crack growth in stainless steel / H. Soyama // Metals. – 2019. – Vol. 10, no. 1. – P. 63. DOI: 10.3390/met10010063
- Silva, E.P. Finite element analysis of the phase transformation effect in residual stresses generated by quenching in notched steel cylinders / E.P. Silva, P.L. Pacheco, M.A. Savi // Journal of Strain Analysis for Engineering Design. – 2005. – Vol. 40, no. 2. – P. 151–160. DOI: 10.1243/030932405X775
- Effect of heat treatment temperature and turning residual stresses on the plain and notch fatigue strength of Ti-6Al-4V additively manufactured via laser powder bed fusion / L. Emanuelli, A. Molinari, L. Facchini, et al. // International Journal of Fatigue. – 2022. – Vol. 162. – P. 107009. DOI: 10.1016/j.ijfatigue.2022.107009
- Xie, L. Thermal relaxation of residual stresses in shot peened surface layer of (TiB+TiC)/Ti–6Al–4V composite at elevated temperatures / L. Xie, C. Jiang, V. Ji // Materials Science and Engineering: A. – 2011. – Vol. 528, no. 21. – P. 6478–6483. DOI: 10.1016/j.msea.2011.04.075
- Effect of residual stresses on notch toughness of the tempered martensitic steel F82H-MOD / N. Ilchuk, V. Davydov, P. Spätig, H.P. Seifert // Theoretical and Applied Fracture Mechanics. – 2017. – Vol. 90. – P. 244–250. DOI: 10.1016/j.tafmec.2017.05.023
- Notch fatigue behaviour of shot peened high-strength aluminium alloys: Experiments and predictions using a critical distance method/ M. Benedetti, V. Fontanari, C. Santus, M. Bandini // International Journal of Fatigue. – 2010. – Vol. 32, no. 10. – P. 1600–1611. – DOI: 10.1016/j.ijfatigue.2010.02.012
- Цейтлин, В.И. Релаксация остаточных напряжений в деталях турбин ГТД в процессе эксплуатации / В.И. Цейтлин, О.В. Колотникова // Проблемы прочности. – 1980. – № 3. – С. 6–11.
- Радченко, В.П. Влияние пневмодробеструйной обработки и термоэкспозиции на остаточные напряжения и предел выносливости образцов с надрезами из сплавов В95 и Д16Т / В.П. Радченко, В.А. Кирпичев, В.В. Лунин // Вестник Самарского государственного технического университета. Серия: Физико-математические науки. – 2011. – № 3(24). – С. 181–184. DOI: 10.14498/vsgtu994
- Радченко, В.П. Влияние технологии поверхностного пластического упрочнения, остаточных напряжений и граничных условий на выпучивание балки / В.П. Радченко, О.С. Афанасьева, В.Е. Глебов // Вестник Пермского национального исследовательского политехнического университета. Механика. – 2020. – № 1. – С. 87–98. DOI: 10.15593/perm.mech/2020.1.07
- Работнов, Ю.Н. Ползучесть элементов конструкций / Ю.Н. Работнов. – М.: Наука, 1966. – 745 с.
