Ремонт вакуумных насосов пластинчатого типа модернизацией торцевых уплотнений

Автор: Захарин Антон Викторович, Жевора Юрий Иванович, Ридный Сергей Дмитриевич, Доронина Наталья Петровна, Лебедев Анатолий Тимофеевич
Журнал: Вестник аграрной науки Дона @don-agrarian-science
Рубрика: Технологии, средства механизации и энергетическое оборудование
Статья в выпуске: 4 (52), 2020 года.
Бесплатный доступ
Рассмотрены вопросы совершенствования конструкции вакуумных насосов пластинчатого типа для повышения качественных характеристик их работы. Основным фактором для отправки насосов в ремонт является снижение их подачи, которое для большинства марок насосов наступает уже через 800-900 часов работы. Снижение подачи - результат увеличения торцевых перетеканий газа из-за увеличения торцевого зазора из-за износа. Для решения этой проблемы была предложена модернизированная конструкция вакуумного насоса пластинчатого типа. Изменение конструкции ВНПТ заключается в том, что с обеих сторон ротора устанавливаются торцевые пластины, вращающиеся вместе с ним в специальных проточенных пазах корпуса. При такой модернизации возникает ряд теоретических и практических вопросов, решение которых и является основной целью данной статьи. При этом нами применены теоретические исследования и стендовые испытания как серийного, так и модернизированного насоса. Для стендовых испытаний использовался переоборудованный стенд для обкатки и испытания вакуумных насосов. В ходе теоретических расчетов были рассмотрены такие вопросы, как падение подачи вакуумного насоса в результате модернизации; уменьшение торцевых перетеканий газа и снижение скорости относительного перемещения деталей вакуумного насоса. Проведены также стендовые испытания вакуумного насоса до и после модернизации. Анализ полученных данных в ходе испытаний подтвердил целесообразность вносимых изменений в конструкцию ВНПТ на этапе ремонта. Уменьшение теоретической подачи на 5,1% в результате модернизации насоса компенсируется снижением торцевых перетеканий в 2,22 раза. Значительно снижается и торцевой износ ротора, боковых крышек и лопаток модернизированного насоса. Стендовые испытания показали, что наработка модернизированного насоса выше в 2,87 раза до достижения предельной подачи по сравнению с серийным.
Вакуум, насос, подача, скорость, износ, газ, перетекания, модернизация, торцевая пластина
Короткий адрес: https://sciup.org/140257945
IDR: 140257945 | УДК: 621.521
Repair of vacuum pumps of vane-type by modernization of end seals
The article is devoted to the issues of modernizing the design of a vane-type vacuum pump, to increase the efficiency of their work. The main reason for sending pumps for repair is a decrease in their supply, which for most pump brands occurs after 800-900 hours of operation. A decrease in feed is an increase in the end gas flow as a result of an increase in the end clearance due to wear. To solve this problem, a modernized design of a vane-type vacuum pump was proposed. The essence of the mo-dernization lies in the fact that in addition end plates are installed in the body, rotating together with the rotor in special grooves of the body. However, in connection with the modernization, a number of theoretical and practical issues arise, the solution of which is the main goal of this article. When considering these issues, a theoretical approach and bench tests were used, both of a serial and a modernized pump. For bench tests, a converted stand was used for running in and testing vacuum pumps. In the course of theoretical calculations, the following issues were considered: drop in the vacuum pump flow as a result of modernization; reduction of end overflows of gas; reducing the speed of relative movement of the end surfaces of the rotor and vanes relative to the side covers. Also, bench tests of the vacuum pump were carried out before and after modernization. Analysis of the data obtained during the tests confirmed the effectiveness of modernization of the design of the vane-type vacuum pump at the repair stage. Decrease in theoretical flow by 5,1% as a result of pump modernization is compensated by a 2,22-fold decrease in end overflows. The end wear of the rotor, side roof and blades of the modernized pump is also significantly reduced. Bench tests of the pumps have shown that the operating time of the upgraded pump is 2,87 times higher before reaching the maximum flow, compared to the serial pump.
Текст краткого сообщения Ремонт вакуумных насосов пластинчатого типа модернизацией торцевых уплотнений
Введение. Несмотря на то, что первые ротационные насосы появились еще в начале ХХ века, они и в ХХI веке не потеряли своей актуальности. Так, например, вакуумные насосы пластинчатого типа ( ВНПТ) на данный момент являются одними из наиболее востребованных устройств для создания вакуума как в сельском хозяйстве, так и в промышленности. Это связано с хорошими технико-экономическими показателями их работы. Однако у них имеется и ряд недостатков, таких как [1, 2, 3]:
– снижение подачи вследствие продолжительной непрерывной работы;
– сравнительно малый межремонтный ресурс (в среднем 800–900 часов наработки);
– недостаточная надежность шпоночного соединения привода ротора.
Совершенствование конструкции ВНПТ для устранения этих недостатков ведется постоянно. В основном подходы по совершенствованию вакуумных насосов пластинчатого типа можно разделить на две группы:
I – применение новых конструкционных материалов;
II – изменение конструктивных параметров узлов и деталей насосов [4, 5, 6].
Конечно, такие конструктивные изменения носят положительный характер, но не решают главной проблемы – это торцевой износ ротора, лопаток и боковых крышек, что является определяющим фактором в снижении эксплуатационных параметров насосов [7]. На решение этой проблемы направлен подход по модернизации конструкции ВНПТ, реализованный под руководством профессора А.Т. Лебедева. Данное совершенствование конструкции вакуумного насоса пластинчатого типа носит комплексный характер и позволяет практически полностью исключить торцевое изнашивание и, как следствие, и торцевые перетекания газа [8]. Основная сущность модернизации заключается в установке торцевых пластин, движущихся вместе с ротором насоса, в специальных проточках корпуса. Такая модернизация конструкции вакуумного насоса пластинчатого типа может быть реализована как для новых насосов, так и для уже находящихся в эксплуатации на этапе ремонта. Однако постановка торцевой пластины из материала фторопласт-4 на серийно выпускаемый насос вызывает:
– снижение длины ротора, а следовательно, и подачи;
– образование новых пар трения [9];
– усложнение конструкции и др.
Устранение их является основной целью.
Методика исследований. При рассмотрении особенностей модернизации ВНПТ использовались теоретические методы исследо- вания, а также стандартные и частные методики стендовых испытаний на современном оборудовании.
Модернизация конструкции ВНПТ подразумевала постановку торцевых пластин с обеих сторон ротора, вращающихся вместе с ним. Особенностью технологии модернизации серийного насоса на этапе ремонта была расточка торцевых поверхностей корпуса насоса под торцевые пластины и подрезка торцевых поверхностей ротора на толщину устанавливаемых пластин (рисунок 1).
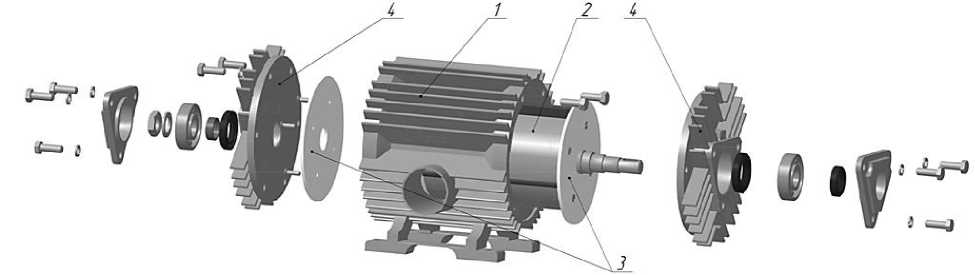
1 – корпус насоса; 2 – ротор; 3 – торцевые пластины; 4 – боковые крышки Рисунок 1 – Модернизированный вакуумный насос пластинчатого типа в разобранном виде
Для проведения стендовых исследований использовался усовершенствованный стенд «Обкатки и испытания вакуумных насосов» на базе стенда 8719 ВНИИТИМЖ. В него дополнительно были установлены: термопары, датчики вакуума, датчик мгновенного расхода воздуха и тензодатчик усилия для определения крутящего момента привода. Данные от них предавались через АЦП-ЦАП на ЭВМ и обрабатывались.
Для экспериментальных исследований использовался вакуумный насос УВД 10.000 доильной установки УВУ 60/45Б-0,75 после капитального ремонта. В ходе исследований производились замеры подачи насоса через каждые 200 часов наработки до достижения предельного значения подачи 33 м3/ч. Затем этот насос был подвергнут капитальному ремонту и модернизации. Далее для него также производились замеры подачи через каждые 200 часов наработки до достижения того же минимально допустимого значения.
Результаты исследований и их обсуждение. Как было сказано выше, постановка торцевых пластин приводит к снижению длины ротора, а следовательно, и к снижению подачи. Согласно формуле С.Б. Старка теоретическая подача насоса определяется следующим образом:
VT = 120 тик ( n D - S Z ) , (1)
где m – эксцентриситет, мм;
n – частота вращения ротора, с-1;
L – длина ротора, мм;
D – внутренний диаметр корпуса насоса, мм;
δ – толщина пластины ротора, мм;
Z – число пластин, шт.
С учетом (1) теоретическая подача насоса после модернизации будет:
Vм = 120 mn (L - 2b - 2e П - SZ),
где b – толщина торцевой пластины, м;
e – технологический зазор пластина – корпус
насоса, м.
Следовательно, коэффициент снижения теоретической подачи в результате модернизации насоса будет определяться отношением формул (1) и (2):
, V м L - 2 h - 2 e
kc = =---------- cV L
Постановка торцевой пластины вплотную к ротору полностью исключает торцевые перетекания в этой области, но появляется дополнительная зона возможных перетечек в области контакта торцевой пластины и корпуса насоса. Поэтому длина торцевой щели для модернизированного насоса будет:
1 2 = D „p - D , (5)
В то же время реальная подача насосов может существенно отличаться от теоретической, так как в формулах (1) и (2) не учитываются внутренние перетекания газа через радиальные и торцевые щели. В действительности же до 68% внутренних перетеканий газа приходится на торцевые щели в месте наибольшего сближения поверхностей ротора и корпуса [10]. Поэтому следует установить коэффициент снижения внутренних утечек газа через торцевые щели в результате изменения конструкции ВНПТ. Согласно законам газовой динамики, объем газа, проходящий через торцевую щель, будет определяться произведением скорости воздушного потока на площадь сечения щели, а следовательно, будет прямо пропорционален длине и ширине торцевой щели.
Длину торцевой щели серийного насоса в месте наибольшего сближения ротора с корпусом можно определить по формуле li = rp - re, (4)
где r p – радиус ротора, мм;
r в – радиус шейки ротора по подшипник, мм.
где D пр – диаметр проточки в корпусе, мм;
D – диаметр цилиндра корпуса насоса, мм.
Следовательно, снижение торцевых утечек газа будет определяться соотношением длин торцевых щелей до и после модерниза-
ции:
kL =
ðâ
D^ - D ’
где k L – коэффициент снижения внутренних утечек газа через торцевые щели за счет постановки торцевой пластины.
Так, при начальном технологическом зазоре пластина – корпус насоса 0,1 мм, толщине пластины 5 мм, диаметре проточки корпуса под торцевую пластину 168 мм и длине ротора насоса УВД 10.000, получим:
kc =
200 - 2 • 5 - 2 • 0,1
, 65 - 16
ki =
L 168 - 146
= 0,949 ,
2,22 .
По этим данным видно, что длина торцевой щели сокращается в 2,22 раза, что соответ-
Постановка торцевой пластины полностью исключает скорость перемещения ротора и лопаток относительно боковых крышек. Скорость относительного перемещения для серийного насоса будет: > > > ^^
-
-и ск = и лс +и кс , т.к. kJ = 0, (7)
-
— U сп = и лс ’ т.к. ^ кс = ^ сп , (8)
кам дополнительных петель для крепления их болтовыми соединениями.
Стендовые испытания ВНПТ были проведены до и после его модернизации. По результатам эксперимента были построены графики снижения подачи от наработки серийного и модернизированного образцов насосов, представленные на рисунке 2.
По данным рисунка 2 видно, что в начальный период эксплуатации подача серийного насоса выше на 2,2 м3/ч, или 4,8%, чем у модернизированного. Это подтверждает наши теоретические данные, полученные на основании расчетов по формуле (3). Но из-за более интенсивного процесса торцевого изнашивания в серийном насосе, уже при наработке в 250 ч, подачи серийного и модернизированного насосов выравниваются. Наработка же до достижения предельной подачи 33 м3/ч для серийного ВНПТ составила около 890 часов, а для модернизированного - 2550 часов, что в 2,87 раза больше.
После проведения стендовых испытаний, как серийный, так и модернизированный насос разбирались с целью определения износов деталей. Дефектация деталей серийного насоса показала, что износ лопаток по длине после наработки 890 часов в среднем составил 0,57 мм. Износ же торцевых поверхностей ротора и боковых крышек составил менее 0,1 мм, однако на этих поверхностях наблюдаются притёртости, риски и задиры. Это является результатом периодического контакта торцевых поверхностей ротора и боковых крышек, а также следствием попадания частиц абразива между ними.
В модернизированном ВНПТ износ торцевых поверхностей ротора, боковых крышек и лопаток отсутствовал. Наблюдались лишь небольшие риски на торцевых пластинах в месте их контакта с лопатками глубиной не более 0,1 мм.
ственно снизит и торцевые перетекания газа. При этом снижение теоретической подачи насоса из-за установки торцевой пластины на этапе ремонта составит всего 5,1%.
и = (> + б )
отн лс кс а для модернизированного насоса: б =(б +б ) отн лс кс где илс и икс - соответственно линейная и касательная скорости торцевой поверхности лопатки, м/с;
и ск и и сп - скорости перемещения соответственно боковой крышки и торцевой пластины, м/с.
Анализируя уравнения (7) и (8) и учитывая, что и кс примерно в 10 раз больше и лс , получим снижение скорости перемещения торцевых поверхностей лопаток в 5–7 раз, а следовательно, и их износ. При этом увеличение ширины торцевой щели будет происходить значительно медленнее по сравнению с серийным насосом.
Приведенные выше теоретические расчеты показали целесообразность модернизации конструкции ВНПТ, но для их подтверждения необходимо было провести ряд экспериментальных исследований с серийным и модернизированным образцами насоса.
При модернизации серийного вакуумного насоса для проведения экспериментальных исследований выявились следующие некоторые технические трудности. Для большинства моделей вакуумных насосов пластинчатого типа проточка корпуса под торцевую пластину затрагивает места болтовых креплений боковых крышек, в результате чего возникает необходимость в герметизации резьбовых отверстий корпуса и боковых крышек, а также в изменении способа крепления боковых крышек к корпусу насоса. Герметизацию резьбовых отверстий можно проводить различными методами, но на наш взгляд наиболее приемлемым является заделка их эпоксидными составами. С креплением боковых крышек все обстоит гораздо сложнее. Конечно, в качестве временного и быстрого решения может служить крепление их с помощью струбцин, однако этот способ недостаточно надежен и применим не для всех конструкций насосов. Наиболее удобным решением будет приварка к корпусу и боковым крыш-
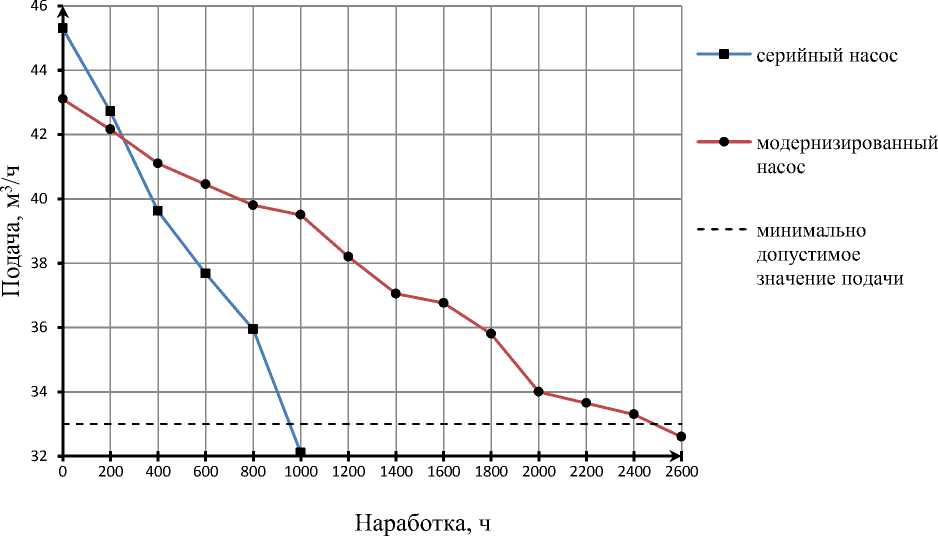
Рисунок 2 – Зависимости подачи серийного и модернизированного насосов от времени эксплуатации
Выводы. Анализ вышеизложенного позволяет сделать вывод об эффективности модернизации конструкции вакуумного насоса пластинчатого типа на этапе ремонта за счет постановки торцевых пластин. Несмотря на то, что теоретическая подача уменьшается на 5,1% в результате модернизации насоса, это компенсируется за счет снижения торцевых перетеканий в 2,22 раза. Модернизация способствует также значительному снижению скорости относительного перемещения торцевых поверхностей, что положительно сказывается на снижении скорости увеличения ширины торцевого зазора. Стендовые испытания вакуумного насоса до и после модернизации показали увеличение ресурса модернизированного насоса по сравнению с серийным в 2,87 раза, что дополнительно подтверждает теоретические выводы.
Список литературы Ремонт вакуумных насосов пластинчатого типа модернизацией торцевых уплотнений
- The Physiological Requirements for the Engineering of Milking Machines to Reduce Mastitis / I.V. Kapustin, V.A. Grinchenko, D.I. Gritsay, E.I. Kapustina // Research journal of pharmaceutical biological and chemical sciences. - 2016. - Vol. 7. - Is. 2. - P. 1414-1419.
- Krasnov I.N. The roles of milking motives in cows' milk discharging / I.N. Krasnov, A.Yu. Krasnova, V.V. Miroshnikova // Eurasian Journal of Biosciences. - 2018. - Vol. 12. - Is. 1. - P. 83-87.
- Мишуков, С.В. Вакуумные насосы в доильных установках / С.В. Мишуков // Nauka-Rastudent.ru. - 2015. - № 4 (16). - С. 43-49.
- Справочник по вакуумной технике и технологиям / под ред. Д. Хоффман, Б. Сингха, Дж. Тамаса III. - М.: Техносферы, 2011. - 736 с.
- Calculation of the transmitted torque upgraded fixed connection / R. Palyuk, A. Lebedev, A. Zacharin, P. Lebedev // 16th International Scientific Conference on Engineering for Rural Development (Jelgava, Latvia, may 24-26, 2017). - Jelgava, 2017. - P. 207-211.
- Подолько, Н.М. Снижение трудоемкости регулировочных работ ротационно-пластинчатых вакуумных насосов // Дальневосточный аграрный вестник. - 2012. - № 4 (24). - С. 28-32.
- Котлов, А.А. Математическая модель ротационного пластинчатого компрессора / А.А. Котлов, Б.С. Хрусталев // Компрессорная техника и пневматика. - 2016. - № 2. - С. 21-24.
- Пат. 2333392 РФ, F04C18/344 (2006.01). Ротационный пластинчатый компрессор / Лебедев А.Т., Захарин А.В., Слюсарев А.С. и др. - № 2007108890/06; заявл. 09.03.2007; опубл. 10.09.2008, Бюл. № 25. - 5 с.
- Relative wearing resistance of vapor friction rotation vacuum pumps / A. Zakharin, A. Lebedev, R. Pavlyuk, P. Lebedev // 17th International Scientific Conference on Engineering for Rural Development (Jelgava, Latvia, may 25-28, 2018). - Jelgava, 2018. - P. 97-101.
- Мжельский, М.И. Вакуумные насосы для доильных установок / М.И. Мжельский. - М.: Машиностроение, 1974. - 152 с.
