Решение задачи технологической адаптации процесса формообразования тонколистовых оболочковых деталей на автоматизированном растяжно-обтяжном прессе РО-3М

Автор: Д.И. Воробьев, В.А. Михеев, С.В. Сурудин, О.И. Булычов, И.Н. Петров В.А. Тарасов, С.В. Кураков, И.В. Бухаров
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.28, 2026 года.
Бесплатный доступ
Решение задачи технологической адаптации процесса формообразования обтяжкой листовой заготовки реализовано в виде дополнительных закладок в программном модуле АвиаФорм, позволяющих автоматизировать ряд функций для технологической адаптации алгоритма управления на виртуальной модели пресса РО-3М.Введен автоматический подбор длины заготовки с возможностью изменения величин технологических припусков. Появилась возможность расчета среднего удлинения листовой заготовки после «суммирования» всех участков вдоль линии образуемой рабочей поверхностью обтяжного пуансона в нескольких «значимых» сечениях, в том числе, где она является наибольшей, не забывая при этом, припусковые левые и правые участки листовой заготовки перед зажимами пресса. Создан метод, определяющий возможность расчета среднего удлинения при изменении длины листовой заготовки на уровне «первичной» оценки процесса формообразования обтяжкой в программном модуле АвиаФорм, а не на конечных этапах моделирования процесса в базовой программе QForm. Геометрия поверхности обтяжного пуансона соответствующей поверхности оболочковой детали остается неизменной, дополнительной корректировки не потребовалось, создаются дополнительные приемы в модуле АвиаФорм, вкладывающие при повороте модели обтяжного пуансона вокруг вертикальной оси положение верхнего гребня поверхности в вертикальную продольную плоскость симметрии виртуального пресса РО-3М. В программный модуль АвиаФорм введены готовые«шаблоны», позволяющие определить оптимальную схему формообразования обтяжкой листовой заготовки соответствующей длины. Использование шаблонов поддерживает функцию автозаполнения с предварительным подбором пошаговых перемещений рабочих органов пресса РО-3М, а также ввод рекомендованных значений пошаговых перемещений для автоматического запуска расчетной схемы в базовой программе QForm.
Задача технологической адаптации, формообразование обтяжкой, автоматизированный растяжно-обтяжной пресс РО-3М, виртуальная модель пресса, оболочковая деталь, обтяжной пуансон, листовая заготовка, программный модуль «АвиаФорм», управляющая программа
Короткий адрес: https://sciup.org/148333815
IDR: 148333815 | УДК: 669.715 | DOI: 10.37313/1990-5378-2026-28-3-43-56
Solving the Problem of Technological Adaptation of the Shaping Process of Thin-Shell Parts on the RO-3M Automated Stretch-Strengthening Press
The solution to the problem of technological adaptation of the sheet metal forming process by stretch forming is implemented in the form of additional tabs in the AviaForm software module, enabling the automation of several functions for technological adaptation of the control algorithm on a virtual model of the RO-3M press. Automatic selection of the sheet metal length has been introduced, with the ability to change the values of the technological allowances. It is now possible to calculate the average elongation of the sheet metal after “summing” all sections along the line formed by the working surface of the stretching punchin several “significant” sections, including the largest section, while also not forgetting the left and right allowance sections of the sheet metal before the press clamps. A method has been developed that enables the calculation of average elongation when changing the length of a sheet metal blank at the initial stage of the stretch forming process evaluation in the AviaForm software module, rather than at the final stages of process modeling in the QForm base program. The surface geometry of the stretch punch corresponding to the shell part surface remains unchanged, requiring no additional adjustments. Additional techniques are created in the AviaForm module that, when rotating the stretch punch model around a vertical axis, insert the position of the upper surface ridge into the vertical longitudinal plane of symmetry of the RO-3M virtual press. The AviaForm software module includes pre-defined “templates” for determining the optimal stretch forming scheme for a sheet metal blank of the appropriate length. The use of templates supports an auto-fill function with a preliminary selection of stepwise movements of the RO-3M press working elements, as well as the input of recommended stepwise movement values for automatically launching the calculation scheme in the QForm base program.
Текст научной статьи Решение задачи технологической адаптации процесса формообразования тонколистовых оболочковых деталей на автоматизированном растяжно-обтяжном прессе РО-3М
Автоматизированный растяжно-обтяжной пресс РО-3М после комплексной модернизации начинает функционировать на авиационном предприятии при определенных априорных данных, которые были заранее сформированы по проекту, но вследствие различных изменений на предприятии, когда в авиационное производство наряду с самолетами заказчик включает выпуск беспилотной авиации, они просто стали терять свою достоверность и полноту.
Априорные данные, используемые при разработке системы, — это предварительные знания, предположения или информация, которые применяются для решения задач, связанных с моделированием, прогнозированием или принятием решений. Такие данные могут быть основаны на те-
оретических моделях, предыдущих исследованиях, экспертных оценках или других источниках. В результате неполная априорная информация, являющейся источником неопределенности, может свести на нет все наши попытки реализации оптимального управления системой [1].
По проекту комплексная модернизация растяжно-обтяжного пресса РО-3Мсопровождалась вве- дением в систему управления промышленного компьютера, комплекта контрольно-измерительных приборов, обратных связей по координате, скорости и усилию для основных исполнительных механизмов пресса и полной визуализации параметров работы на АРМ оператора. Программное обеспечение интегрировано с российской CAD-системой Компас-3D, что позволяет работать через графический интерфейс с виртуальной моделью пресса РО-3М, точно моделируя ее кинематику и выгружая данные в российскую CAE-программу QForm для расчета процесса формообразования обтяжкой методом конечных элементов. Для воспроизведения функционирования виртуального пресса был разработан независимый компилируемый программный модуль (плагин), получивший название АвиаФорм [2].
Определен порядок обмена информацией в процессе автоматизированного формообразования оболочковой детали обшивки самолета с помощью приложения системы управления для виртуального отображения реального растяжно-обтяжного прессаРО-3М. В результате сформировалась модульность нашей компьютерно- информационной системы, очень похожая на модель MVC с применением ASP.NET MVC Framework, который разделяет приложение на три логических компонента: модель, представление и контроллер (Model-View-Controller, MVC) и помогает сделать его понятным и структурированным, облегчает поддержку, тестирование, повторное использование элементов [3].
Программный модуль АвиаФорм динамически подключается к базовым программам CAD («Компас -3D») и САЕ («QForm») для расширения или использования их возможностей, добавляя, при необходимости, новые функции. Для передачи координат перемещения зажимов из плагина АвиаФорм с виртуальной моделью пресса в базовую программу QForm был реализован модуль через программный интерфейс приложенияAPI. Это позволило полностью автоматизировать процесс передачи координат при движении рабочих органов пресса и окончательно «прикрутить» плагин АвиаФорм к базовой программе QForm, как было заложено в настройках устанавливаемого приложения, в котором предусмотрен программный интерфейс, что позволяет пользователю точно моделировать реальную кинематику растяжно-обтяжного пресса [4].
Пользователь загружает твердотельный макет обтяжного пуансона на рабочий стол виртуальной модели растяжно-обтяжного пресса и макет листовой заготовки в его зажимные устройства. Для подключения плагина АвиаФорм при разработке основного приложения предусмотрен программный интерфейс, выполненный на русском языкедля автоматизированного растяжно-обтяжного пресса РО-3М (рис. 1).
В настоящее время авиационное производство активно внедряет современные решения в области автоматизации технологических процессов. Одним из перспективных направлений является реализация программного управления растяжно-обтяжными прессами. Данный период внедрения характеризуется определенными сложностями, обусловленными существованием на авиационном производстве традиционных подходов к комплексной автоматизации. Разрабатываемое нами программное обеспечение ориентировано на профессионального пользователя, которое учитывает его функциональные потребности, квалификацию и специализацию.
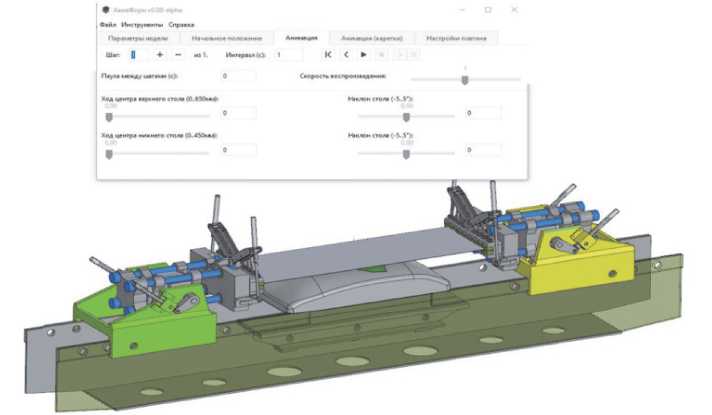
Рис. 1. Виртуальная модель и интерфейс пользователя растяжно-обтяжного пресса РО-3М
Профессиональное АРМ технолога выступает в качестве главного инструмента взаимодействия пользователя с вычислительными системами. В нашем понимании АРМ представляет собой совокупность информационно-программно-технических ресурсов, обеспечивающих конечному пользователю обработку данных и автоматизацию его управленческих функций в конкретной предметной области.
По проекту задачи АРМ оператора, как правило, детерминированы относительно уровня автоматизации, а при решении задач АРМ технолога проект перешел на цифровой уровень, который может трансформироваться вместе с информационными процессами. Если имеются априорные данные о структуре моделируемого объекта, но какой вклад в характеристики объекта или его модели должен вносить тот или иной входной параметр заранее бывает неизвестно, это предстоит определить на основе проведения вычислительного эксперимента.
Однако комплексная модернизация растяжно-обтяжного пресса РО-3М, согласно проекту, сопровождалась изучением технологического процесса формообразования обтяжкой оболочковых деталей обшивок самолета как объекта управления, что позволило построить ее имитационную модель, используя априорные данные в рамках реальных принципов авиационного производства. С использованием этой модели определили тип и алгоритмы функционирования системы управления через графический интерфейс с виртуальной моделью пресса РО-3М, а также способы ее программно-аппаратной реализации, адекватно имитирующей с помощью плагина АвиаФорм поведение реального растяжно-обтяжного пресса РО-3М в движении за определенное время технологического цикла, выбранное в ходе моделирования [5].
Согласно проекту, разработчики были убеждены в достоверном знании об адекватной модельной структуре объекта управления и имели внутреннюю устойчивую предрасположенность, основанной на опыте, определенным образом исследовать объект. Поэтому нельзя интерпретировать разработку системы автоматизированного растяжно-обтяжного пресса РО-3М как слабую модельную изученность объекта управления. Основная причина априорной неопределенности заключается в несвоевременности поступления дополнительной информации от заказчика, которая не была включена в проект комплексной модернизации растяжно-обтяжного пресса РО-3М.
Полноценные априорные сведения компьютерно-информационной системы сформировались после анализа особенностей геометрической формы оболочковой детали самолета, контур которой расположен на поверхности обтяжного пуансона, ориентированной относительно сетки линий кривизны и размещенного на столе виртуального растяжно-обтяжного пресса. Сетка линий кривизны поверхности связана с возможностью определения локальной формы в вершине поверхности об- тяжного пуансона, причем в главных осях, используя симметричные взаимосвязи. Легко определяются линии продольного формообразующего контура и центрального поперечного сечения, на пересечении которых обозначилась вершина поверхности обтяжного пуансона (рис. 2).
В результате мы плотно подошли к технологической среде производства самолетов и нашли подходящую информацию о том, что в представлении поверхности оболочковой детали обшивки принята жесткая привязка к обводообразующим контурам дискретного каркаса самолета, элементы которого составлены из шпангоутов и стрингеров. Поэтому выполняя соответствующее преобразование системы координат: вместо линий дискретного каркаса использовать линии кривизны. При таких условиях продольный формообразующий контур поверхности обтяжного пуансона вкладывается в вертикальную продольную плоскость симметрии растяжно-обтяжного пресса. Это еще раз указывает на то, что направление растяжения при обтяжке совпадает с направлением прокатки
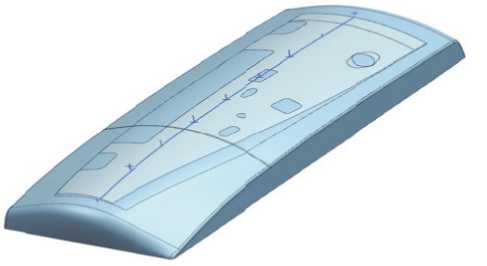
Рис. 2. Модель обтяжного пуансона и положение на поверхности контура детали обшивки самолета, формообразующего контура и центральной поперечной линии, на пересечении которых обозначилась вершина поверхности обтяжного пуансона
листового материала. Выполнение данной операции симметрии является более удобным, когда имеем дело с поверхностными объектами и поверхностно подобными линиями, что согласно классической теории оболочек обеспечивает понимание симметрии геометрической формы и геометрический аспект деформации оболочки [6].
Поэтому в условиях априорной неопределенности коллектив разработчиков комплексной системы необходимо обеспечить средствами информационной поддержки, используя которые разработчики смогут рационально организовать процесс технологической адаптации компьютерно-информационной системы в общем контексте решения исходной проблемы. Соответствующая информация представляется в форме модели системы или проблемной об- ласти в целом на некотором формально-логическом языке. Однако при анализе особенностей геометрической формы новых оболочковых деталей беспилотной авиации не хватает данных, которые можно было бы извлечь из вычислительных экспериментов. Это значительно увеличивает риски локального утонения и образования складок листовой заготовки при формообразовании обтяжкой, а в представлении их поверхностей не выявляются обводообразующие контуры, характерные для аэродинамики самолета и подходящая информация о характере кривизны формообразующего контура и положении вершины поверхности обтяжного пуансона (рис. 3).
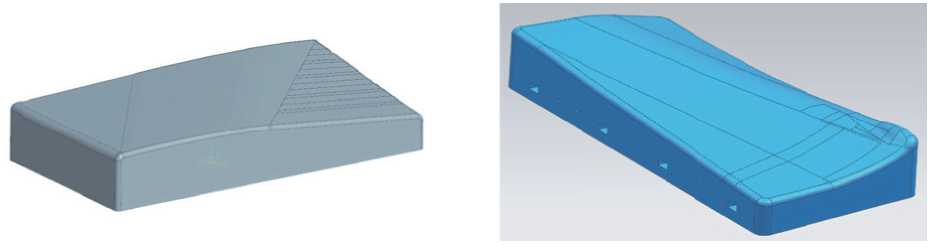
Рис. 3. Две модели обтяжных пуансонов для формообразования оболочковых деталей одного из изделия беспилотной авиации
Такой характер неопределенности является следствием того, что в процессе любой системы происходят отклонения от желаемой и прогнозируемой траектории. Это может быть следствием ошибок в ранее принятых решениях, но зачастую отклонения вызываются объективными и плохо прогнозируемыми причинами, многие из которых достоверно оценить бывает невозможно.
Речь идет о том, чтобы вся доступная информация о решении проблемы должна быть зафиксирована в виде некоторой модели системы. При этом модель должна удовлетворять принципу адекватности при отражении основных особенностей системы оригинала. Другими словами, модель не должна быть ни поверхностной (неполной), которая не учитывает существенные аспекты структуры или поведения системы-оригинала. А так же не должна быть излишне сложной или избыточной, в рамках которой разработчики пытаются учесть даже несущественные с точки зрения исходной проблемы детали системы-оригинала.
Для построения моделей используются формально-теоретические методы, основанные на дальнейшем развитии математических и логических средств моделирования. Для этой цели также предложены различные графические нотации и моделирование, в той или иной степени отражающие специфику решаемой задачи технологической адаптации на основе применения соответствующих программных инструментариев.
Для построения адекватной имитационной модели системы в данной ситуации требуется большой объем априорной информации. Прежде всего эта информация о последовательности операций, выполняемых рабочими механизмами растяжно-обтяжного пресса РО-3М согласно шаговым движениям цикловой диаграммы. Основным источником получения информации о шаговых движениях пресса является измерение параметров управления с помощью плагина АвиаФорм и проведение вычислительных экспериментов.
Однако в условиях априорной структурной неопределенности меняется принцип представления исходных данных и параметров модели, становятся неоднозначными понятия решения задачи и оптимальности решения. Попытки применения какого-либо конкретного математического аппарата для принятия решений в условиях априорной структурной неопределенности позволяет адекватно отразить в модели лишь отдельные виды данных, что приводит к безвозвратной потере информации других видов [7].
Перечисленные проблемы удается решить, если использовать принципы адаптации. Адаптация – это процесс изменения параметров, структуры, входных данных системы, на основе текущей информации для достижения целей управления, в условиях априорной неопределенности и переменных условиях работы. Априорная структурная неопределенность компенсируется текущей информацией с использованием процесса обучения. Поэтому пришли к необходимости рассматривать множество возможных вариантов пошаговых движений рабочих органов пресса РО-3М, чтобы точнее спрогнозировать последствия при компьютерном моделировании, сократить число вариантов до уровня альтернативного варианта за счет решения задачи технологической адаптации процесса формообразования, и обеспечить эффективность вычислительного алгоритма.
В таком случае увеличивается число альтернатив для получения желаемой последовательности шаговых движений пресса при формообразовании обтяжкой листовой заготовки, происходит нако- пление текущей информации, которая в дальнейшем используется для компенсации неопределенности и реализации целей управления. Для решения этой проблемы необходимо осуществить процесс идентификации, т.е. выявить основные факторы в условиях подхода, основанного на нечетко множественном их описании и принять управленческое решение. Затем произвести учет – осуществить выбор оптимальной модели описания системы, способной наглядно демонстрировать работу оборудования в формате управляемого алгоритма и программной реализации технологической адаптации процесса формообразования [8].
Для решения задачи технологической адаптации процесса формообразования тонколистовых новых оболочковых деталей необходимо продолжать использовать компьютерно-имитационное моделирование, быть готовым разработать и реализовать гибкую математическую модель описания системы дополнительных закладок в программном модуле АвиаФорм в условиях принимаемых управленческих решений. Если при этом автоматизировать математическую модель описания системы, то это позволит уменьшить время на ее построение.
Возможно, для решения задачи технологической адаптации не существует алгоритма и предполагается делать выбор между многими вариантами. При этом типичным станет случай, когда проблема управления объектами в условиях неопределенности требует вводить в систему элементы нечеткого моделирования, но при этом такие элементы позволяют достигать требуемого качества управления в изменяющихся условиях. Основным инструментом нечеткого моделирования являются функции принадлежности, которые задают уверенность, с которой множество возможных вариантов пошаговых движений рабочих органов пресса РО-3М принадлежат заданному нечеткому числу шаблонов способов формообразования в программном модуле АвиаФорм.
Основанием для построения функции принадлежности могут служить экспертные оценки, справочные или нормативные данные, чтобы соответствовать заранее сформулированным условиям. Экспертная информация является только исходной информацией для дальнейшей обработки и отражает мнение экспертов (технологов). Использование современных систем поддержки принятия решений, при которых будет решаться задача технологической адаптации может привести к решению задач оптимизации следующего состава:
-
- Большое число возможных вариантов . В таких случаях полный перебор практически невозможен, придется формулировать задачу на языке математики и применять специальные методы поиска оптимального решения.
-
- Наличие неопределённых факторов . Присутствие неопределённых факторов придаёт задаче оптимизации новое качество. Она становится в условиях неопределённости задачей о выборе решения (наилучшего варианта).
-
- Противоречие между различными критериями . Если цели находятся в противоречии друг с другом, то не существует оптимального решения, которое удовлетворяло бы всем критериям эффективности. В этом случае вводится понятие «эффективное решение».
В задачах технологической адаптации неопределенность проявляется в недостоверности и неполноте исходных данных, неадекватности используемых соотношений и противоречивости системы ограничений. Решение конкретных задач с учетом нечеткости характеристик объекта, проявления внешней среды и нарушения исходных предпосылок требует разработки интеллектуальных (экспертных) процедур принятия управленческих решений с ориентацией на существующий вид неопределенности и нечеткость исходной информации.
Изучение поведения сложных объектов на имитационной модели намного удобнее, чем изучать реальный физический объект, а человек, проводящий вычислительный эксперимент, является таким же исследователем, как и человек, работающий с реальным, физическим объектом. Вычислительный эксперимент позволяет получать данные о параметрах объекта для выполнения его оптимизации, прогнозирования его состояния, получать информацию о скрытых параметрах, которые в реальном, физическом объекте получить невозможно. Для воспроизведения процесса функционирования виртуального пресса РО-3М было доработано программное обеспечение программного модуля (плагин АвиаФорм Компас РО-3М версии 1.0.27) [9].
-
1. Аспекты методики для решения задачи технологической адаптации
Основными причинами появления априорной неопределенности являются отклонения разработанных исходных предпосылок от реальных принципов авиационного производства, непредсказуемые волевые решения организационных вопросов, изменяющиеся неслучайным образом условия работы и проявления внешней среды, нецелевое использование технологического оборудования. Выбор того или иного подхода исследования зависит от условий решения конкретной задачи технологической адаптации, а также имеющиеся в наличие у разработчика программного обеспечения, реализующего тот или иной метод. Приведем некоторые аспекты, которые учитывается при таком методическом подходе:
-
- Геометрия оболочковой детали . Необходимо строить геометрическую модель обтяжного пуансона с учётом совмещения его поверхностно подобной линии, образуемая рабочей поверхностью обтяжного пуансона в сечении, где она наибольшая, с направлением прокатки листовой заготовки в системе вертикальных плоскостей симметрии обтяжного пресса.
-
- Размеры листовой заготовки. Устанавливаются на уровне «первичной» оценки процесса формообразования обтяжкой в программном модуле АвиаФорм. Влияют на кинематические возможности пресса, в частности, при формообразовании крупногабаритных деталей сложной пространственной формы.
-
- Текущее деформированное состояние листовой заготовки . Учитывать данные о материале, степень влияния коэффициента трения на деформированное состояние листовой заготовки, учитывая локализацию деформации в местах концентрации напряжения и кинематические возможности специализированных растяжно-обтяжных прессов.
-
- Шаговые значения перемещений обтяжного пресса . Рассматривать множество возможных вариантов шаговых перемещений пресса для повышения качества получаемой оболочковой детали.
Проводимые нами исследования процессов формообразования обтяжкой тонколистовых оболочковых деталей обшивок современного самолета, позволяют показать результаты преимущества использования программного комплекса QForm:
-
- Возможность точного моделирования . Программа создаёт трёхмерное схематическое представление пресса и конечно-элементную сетку, репрезентирующую формируемый лист. Интерфейс позволяет пользователю импортировать твердотельную модель обтяжного пуансона и управлять рабочими цилиндрами виртуального пресса для настройки различных его кинематических состояний.
-
- Подбор оптимального режима формообразования . Можно подобрать кинематический шаговый режим имитации растяжения листовой заготовки с максимизацией степени формообразования при допустимом уровне утонения листовой заготовки. Корректировка осуществляется по результатам анализа значений деформации и толщины в обозначенных точках на поверхности листовой заготовки.
-
- Контроль равномерности деформации . Жёсткость кинематической схемы формообразования обтяжкой обеспечивает контроль равномерности деформации растяжения листовой заготовки. Это приводит к контролируемой точности получения геометрической формы оболочки, к предсказуемому изменению толщины в различных областях листовой заготовки без локализации деформации, отсутствию складок и разрывов.
-
- Имитационное моделирование . Отражает развитие процесса формообразования листовой заготовки во времени при задании внешних воздействий согласно кинематическому шаговому режиму имитации растяжения листовой заготовки. Позволяет просматривать и анализировать процесс деформации в любой момент времени. Можно контролировать и определять элементы листовой заготовки в разных участках ив характерных точках на поверхности оболочковой детали. Можно оценивать параметры пластической деформации, толщину листовой заготовки и предсказывать наличие дефектов: склонность к складкообразованию и местоположение локализации деформации как вблизи зажимных губок, так и в других местах, особенно, связанных с «коллизией» геометрии поверхности новых оболочковых деталей.
В работе [10] были проанализированы данные калибровочных наладок растяжно-обтяжного пресса РО-3М с помощью модуля АвиаФорм, результаты расчетов в программном комплексе QForm, и предварительные испытания компьютерно- информационной системы. Автономный режим испытания проводился на рабочем месте АРМ технолога согласно инструкции АвиаФорм. Запускались ПО модуля АвиаФорм и Компас-3D, которые содержат модель пресса РО-3М. На интерфейсе плагина задавалась, согласно вложенному шаблону, последовательность шаговых значений перемещений рабочих органов виртуального пресса РО-3Мдля проектируемого процесса формообразования обтяжкой конкретной оболочковой детали. Введенные значения шагов переводятся по формулам в положения органов пресса и отображаются в окне Компас-3D.
На подбор шаговых значений перемещения рабочих органов виртуального пресса при формообразовании тонколистовых оболочковых деталей влияют, например, такие факторы:
-
- Размеры листовой заготовки и геометрия обтяжного пуансона . Неправильно выбранные параметры размещения пуансона и размеры листовой заготовки могут привести к тому, что для движения ее концов не хватит кинематических возможностей пресса, а направление растяжения при обтяжке не совпадает с направлением прокатки листового материала.
-
- Погрешности установки обтяжного пуансона на стол пресса . Они могут быть линейными и угловыми относительно вертикальных плоскостей симметрии пресса РО-3М. Построение геометрической модели обтяжного пуансона выполнено без учёта направления прокатки листовой заготовки. Отсутствует ориентация поверхности обтяжного пуансона относительно основной линии
кривизны по формообразующему контуру, направление которого должно совпадать с направлением растяжения при обтяжке.
-
- Не определен оптимальный кинематический шаговый режим. В основу оптимального шагового режима положено увеличение степени формообразования за счет совмещения направления растяжения при обтяжке с направлением прокатки листового материала.
«Экспорт файла QForm» вызывает диалог экспорта модели в файл, предназначенный для расчета в QForm. Можно задать время симуляции и размеры элемента расчетной сетки листовой заготовки, которые влияют на время и точность расчета. Шаги анимации сохраняются в виде матрицы управляемых координат на интерфейсе АРМ технолога отдельным файлом, и он передается через программный интерфейс приложенияAPI в машинный код ЧПУ растяжно-обтяжного пресса РО-3М. Все введенные в плагин АвиаФорм данные, включая управление и позиционирование каждым рабочим органом виртуального растяжно-обтяжного пресса, путь к файлу обтяжного пуансона, размеры листовой заготовки и другие параметры каждого шага движения можно сохранить в формате xml.
В результате оптимальное управление реализуется с помощью имитационного моделирования — технологии, которая повторяет работу реального объекта в цифровой среде. Вот некоторые особенности нашего подхода:
-
- Возможный учёт симметричных взаимосвязей в процессе формообразования обтяжкой, что сокращает число вариантов и обеспечивает эффективность вычислительного алгоритма.
-
- Контроль сохранения местоположения наибольших деформаций в средней части листовой заготовки, но для этого нужно правильно позиционировать обтяжной пуансон на столе пресса, знать траекторию движения зажимов относительно поверхностно подобной линии, образуемая рабочей поверхностью обтяжного пуансона в сечении, где она наибольшая и ее местоположение в вертикальной продольной плоскости симметрии пресса.
-
- Ручная корректировка значений управляемых координат в программном интерфейсе управления виртуальной модели пресса по результатам вычислительного эксперимента в программном комплексе QForm.
-
2. Автоматизация функций для закладок в программное обеспечение АвиаФорм версии 1.0.27
В связи с обозначенной ситуацией для работы в АРМ технолога поступило предложение автоматизировать некоторые функции принадлежности, а в программное обеспечение АвиаФорм внести дополнительные закладки для автоматизации вычислительных экспериментов на изменения установленных параметров и их идентификации для моделирования с применением конкретной модели обтяжного пуансона (рисунок 3а). Это позволило выявить основные факторы и причины возникновения априорной неопределенности и осуществить выбор оптимальной модели описания системы.
Функция 1. Определение технологической возможности изготовления оболочковой детали на прессе, так как пресс имеет ограничения по перемещению исполнительных механизмов.
Функция 2. На основании данных из функции 1, выполнить оптимизацию геометрии обтяжного пуансона, в том числе ориентацию поверхности в рабочей зоне пресса относительно направления обтяжки.
В ПО АвиаФорм версии 1.0.27 был введен автоматический подбор длины листовой заготовки с возможностью изменения технологических припусков. Первоначальные значения технологических припусков были взяты из справочной документации с учетом технологической возможности изготовления оболочковой детали на прессе РО-3М, которая определяется необходимым подъемом стола до момента касания горизонтально расположенного листа вершины поверхности обтяжного пуансона в прямолинейно расположенных зажимных губок и поворотом зажимных плит с углами обычно до 300 для оборачивания листа по поверхностно подобной линии, образуемой рабочей поверхностью обтяжного пуансона в сечении, где она наибольшая.
Изменения технологических припусков возможно только в сторону их увеличения. Однако делать большие припуски не следует, так как будут растягиваться те части листовой заготовки, которые не лежат на поверхности пуансона. Расчет осуществляется путем ввода значения замера с CAD-модели длины поверхностно подобной кривой, образуемой рабочей поверхностью обтяжного пуансона в сечении, где она наибольшая. Она может являться продольным контуром поверхности обтяжного пуансона, желательно симметричного вида относительно ее установленной вершины.
Геометрия поверхности обтяжного пуансона соответствующей поверхности оболочковой детали остается инвариантной. Оптимизируется не геометрия поверхности обтяжного пуансона, а создаются дополнительные участки поверхности, обеспечивающие, что точки схода листовой заготовки располагаются на одинаковых уровнях с левой и правой кромки обтяжного пуансона, имеют одинаковую величину технологического припуска до зажимов пресса и угол схода листовой заготовки с левой и правой кромки обтяжного пуансона (рисунок 4).
Файл Инструменты Справка
Параметры модели Начальное положение Шаблон 1
Анимация Настройки плагина
Наименование детали:
Длина формообразующего контура по центральному 64 00 Припуск за пределами пуансона (мм): 400 Припуск в зажимах (мм): ЮС сечению (мм):
Длина листа заготовки (мм): 7200 Ширина (мм): 1600 "олщина (мм): 1.5
Прижим:
Смешение no X (мм):
Смещение no V (мм)
Смещение по Z (мм):
Пуансон нижний: + — Скрыть
Смещение по X (мм): О Смещение no V (мм) О Смещение по Z (мм): 0
Поворот RZ (•): О
Рис. 4. Автоматический подбор длины листовой заготовки с возможностью изменения технологических припусков
При работе в плагине АвиаФорм с моделью обтяжного пуансона необходимо уделить особое внимание положению его поверхности в системе вертикальных плоскостей симметрии пресса РО-3М: продольной плоскости пресса, в котором помещается поверхностно подобная кривая, образуемая рабочей поверхностью обтяжного пуансона в сечении, где она наибольшая и совпадающая с направлением прокатки листовой заготовки. В ПО АвиаФорм версии 1.0.27 в дополнение к возможности ориентации пуансона относительно осей X и Y введен поворот пуансона в рабочей области пресса относительно оси Z, совмещенной с вершиной поверхности обтяжного пуансона (рисунок 5).
В ПО АвиаФорм версии 1.0.27 введена функция принципиального определения возможности изготовления оболочковой детали обтяжкой на прессе РО-3М. При расширении автозаполнения «АвиаФорм» определили начальное положение обтяжного пуансона в системе вертикальных плоскостей симметрии виртуального пресса влево и вправо относительно верхней точки продольного поверхностно подобной линии при горизонтальном положении листовой заготовки в зажимах пресса в момент касания вершины поверхности обтяжного пуансона. При вводе геометрических значений вводимых величин перемещений или при получении их недопустимых значений в рамках функции «автозаполнения», модуль АвиаФорм автоматически сообщает об ошибке.
Файл Инструменты Справка
Параметры модели Начальное положение Шаблон 1 Шаблон 2 Анимация Настройки плагина
Наименование детали:
Длина формообразующего контура по центральному 6400 Припуск за пределами пуансона (мм): 400 Припуск в зажимах (мм): 100
сечению (мм):
Длина листа заготовки (мм): 7200 Ширина (мм): 1600 Толщина (мм): 1.5 □ Скрыть
Прижим: + — Скрыть
Смещение по X (мм): 0 Смещение по Y (мм): 0 Смещение по Z (мм):О
Пуансон нижний: + - Скрыть
Смещение по X (мм): 0 Смещение no Y (мм): 0 Смещение по Z (мм):О
Поворот RZ (*):О
Рис. 5. Введен поворот пуансона в рабочей области пресса относительно оси Z, совмещенной с вершиной поверхности обтяжного пуансона
Функция 3. Автоматически задавать начальное положение по данным габаритов листовой заготовки, следующих исполнительных органов: стол нижний, кареток, «вылет» зажимных блоков растяжения.
Каретки пресса устанавливаются таким образом, чтобы расстояние между зажимными плитами пресса, на которых смонтированы зажимные губки, было при крайнем выдвинутом положении штоков растяжных цилиндров несколько меньше самой длины листовой заготовки. Концы листовой заготовки вставляются в зажимы. Губки зажимов – секционные, которые могут быть установлены как по прямой линии, так и по радиусу, автоматически. Подвижные секционные зажимы выставляются в положение, соответствующее контуру торца пуансона. Положение кромок листовой заготовки проверяются относительно кромок пуансона, который при этом устанавливается так, чтобы величина припуска по обе стороны была одинаковой. Зажимные плиты разворачиваются на угол, который равен углу между касательной к рабочей поверхности обтяжного пуансона у его торца с горизонталью.
Стол пресса поднимается вверх до тех пор, пока листовая заготовка не приляжет по продольному поверхностно подобной линии обтяжного пуансона по всей его длине, а концы листовой заготовки не примут направление по касательной к поверхности пуансона. Во время установки стола пресса в требуемое положение не следует допускать излишнего растяжения листовой заготовки, так как это ведет к уменьшению предельных возможностей процесса формообразования обтяжкой. Поэтому при формообразовании оболочковой детали с большой продольной кривизной зажимы пресса следует сближать. Нельзя поднимать стол пресса выше, чем нужно. В этом случае при приложении растягивающего усилия растягиваются свободные, не лежащие на поверхности пуансона участки листовой заготовки, а деформация же лежащих на поверхности пуансона участков листовой заготовки затрудняется. При этом излишний разворот зажимов пресса может привести к образованию продольных складок.
В модуле АвиаФорм версии 1.0.27 введена функция автоматического расчета начального положения кареток обтяжного пресса (рис. 6). Активируется путем нажатия на кнопку «Автозаполнение». В ПО АвиаФорм версии 1.0.27 введена концепция «Готовых шаблонов», соответствующих типовым и предлагаемым схемам формообразования обтяжкой. Использование шаблонов поддерживает функцию автозаполнения с предварительным расчетом перемещений рабочих органов на каждом шаге, а также ввод рекомендованных значений (рис. 7, 8). При выборе шаблона в дальнейшем имеется возможность автоматического создания расчетной задачи в программном комплексе QForm. Шаблоны не поддерживают редактирование ранее созданные в формате xml файлы задачи, необходимо создание новых. Рекомендуемые значения после расчета с помощью автозаполнения можно корректировать.
Файл Инструменты Справка
Параметры модели Начальное положение
Позиция левой каретки:
Шаблон 1 Шаблон 2 Анимация Настройки пла'ина
Автозаполнение
Позиция правой каретки:
® 1
Смещение листа по оси X (мм):
О
Припух за пределами пуансона (мм):
Рис. 6. Автоматический расчет начального положения кареток обтяжного пресса РО-3М
Файл Инструменты Справка
Параметры модели Начальное положение Шаблон 1 Шаблон 2 Анимация Настройки плагина
Использовать шаблон 1 Автозаполнение
|
1 шаг. Поворот зажимов по контуру |
|||||
|
Передний радиус зажима (оо..7.000м): |
1 |
0 |
Передний радиус зажима (оо..7.000м): |
9 |
0 |
|
Задний радиус зажима («..7.000м): |
1 |
0 |
Задний радиус зажима («..7.000м): |
9 |
0 |
|
2 шаг. Подъем стола |
|||||
|
Левый цилиндр нижнего стола (О..442мм): |
1 |
0 |
Смещение прижима (0..650мм): |
9 |
0 |
|
□ Правый цилиндр нижнего стола (О..442ми): |
9 |
0 |
Усилие верхнего стола (О..25тс): |
||
|
Наклон стола: 0“ |
Левое 0 |
Правое 0 |
|||
|
Наклон зажимной плиты (0..40*): |
9 |
0 |
Наклон зажимной плиты (0..40*): |
9 |
0 |
|
3 шаг. Растяжение |
|||||
|
Положение блока растяжения (0..380мм): |
9 |
0 |
Положение блока растяжения (0..380мм): |
9 |
0 |
Рис. 7. Шаблон 1
В модуле АвиаФорм версии 1.0.27 оставлена возможность самостоятельного подбора перемещений рабочих органов пресса, а также просмотра и редактирования, ранее созданных xml файлов во вкладке Анимация (рис. 9).
Добавлено перемещение прижима с помощью ползунка, ввод значений усилия на гидроцилиндрах осуществляется после расчета данных значений в QForm.
Функция 4. Деформацию и удлинение листовой заготовки, необходимо учитывать для корректировки геометрии технологической оснастки, и управления исполнительными органами для обеспечения требуемой пластической деформации листовой заготовки в процессе формообразования в центральной зоне поверхности обтяжного пуансона с целью минимизации упругой отдачи после снятия нагрузки.
Файл Инструменты Справка
Параметры модели
Намальное положение
Шаблон 1
Шаблон 2
Анимация
Настройки плагина
Автозапол ненме
-
1 шаг. Подъем стола
Левый иилиндр нижнего стола (0 .442мм):
О
Смешение прижима (О..650мм):
О
□ Правый иилиндр нижнего стола (О..442мм):
О
Усилие верхнего стола (0.25тс):
Наклон стола: О*
Наклон зажимной плиты (О..40°):
-
2 шаг. Разгрузка
Левый цилиндр нижнего стола (О..442мм):
О
О
О
Правое
Наклон зажимной плиты (О..4О*):
Смещение прижима (О..650мм):
□ Правый иилиндр нижнего стола (О..442мм):
Усилие верхнего стола (0.25тс):
Наклон стола: О'
Левое О
Правое
О
Передний радиус зажима («..7.ОООм):
О
Передний радиус зажима (оо..7.000м):
О
Левый иилиндр нижнего стола (0 .442мм):
О
Смещение прижима (О.бЬОмм):
О
□ Правый иилиндр нижнего стола (О..442мм):
О
Усилие верхнего стола (О..25тс):
О
Правое
Наклон зажимной плиты (О..40*):
О
Наклон зажимной плиты (О..40*):
О
Положение блока растяжения (О..380мм):
О
Положение блока растяжения (О..38Омм):
О
Рис. 8. Шаблон 2
Файл Инструменты Справке
Параметры модели
Начальное положение
Шаблон 1
Шаблон 2
Анимаиия
Настройки плагина
Шаг: |
из 3. Интервал (с):
К
X
Пауза между шагами (с):
О
Скорость воспроизведения:
• Использовать шаблон 1 Э Использовать шаблон 2 О Режим без шаблонов
Положение левого блока рагтяжения (0..380мм):
В о
Наклон зажимной плиты (О..И*):
• 0
Передний радиус зажима (<» .0.672м):
Ход центра верхнего стола (О..650мм):
В О
Усилие верхнего стола (О..25тс)
Левое О
Правое О
Левый цилиндр нижнего стола (О..442им):
В О
Положение правого блока растяжения (О..380мм) В О
Наклон зажимной плиты (О..34е): в °
Передний радиус зажима (<»_0.672м):
Задний радиус зажима (оо.,0,572м):
□ Правый иилиндр нижнего стола (0.442мм):
Задний эадиус зажима (оо..0.672м):
О
Наклон стола: О*
Рис. 9. Подбор перемещений рабочих органов пресса для просмотра и редактирования
В плагине АвиаФорм версии 1.0.27 при автозаполнении шаблонов будет вывод значений деформаций листовой заготовки по выбранным сечениям. При расчете деформаций листовой заготовки и перемещений блоков растяжения учитывается кривизна поверхности обтяжного пуансона, деформации вводится с учетом данных о кривизне поверхностно подобных линий, которые автоматически считываются с модели пуансона (рис. 10).
Возможность расчета среднего удлинения листовой заготовки после «суммирования» всех участков вдоль продольной поверхностно подобной линии не забывая, припусковые левые и правые участки листовой заготовки перед зажимами пресса. Нужна оценка, определяющая возможность расчета среднего удлинения листовой заготовки на уровне «первичной» оценки технологической возможности обтяжки, а не на конечных этапах моделирование процесса в QForm после оценки влияния длины листовой заготовки.
На рисунках 11 и 12 показаны положения центральной поверхностно подобной линии у зажима 4 при растяжении на нулевом шаге и шестом шаге нагружения. На рисунке 13 показано кинематическое состояние виртуального пресса РО-3М по третьему шаблону на шестом шаге нагружения.
Верификационная отработка на реальном растяжно-обтяжном прессе РО-3М — сравнительный анализ автоматической работы пресса в режиме формообразующей операции по управляющей программе, сформированной с помощью программного модуля АвиаФорм версии 1.0.27. Результаты подтверждают соответствие алгоритма целям управления: процесс формообразования обтяжкой совершается в соответствии с алгоритмом и представляет собой последовательность операций, выполняемых механизмами пресса в автоматическом режиме при наличии в зажимах листовой заготовки.
ЗАКЛЮЧЕНИЕ
В задаче технологической адаптации процесса формообразования обтяжкой листовой заготовки априорная неопределенность проявляется в недостоверности и неполноте исходных данных, неадекватности используемых соотношений и противоречивости системы ограничений. Решение
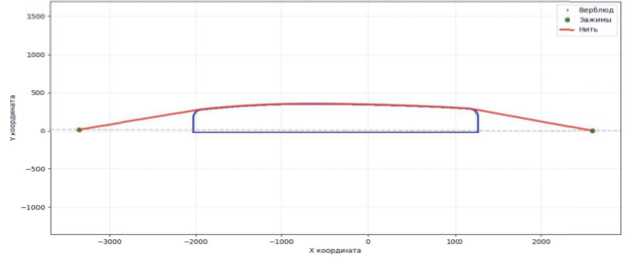
Рис. 10. Деформация вводится с учетом данных о кривизне поверхностно подобной линии, которые автоматически считываются с модели пуансона
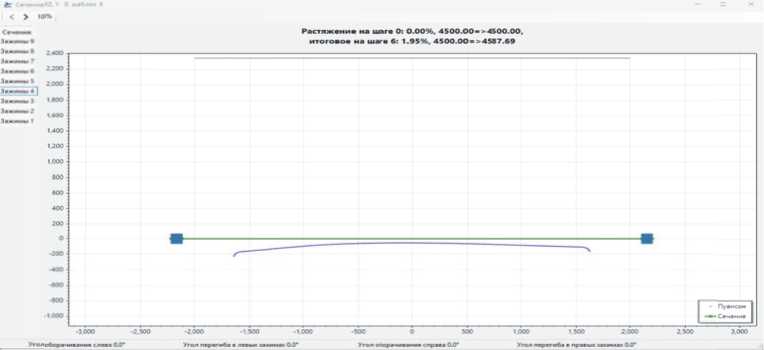
Рис. 11. Положение центральной поверхностно подобной линии у зажима 4

Рис. 12. Положение центральной поверхностно подобной линии у зажима 4 при растяжении на шестом шаге нагружения конкретных задач с учетом нечеткости характеристик объекта и нарушения исходных предпосылок требует разработки интеллектуальных процедур принятия управленческих решений с ориентацией на существующий вид неопределенности и нечеткости исходной информации.
Чтобы минимизировать риск локального утонения и получить равномерную деформацию листовой оболочковой детали до прогнозируемых пределов, потребовался новый технологический подход, определяющий возможность расчета среднего растяжения поверхностно подобных линий относительно зажимов листовой заготовки на уровне «первичной» оценки технологической возможности обтяжки, а не на конечных этапах моделирование процесса в QForm после оценки влияния габаритов листовой заготовки. Новый технологический подход реализован в программном модуле АвиаФорм версии 1.0.27 в виде шаблона №3.
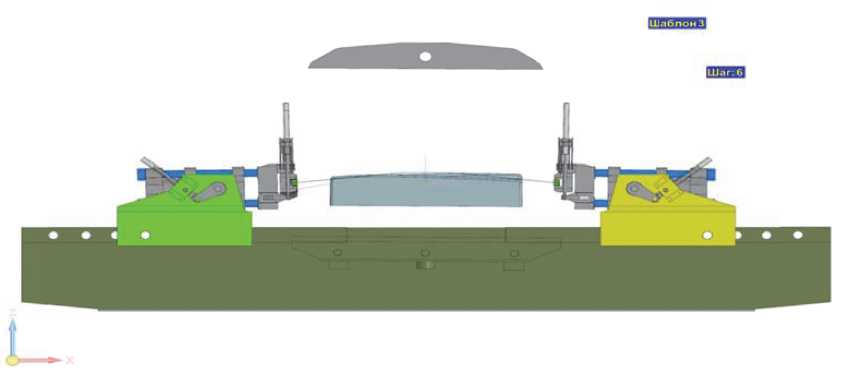
Рис. 13. Кинематическое состояние виртуального пресса РО-3М по третьему шаблону на шестом шаге нагружения
Организация дополнительной закладки «АвиаФорм» при работе технолога с интерфейсом управления при наборе перемещений рабочих органов виртуального пресса по определенному шаблону, характеризующий инновационный подход к формообразованию оболочки не как профиля, а как формообразование оболочковой детали по оценке растяжения поверхностно подобных линий относительно зажимов листовой заготовки. Изгибаем, а точнее оборачиваем плоским листом по продольной поверхностно подобной линии обтяжного пуансона в сечении, где она наибольшая и совпадающая с направлением прокатки листовой заготовки. Затем растягиваем, наблюдая за формовкой средней части пока местоположение сохраняется, как будто «локализовано», формуется «голова» геометрической формы оболочки.
При необходимости продолжения формовки в средней части можно разгрузить, опустив нижний стол, полученная форма средней части листа «просядет» и примет новое положение, так называемое изометрическое, и потянуть, в результате отформатируется средняя часть оболочковой детали, когда при возврате вверх обтяжного пуансона «голова» геометрической формы плотно ляжет на поверхность пуансона. Остается после разгрузки выполнить поворот зажимов по второй кривизне и по касательной к сходу листа потянуть угловые части оболочковой детали с той же величиной деформации, при этом ее «голова» не растягивается и плотно сидит на поверхности обтяжного пуансона.
Множественность эффективных решений является скорее достоинством, а не недостатком, поскольку «жесткие» схемы получения единственного решения неадекватны сущности оптимизации, а имеющаяся «свобода» выбора предпочтительного решения из множества эффективных позволяет учесть неопределенность целей и критериев.
В отличие от традиционного метода управления автоматизированным оборудованием посредством электронно-вычислительного комплекса, который обрабатывает информацию по известным заранее исходным предпосылкам, принципам и алгоритмам, ввод в эту цепочку системы искусственного интеллекта есть не что иное, как попытка сделать автоматизированную производственную систему как можно более автономной и адаптируемой, даже в условиях отклонения разработанных исходных предпосылок от реальных принципов конкретного производства.
