Ресурсосберегающая технология изготовления бессвинцового припоя экструзией

Автор: Фаизов С.Р., Радионова Л.В., Громов Д.В., Глебов Л.А., Ердаков И.Н.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.24, 2024 года.
Бесплатный доступ
Повышение требований законодательства в области экологической безопасности и ограничение использования свинца в новом электротехническом и электронном оборудовании повышают актуальность и экономическую обоснованность поиска новых легкоплавких сплавов для использования в качестве припоя. В настоящей работе разрабатывается технология изготовления бессвинцового пруткового и проволочного припоя методом прямой экструзии. С помощью математической модели прямой экструзии и программы для ЭВМ, написанной на ее основе, определены деформационные и энергосиловые параметры изготовления прутков Ø8,0 и Ø15,0 мм и проволоки Ø2,0 мм из сплава 52In-48Sn (ПОИн-52). По результатам расчетов максимальные усилия экструзии при изготовлении указанного сортамента составляют 106 кН, что необходимо учитывать при выборе оборудования и проектировании технологической оснастки. С помощью компьютерного моделирования в пакете QForm определены температурно-скоростные условия экструзии прутков и проволоки. Установлено, что технологически процесс экструзии на анализируемых режимах для всех типоразмеров продукции реализуем. Разогрев сплава выше температур плавления не наблюдается, отсутствуют причины для потери стабильности процесса и снижения качества готовой продукции. Прочностной анализ технологической оснастки для изготовления прутков и проволоки, спроектированной по результатам расчетов, показал запас прочности более 2,1, что считается достаточным для металлургического оборудования. По разработанной технологии изготовлена опытная партия в количестве 100 кг проволочного припоя Ø2,0 мм с намоткой на катушки и 150 кг пруткового Ø8,0 мм для АО «Челябинский цинковый завод».
Экструзия, сплав 52in-48sn, поин-52, бессвинцовый припой, пруток, проволока
Короткий адрес: https://sciup.org/147243228
IDR: 147243228 | УДК: 621.777 | DOI: 10.14529/met240106
Resource-saving technology for manufacturing lead-free solder by extrusion
Increasing legislative requirements in the field of environmental safety and limiting the use of lead in new electrical and electronic equipment increase the relevance and economic justification of the search for new low-temperature alloys for solder. This article develops a technology for producing lead-free solder rods and wires using the direct extrusion method. Using a mathematical model of direct extrusion and a computer program, the deformation and energy-force parameters of the manufacture of rods Ø8.0 and Ø15.0 mm and wire Ø2.0 mm from the 52In-48Sn alloy were determined. According to the calculation results, the maximum extrusion forces in the manufacture of the specified assortment are 106 kN. This must be taken into account when selecting direct extrusion equipment. Simulation in the QForm package determined the temperature and speed conditions for the extrusion of rods and wire. It was revealed that technologically the extrusion process can be implemented in the analyzed modes for all standard sizes of products. The alloy is not heated above its melting point. There are also no reasons for loss of process stability and reduction in the quality of the finished product. Strength analysis of technological equipment for the production of rods and wires showed a safety margin of more than 2.1, which is considered sufficient for metallurgical equipment. Using the developed technology, a pilot batch of 100 kg of solder wire Ø2.0 mm wound on coils and 150 kg of solder rod Ø8.0 mm was manufactured for JSC Chelyabinsk Zinc Plant.
Текст научной статьи Ресурсосберегающая технология изготовления бессвинцового припоя экструзией
Сплавы системы Sn–Pb широко распространены в качестве легкоплавких припоев при низкотемпературной пайке. Промышленностью используются сплавы, в которых может содержаться от 10 до 90 % свинца. Изменяя соотношение свинца к олову, получают припои с температурой плавления от 190 °С (ПОС-61) до 299 °С (ПОС-10) [1, 2]. При пайке оцинкованных деталей используют сплав, легированный сурьмой ПОССУ-61-0.5 [2].
Экологическая повестка, которая стала одним из стратегических ориентиров развития экономики и общества в мире, затронула и электротехническую промышленность [3–5]. Свинец согласно большому числу исследований [6, 7] оказывает негативное влияние не только на здоровье человека [8], но и окружающую среду [9, 10].
В 2006 году вступило в силу постановление Евросоюза (EU–WEEE, Waste from Electrical and Electronic Equipment), ограничивающее использование припоев с содержанием свинца электротехнической промышленностью [11]. Аналогичные правила применяются в США [12]. По мнению экологов, изъятие свинца из производства бытовой, промышленной, телекоммуникационной и другой техники должно способствовать улучшению окружающей среды [13]. По их мнению, размещение на полигонах (свалках) отслуживших свой срок изделий радиоэлектронной промышленности, содержащих свинцовый припой, ухудшает экологическую ситуацию. Свинец после утилизации компьютеров, мониторов, телевизоров, радиоприемников, игрушек и др. попадает в почву и впоследствии в пищевую цепь [14]. В связи с этим большинст- во ведущих корпораций ставят отказ от свинца в списки первоочередных задач [15, 16]. Бессвинцовая пайка имеет, несомненно, и коммерческую перспективу. Производители «зеленых изделий» могут претендовать на повышение объема продаж своей продукции.
В качестве бессвинцовистых припоев рассматриваются сплавы на основе олова с добавлением в него Ag, Cu, Bi, Zn, In и других металлов [17–20]. Некоторые исследователи в качестве припоев рекомендуют использовать трех- и четырехкомпонентные сплавы [21–25].
Припои системы In–Sn являются перспективными и уже достаточно хорошо себя зарекомендовавшими для применения в качестве соединительных материалов в электротехнической и особенно в аэрокосмической технике. Припои на основе индия считаются более надежными при длительных термических циклах, поскольку доказано, что они сохраняют хорошую пластичность даже в криогенных условиях [26]. Индий является чрезвычайно мягким металлом с временным сопротивлением разрыву 1,6 МПа и относительным удлинением 60 % при комнатной температуре [27]. Эвтектический сплав системы In–Sn, который соответствует химическому составу 52In–48Sn (ПОИн-52), имеет температуру плавления 120 °С, временное сопротивление разрыву 11–13 МПа и относительное удлинение 32–34 % [17].
В России индий добывается совместно с цинком и в чистом виде получается из отходов и промежуточных продуктов цинкового и свинцового производств. АО «Челябинский цинковый завод», являясь одним из основных производителей цинка в России, как сопутствующий продукт производит индий, который реализует на рынке в виде сырья. Глубокая переработка и получение готовой продукции из индия является экономически обоснованной задачей для АО «ЧЦЗ».
Традиционная технологическая схема производства припоев состоит из следующих этапов: приготовление сплава, отливка слитков (диаметром 100–200 мм), прессование, волочение на требуемый диаметр [28]. В некоторых случаях между прессованием и волочением может быть применена прокатка заготовки. Такая технология получения припоя требует большого парка оборудования, но и зачастую сопровождается проблемами, связанными со стабильностью процесса волочения.
В связи с вышесказанным в настоящей работе разрабатывается ресурсосберегающая технология изготовления бессвинцового припоя на основе метода прямой экструзии.
Определение энергосиловых параметров прямой экструзии прутков и проволоки
Для обоснованного выбора оборудования для прямой экструзии и последующего проектирования технологической оснастки необходимо рассчитать энергосиловые параметры процесса. Математическая модель является традиционным инструментом, который позволяет решать такие задачи оперативно и с учетом всех особенностей анализируемого процесса. Экструзия характеризуется очагом деформации (рис. 1) и усилием F , которое складывается из усилия на деформацию материала F деф и усилия на преодоление трения на контакте заготовки и инструмента F тр :
F = F ж + деф тр .
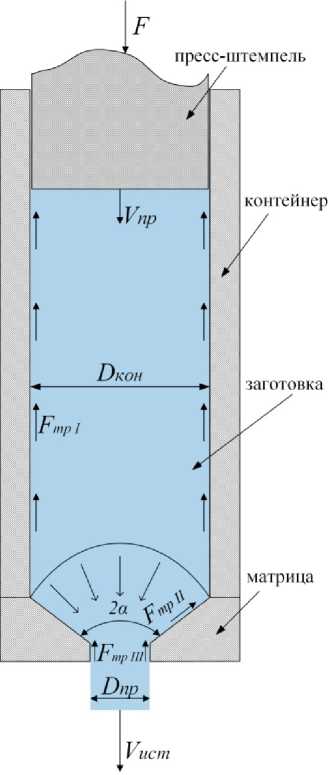
Рис. 1. Очаг деформации при прямой экструзии Fig. 1. Point of deformation during direct extrusion
Таблица 1
Технологические параметры экструзии прутков и проволоки из сплава 52In–48Sn (ПОИн-52)
Table 1
Technological parameters of rod and wire extrusion from alloy 52In–48Sn (POIn-52)
|
Параметр |
Размерность |
Величина |
||
|
эксп. 1 |
эксп. 2 |
эксп. 3 |
||
|
Исходные данные |
||||
|
Диаметр заготовки (прутка), D заг |
мм |
30 |
30 |
20 |
|
Диаметр прутка (проволоки), D пр |
мм |
15 |
8 |
2 |
|
Длина заготовки, L заг |
мм |
120 |
120 |
120 |
|
Диаметр контейнера, D кон |
мм |
31 |
32 |
21,8 |
|
Скорость прессования, V пр |
мм/с |
12 |
3,5 |
0,5 |
|
Сопротивление деформации заготовки, σ S ср |
МПа |
10,5 |
10,5 |
10,5 |
|
Угол матрицы, 2α |
° |
67 |
80 |
37 |
|
Длина калибрующего пояска, L кп |
мм |
5 |
5 |
5 |
|
Коэффициент трения, f |
– |
0,5 |
0,5 |
0,5 |
|
Результаты расчета |
||||
|
Коэффициент вытяжки, μ |
– |
4,3 |
16,0 |
118,8 |
|
Скорость истечения, V ист |
мм/с |
51 |
56 |
59 |
|
Усилие в момент начала экструзии, F н |
кН |
92,8 |
106 |
105 |
|
Усилие в момент завершения экструзии, F к |
кН |
41,0 |
51,3 |
71,9 |
|
Усилия деформации, F деф |
Н |
31 647 |
46 848 |
65 784 |
|
Сила трения, F тр |
Н |
61 171 |
59 168 |
39 384 |
|
в контейнере F трI |
Н |
57 432 |
55 637 |
36 297 |
|
в матрице F трII |
Н |
2621 |
2935 |
2938 |
|
в калибрующем пояске F трIII |
Н |
1119 |
597 |
149 |
Усилие на преодоление трения F тр определяется геометрией очага деформации (см. рис. 1) и состоит из трех частей – усилия, направленного на преодоление трения скольжения обрабатываемого металла о контейнер F трI , о поверхность матрицы F трII и о калибрующий поясок матрицы F трIII .
Усилие деформации Fдеф зависит от физико-механических свойств материала, степени деформации и геометрических параметров очага деформации. Разработанная на основе этих принципов математическая модель подробно описана в работе [29]. На базе математического описания процесса была разработана программа для ЭВМ [30], позволяющая рассчитывать деформационные режимы и оценивать энергосиловые параметры экструзии. На основе математического моделирования в программе «Расчет энергосиловых и температурно-скоростных параметров прямого прессования легкоплавких сплавов» для экструзии прутков диаметром 15,0 и 8,0 мм, а также проволоки диаметром 2,0 мм были определены технологические параметры, приведенные в табл. 1.
Как следует из расчетов, максимальные усилия при экструзии составляют 106 кН, именно их необходимо учитывать при выборе оборудования и проектировании технологической оснастки.
Исследование температурноскоростных условий экструзии прутков и проволоки
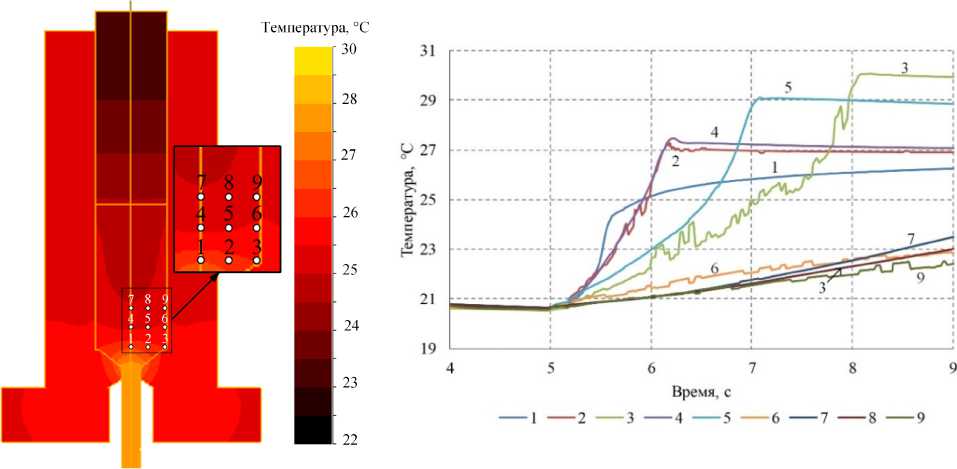
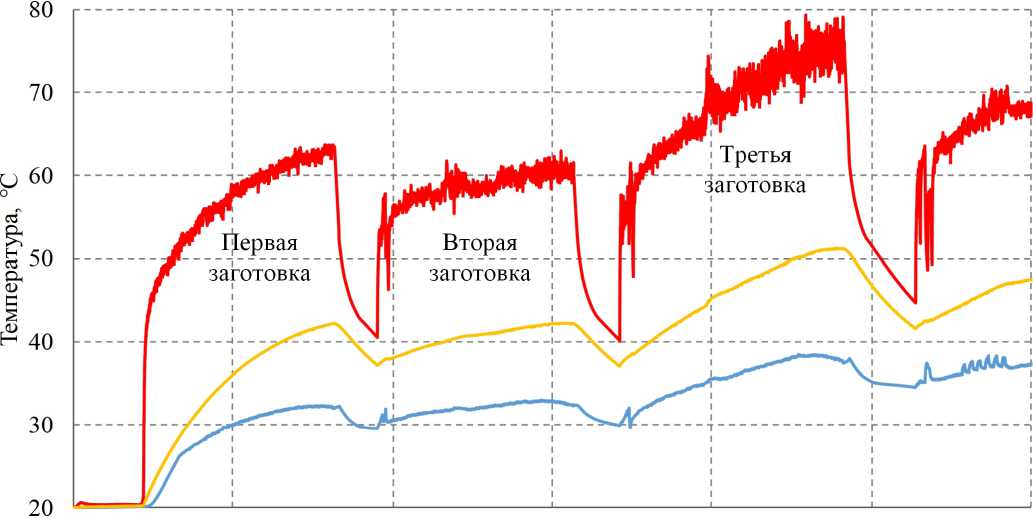
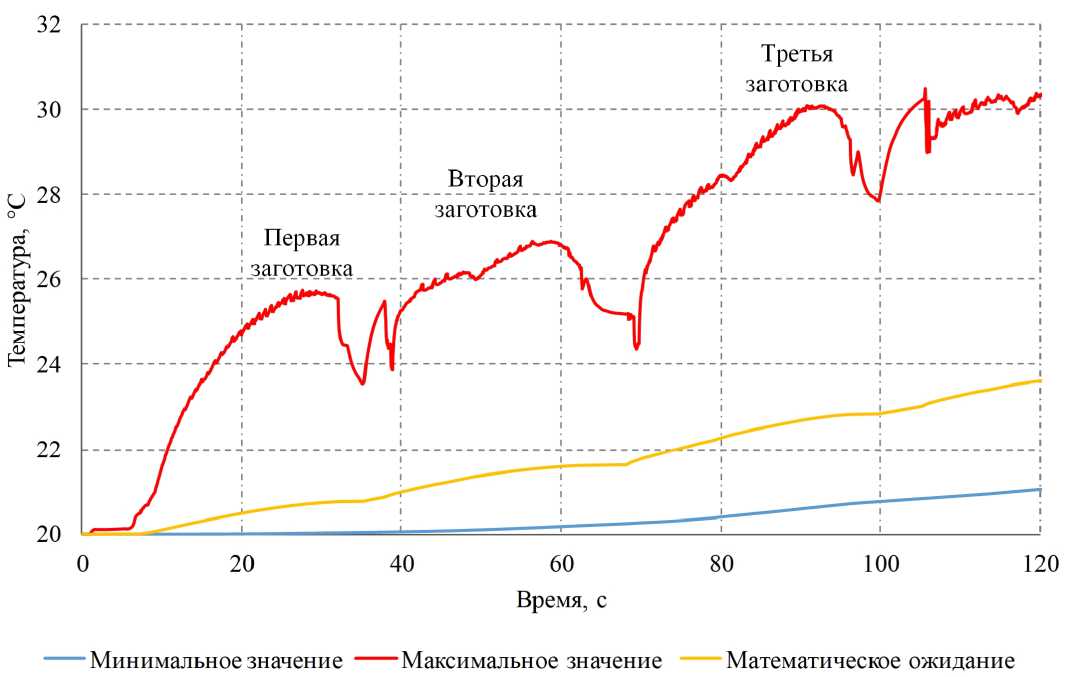
В процессе холодной пластической деформации металл за счет контактного трения и деформации разогревается [31]. Учитывая высокие степени деформации при экструзии и низкую температуру плавления сплава 52In–48Sn (ПОИн-52), необходимо оценить температурно-скоростные условия и их влияние на стабильность процесса и качество готовой продукции. Для решения такой задачи целесообразно применить компьютерное моделирование в пакете QForm [32]. Это позволяет оценить не только среднюю температуру, но и распределение температур по сечению проволоки или прутка. Подробно методика проведения числовых экспериментов по исследованию температуры при экструзии приведена в работе [33]. Пример моделирования температуры при экструзии прутка ∅8,0 мм со скоростью прессования 3 мм/с приведен на рис. 2. Максимальные температуры в прутках ∅8,0 и ∅15,0 мм и проволоке ∅2,0 мм при одном цикле экструзии приведены в табл. 2. Полунепрерывная экструзия приводит к разогреву технологической оснастки (рис. 3) и как следствие – к некоторому дополнительному повышению температуры проволоки и прутка. Проанализировав результаты численных экспериментов, установили, что при скоростях прессования, которые технически могут быть реализованы на вертикальном гидравлическом прессе (при скорости прессования Vпр = 3 мм/с скорость истечения Vист проволоки ∅2,0 мм из матрицы достигнет 356,4 мм/с), после третьего цикла температуры матрицы и контейнера стабилизируются. Температура матрицы не превышает 80 °С, а контейнера – 31 °С. Проведенные исследования позволяют предполагать, что технологически процесс экструзии на анализируемых режимах для всех типоразмеров продукции реализуем. Разогрев сплава выше температур плавления не наблюдается, отсутствуют причины для потери стабильности процесса и снижения качества готовой продукции.
а) b)
Рис. 2. Анализ температурного поля (a) и изменения температуры во времени в точках 1–8 (b) при экструзии прутка ∅ 8,0 мм в пакете QForm
Fig. 2. Analysis of the temperature field (a) and temperature changes over time at points 1–8 (b) during extrusion of a ∅ 8.0 mm rod in the QForm package
Таблица 2
Максимальные температуры в сечении проволоки (прутка) при экструзии
Table 2
Maximum temperatures in the cross section of the wire (rod) during extrusion
|
Диаметр D пр , мм |
Скорость прессования V пр , мм/с |
||
|
0,5 |
1 |
3 |
|
|
2,0 |
33,4 |
44,0 |
75,8 |
|
8,0 |
22,5 |
24,7 |
30,0 |
|
15,0 |
21,1 |
22,3 |
25,5 |
О 20 40 60 80 100 120
Время, с
Минимальное значение ---Максимальное значение — Математическое ожидание а)
b)
Рис. 3. Изменение температуры матрицы (a) и контейнера (b) при полунепрерывной экструзии проволоки ∅ 2,0 мм со скоростью прессования 3 мм/с
Fig. 3. Change in temperature of the matrix (a) and container (b) during semi-continuous extrusion of a ∅ 2.0 mm wire with a pressing speed of 3 mm/s
Разработка технологической оснастки для прямой экструзии прутков и проволоки
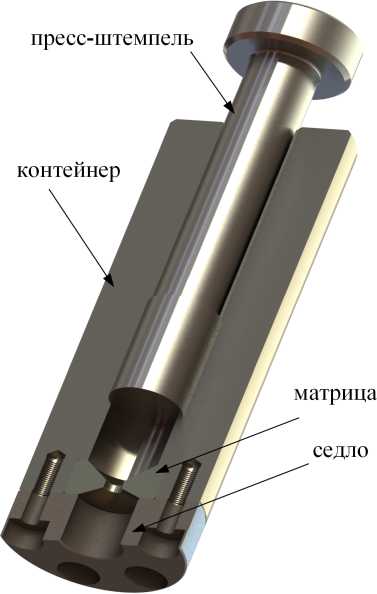
В качестве технологической оснастки, устанавливаемой на гидравлический пресс, было спроектировано два устройства (рис. 4). Для обеспечения универсальности технологической оснасти при экструзии проволоки и возможности быстрого перехода с одного диаметра на другой в качестве матрицы используются монолитные волоки требуемого диаметра промышленного изготовления, что обеспечивает высокою износостойкость и низкую себестоимость расходного инструмента.
Прочностной анализ спроектированной оснастки был выполнен в программе SOLIDWORKS Simulation и подробно описан в работах [34, 35]. Результаты анализа показали, что контейнер должен изготавливаться из стали марки с прочностными свойствами не ниже чем у 30ХМ. Это позволит обеспечить запас прочности конструкции не менее 2, что
а)

b)
Рис. 4. Технологическая оснастка для экструзии прутка (a) и проволоки (b) Fig. 4. Technological equipment for extrusion of rod (a) and wire (b)
является достаточным для технологической оснастки металлургического оборудования. Пресс-штемпель из стали марки У8 имеет запас прочности 2,1. Конструкторское решение по использованию монолитной волоки в качестве матрицы для прессования, с точки зрения прочностного анализа ее работы, оказалось верным. Волока из сплава ВК6 в оправке из стали марки 45 не является элементом, снижающим общий прочностной запас оснастки. Коэффициент запаса прочности твердосплавной волоки составит 5,7.
Производство опытной партии прутков и проволоки из сплава ПОИн-52
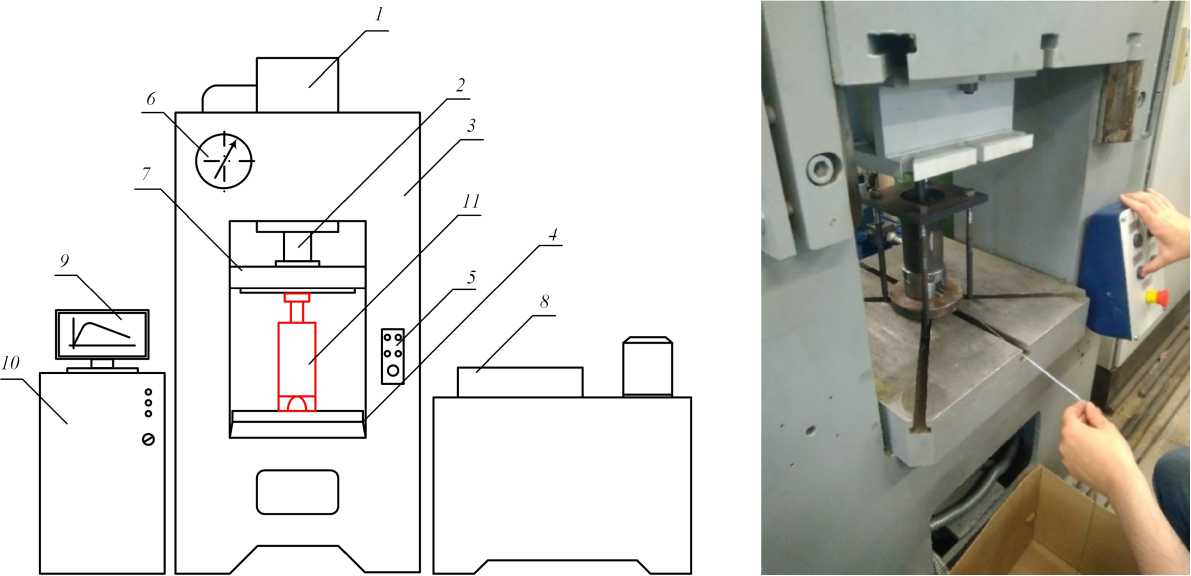
В качестве оборудования для организации мелкосерийного производства использовался гидравлический пресс марки Д2428, оснащенный системой сбора данных и позволяющий измерять усилие прессования (рис. 5), что позволило верифицировать разработанную математическую модель [36], экспериментально определить коэффициенты трения при применении различных технологических смазок [37].
Сплав, соответствующий требованиям ТУ 48-0220-40-90 «Сплавы и припои на основе олова, свинца и индия для полупроводниковой техники», выплавлен АО «ЧЦЗ» и в виде слитков по договору предоставлен для изготовления опытной партии прутков ∅ 8,0 и ∅ 15,0 мм длиной 200 мм, а также проволоки ∅ 2,0 мм со смоткой в катушки с массой припоя 100 ∓ 5.
Отлитую в лабораторных условиях заготовку ∅ 20,0 мм прессовали в проволоку ∅ 2,0 мм. Смотка проволоки на катушки осуществлялась с применением намоточного устройства. Из заготовки ∅ 30,0 мм методом прямой экструзии получали непрерывные прутки ∅ 8,0 и ∅ 15,0 мм, которые впоследствии рубили на мерную длину в соответствии с требованиями заказчика. В процессе изготовления проволоки контролировали температуру и энергосиловые параметры. Исследования трения в процессе прессования показали перспективность применения смазочных материалов. В ходе экспериментальных и аналитических исследований установлено [37], что применение смазочных материалов, а именно графитовой (графит – С) и молибденовой (дисульфид молибдена – MoS 2 ) смазки, позволяет снизить коэффициент трения более чем в 10 раз. Результаты экспериментальных замеров показали высокую сходимость с результатами компьютерного и математического моделирования. Микроструктурный анализ и энергодисперсионное рентгеноспектральное (ЭДС) картирование готовой проволоки показали (рис. 6), что сплав относится к неупрочняе-мым пластической деформацией при комнатной температуре сплавам. В структуре как до, так и после деформации наблюдаем эвтектическую смесь двух фаз, а именно β-In 3 Sn и γ-InSn 4 .
а) b)
Рис. 5. Схема (a) и фото (b) гидравлического пресса марки Д2428: 1 – главный цилиндр; 2 – шток; 3 – станина; 4 – рабочий стол; 5 – пульт управления; 6 – манометр; 7 – ползун; 8 – маслостанция; 9 – монитор; 10 – блок управления и сбора данных; 11 – оснастка для экструзии
Fig. 5. Diagram (a) and photo (b) of a hydraulic press of the D2428 brand: 1 – main cylinder; 2 – rod; 3 – bed; 4 – desktop; 5 – control panel; 6 – pressure gauge; 7 – slider; 8 – oil station; 9 – monitor; 10 – control and data acquisition unit;
11 – equipment for extrusion
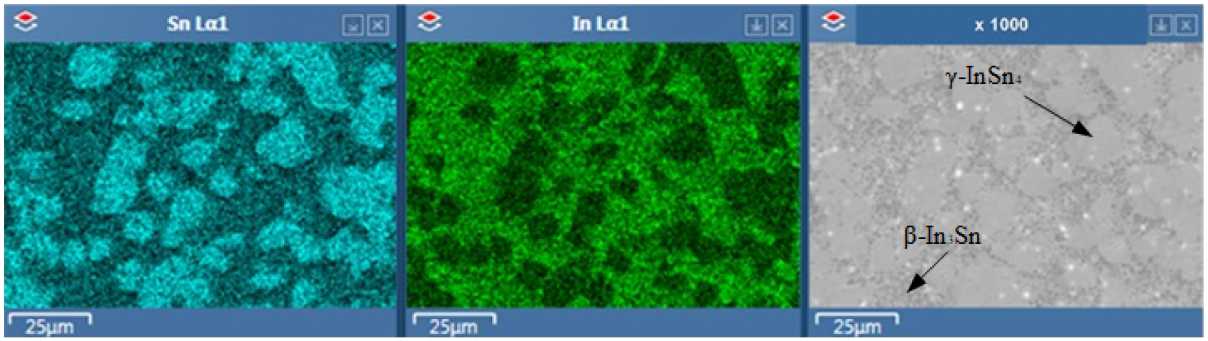
Рис. 6. Энергодисперсионное рентгеноспектральное (ЭДС) картирование образцов готовой продукции из сплава 52In–48Sn (ПОИн-52)
Fig. 6. Energy dispersive X-ray spectral (EDS) mapping of samples of finished products from the 52In–48Sn alloy (POIn-52)
Изготовление прутков ∅15,0 мм из заготовки ∅30,0 мм в контейнере ∅31,0 мм, а также проволоки ∅2,0 мм из заготовки ∅20,0 мм в контейнере ∅21,8 мм не сопровождалось образованием дефектов и проходило стабильно. При изготовлении прутков ∅8,0 мм из заготовки ∅30,0 мм в контейнере ∅32,0 мм наблюдался дефект поверхности «воздушные пузыри». Проведение дополнительных исследований с помощью компьютерного моделирования в пакете QForm позволило установить [38], что причиной образования выпуклости на поверхности готового изделия, заполненной воздухом, является чрезмерный зазор между контейнером и заготовкой. В процессе осадки заготовки объем воздуха запирается в контейнере и поступает внутрь сплава. Для устранения этого дефекта была отлита заготовка ∅31,0 мм. Уменьшение зазора между контейнером и заготовкой до 0,5 мм позволило получить прутки с высоким качеством поверхности. По разработанной технологии изготовлена партия в количестве 100 кг проволочного припоя ∅2,0 мм с намоткой на катушки с массой припоя 100 ∓ 5 г и 150 кг пруткового ∅8,0 мм для АО «Челябинский цинковый завод». Образцы готовой продукции представлены на рис. 7.

а)
b)
Рис. 7. Готовая проволока ∅ 2,0 мм (a) и пруток ∅ 8,0 мм (b) Fig. 7. Finished wire ∅ 2.0 mm (a) and rod ∅ 8.0 mm (b)
Заключение
Разработана технология изготовления бессвинцового пруткового и проволочного припоя методом прямой экструзии. С помощью математической модели прямой экструзии и программы для ЭВМ, написанной на ее основе, определены деформационные и энергосиловые параметры изготовления прутков ∅8,0 и ∅15,0 мм и проволоки ∅2,0 мм из сплава 52In–48Sn (ПОИн-52). По результатам расчетов максимальные усилия экструзии при изготовлении указанного сортамента составляют 106 кН, что было учтено при выборе оборудования и проектировании технологической оснастки. С помощью компьютерного моделирования в пакете QForm определены температурно-скоростные условия экструзии прутков и проволоки. Установлено, что технологически процесс экструзии на анализируемых режимах для всех типоразмеров продукции реализуем. Разогрев сплава выше температур плавления не наблюдается, отсутствуют причины для потери стабильности процесса и снижения качества готовой продукции. Прочностной анализ технологической оснастки для изготовления прутков и проволоки, спроектированной по результатам расчетов, показал запас прочности более 2,1, что считается достаточным для металлургического оборудования. По разработанной технологии изготовлена опытная партия в количестве 100 кг проволочного припоя ∅2,0 мм с намоткой на катушки и 150 кг пруткового ∅8,0 мм для АО «Челябинский цинковый завод».
Список литературы Ресурсосберегающая технология изготовления бессвинцового припоя экструзией
- Медведев А.М. Сборка и монтаж электронных устройств: учеб. пособие. М.: Техносфера, 2007. 256 с. (Мир электроники). ISBN 978-5-94836-131-4. EDN JOXMHP.
- Паршин С.Г. Металлургические основы сварки. Пайка материалов: учеб. пособие. СПб.: Изд-во политехнического ун-та, 2017. 90 с. ISBN 978-5-7422-5565-9. EDN RODDUK.
- Вовлеченность металлургических компаний в реализацию ESG-повестки: экологический аспект / Н.Н. Яшалова, Е.В. Быковская, Е.В. Перфильева, И.А. Костылев // Вопросы современной науки и практики. Университет им. В.И. Вернадского. 2022. № 4 (86). С. 98–106. EDN ESJYDS. DOI: 10.17277/voprosy.2022.04.pp.098-106
- Пичугин В.С. Организация системы управления отходами бытовой техники и электроники в Костанайской области // Знание. 2018. № 4-1 (56). С. 7–13. EDN LBIRZR.
- Штенников В.Н. Перспективы использования бессвинцовых припоев в электронном машиностроении // Сварочное производство. 2018. № 7. С. 49–52. EDN YLVDAD.
- Гуниа Г., Сванидзе З. Проблемы загрязнения природной среды микропримесями техногенного происхождения // Научный журнал Власть и общество (История, Теория, Практика). 2016. № 4-1 (40). С. 148–161. EDN BOTTLL.
- Интегральные показатели кардиотоксичности свинца и кадмия на фоне физической нагрузки / С.В. Клинова, И.А. Минигалиева, М.П. Сутункова, Л.В. Шабардина // Гигиена и санитария. 2023. Т. 102, № 11. С. 1228–1235. EDN NUNAMK. DOI: 10.47470/0016-9900-2023-102-11-1228-1235
- Комплексный анализ влияния тяжелых металлов на акушерскую патологию / А.Н. Чехоева, З.А. Хамицаев, А.Э. Козаева, Л.А. Кадохова // Медицина. Социология. Философия. Прикладные исследования. 2019. № 2. С. 31–37. EDN INJWUS.
- Высоцкий С.П., Ермакова Д.И., Степаненко Т.И. Очистка сточных вод от тяжелых металлов // Научный вестник НИИГД Респиратор. 2017. № 2 (54). С. 69–77. EDN YNDFKJ.
- Забашта Н.Н., Головко Е.Н., Лисовицкая Е.П. Токсичные элементы в почвах и сене // Сборник научных трудов Краснодарского научного центра по зоотехнии и ветеринарии. 2022. Т. 11, № 2. С. 4–8. EDN JFNVIP. DOI: 10.48612/sbornik-2022-2-1
- Stevels A.L.N. 3 – The present recast of the WEEE Directive // Waste Electrical and Electronic Equipment (WEEE) Handbook. Woodhead Publishing Series in Electronic and Optical Materials; Vannessa Goodship, Ab Stevels (Eds). Woodhead Publishing, 2012. P. 53–65. ISBN 9780857090898. DOI: 10.1533/9780857096333.1.53
- Label P.I., Label P., oHS Compliance Engineer R. Directive 2002/95/EC of the European Parliament and of the Council of 27 January 2003 on the restriction of the use of certain hazardous substances in electrical and electronic equipment. Artesyn Technologies: Boca Raton, FL, USA, 2005.
- Электроника и экология / В.В. Зенин, С.И. Рембеза, А.А. Стоянов, Б.А. Спиридонов // Комплексные проблемы техносферной безопасности, Воронеж, 12 ноября 2014 года. Ч. IV. Воронеж: Воронежский государственный технический университет, 2014. С. 212–216. EDN ZCXMRZ.
- Булгакова Н.Ф. Влияние загрязнения почвы и воздуха кадмием и свинцом на здоровье человека и с.-х. животных в связи с поступлением металлов в организм по пищевым цепям. (Словакия) // Ветеринария. Реферативный журнал. 2007. № 1. С. 42. EDN HEIKNN.
- Проблемы повышения надежности и качества радиоэлектронных средств и приборов при использовании бессвинцовых припоев / Н.В. Астахов, А.В. Башкиров, О.Ю. Макаров и др. // Вестник Воронежского государственного технического университета. 2021. Т. 17, № 2. С. 48–53. EDN KVRIPT. DOI: 10.36622/VSTU.2021.17.2.008
- Обенко, А. С. Экономические аспекты перехода на бессвинцовые припои при микро-пайке // Экономика и предпринимательство. 2015. № 5-2 (58). С. 870–872. EDN UAXZOR.
- Mechanical Properties and Microstructure of Binary In-Sn Alloys for Flexible Low Temperature Electronic Joints / J. Zhou, X.F. Tan, S.D. McDonald, K. Nogita // Materials. 2022. Vol. 15. P. 8321. DOI: 10.3390/ma15238321
- Effects of CuZnAl Particles on Properties and Microstructure of Sn-58Bi Solder / F. Yang, L. Zhang, Z.-q. Liu et al. // Materials. 2017. Vol. 10. P. 558. DOI: 10.3390/ma10050558
- Kang H., Rajendran S.H., Jung J.P. Low Melting Temperature Sn-Bi Solder: Effect of Alloying and Nanoparticle Addition on the Microstructural, Thermal, Interfacial Bonding, and Mechanical Characteristics // Metals. 2021. Vol. 11. P. 364. DOI: 10.3390/met11020364
- Gain A.K., Zhang L. Effect of Ag nanoparticles on microstructure, damping property and hardness of low melting point eutectic tin–bismuth solder // Journal of Materials Science: Materials in Electronics. 2017. Vol. 28. P. 15718–15730.
- Ductile-to-brittle transition in Sn–Zn solder joints measured by impact test / M. Date, T. Shoji, M. Fujiyoshi et al. // Scripta Materialia. 2004. Vol. 51, iss. 7. P. 641–645.
- S J., Elias J. Experimental investigations on the effect of addition of Ag into ternary lead free solder alloy Sn-1Cu-1Ni // Letters on Materials. 2019. Vol. 9 (2). P. 239–242. DOI: 10.22226/2410-3535-2019-2-239-242
- Дипстратен Г., Фишер П., Цинн Б. Влияние фосфора на бессвинцовый припой с содержанием Sn0,7Cu0,05Ni // Технологии в электронной промышленности. 2013. № 1 (61). С. 46–47. EDN PWYHPL.
- Investigation of Microstructure and Mechanical Properties of SAC105 Solders with Sb, In, Ni, and Bi Additions / Y. Gao, X. Bian, X. Qiu et al. // Materials. 2023. Vol. 16. P. 4059. DOI: 10.3390/ma16114059
- Investigation of the Microstructure, Thermal Properties, and Mechanical Properties of Sn-Bi-Ag and Sn-Bi-Ag-Si Low Temperature Lead-Free Solder Alloys / S. Chen, X. Wang, Z. Guo et al. // Coatings. 2023. Vol. 13. P. 285. DOI: 10.3390/coatings13020285
- Evaluation of Shear Properties of Indium Solder Alloys for Cryogenic Applications / M. Deshpande, R. Chaudhari, P.R. Narayanan, H. Kale // Journal of Materials Engineering and Performance. 2021. Vol. 30 (7) . P. 7958–7966. DOI: 10.1007/s11665-021-05983-y
- Tensile strength and ductility of indium / R.P. Reed, C.N. McCowan, R.P. Walsh et al. //Materials Science and Engineering: A. 1988. Vol. 102, iss. 2. P. 227–236. ISSN 0921-5093. DOI: 10.1016/0025-5416(88)90578-2
- On the Direct Extrusion of Solder Wire from 52In-48Sn Alloy / S. Faizov, A. Sarafanov, I. Erdakov et al. // Machines. 2021. Vol. 9. P. 93. DOI: 10.3390/machines9050093
- Radionova L.V., Faizov S.R., Sarafanov A.E. Mathematical Modelling of Low Temperature Solder Direct Extrusion // IOP Conference Series: Materials Science and Engineering. 2020 International Russian Conference on Materials Science and Metallurgical Technology, RusMetalCon 2020. Chelyabinsk, September 22–24, 2020. IOP Publishing Ltd, 2020. P. 012107. EDN PLHQIF. DOI: 10.1088/1757-899X/969/1/012107
- Свидетельство о государственной регистрации программы для ЭВМ № 2022613048 Российская Федерация. Расчет энергосиловых и температурно-скоростных параметров прямого прессования легкоплавких сплавов / С.Р. Фаизов, Л.В. Радионова, Д.В. Громов [и др.]; заявитель Федеральное государственное автономное образовательное учреждение высшего образования «Южно-Уральский государственный университет». № 2022611539; заявл. 03.02.2022; опубл. 01.03.2022. EDN QXPCYX.
- Радионова Л.В., Лисовский Р.А. Анализ деформационного и контактного разогрева проволоки в процессе высокоскоростного волочения в монолитной волоке // Черная металлургия. Бюллетень научно-технической и экономической информации. 2022. Т. 78, № 9. С. 784–792. EDN HLKINL. DOI: 10.32339/0135-5910-2022-9-784-792
- Стебунов С.А. 25 лет программе моделирования процессов обработки металлов давлением QForm // Кузнечно-штамповочное производство. Обработка материалов давлением. 2016. № 11. C. 3–4. EDN XIMOGL.
- Компьютерное моделирование температурных режимов при полунепрерывном прямом прессовании легкоплавких материалов / Л.В. Радионова, С.Р. Фаизов, Д.В. Громов, И.Н. Ердаков // Вестник ЮУрГУ. Серия «Металлургия». 2020. Т. 20, № 4. С. 30–38. EDN BMAZKA. DOI: 10.14529/met200404
- Strength Analysis and Modeling of Direct Extrusion Tooling for Fu-sible Solder / L.V. Radionova, E.V. Safonov, D.V. Gromov et al. // Proceedings of the 8th International Conference on Industrial Engineering. ICIE 2022. Lecture Notes in Mechanical Engineering; A.A. Radionov, V.R. Gasiyarov (Eds.). Springer, Cham; 2023. DOI: 10.1007/978-3-031-14125-6_27
- Фаизов С.Р., Радионова Л.В. Моделирование и прочностной анализ при проектировании оснастки для прямого прессования легкоплавкого припоя // Пром-Инжиниринг: труды VII всероссийской научно-технической конференции, Москва, Челябинск, Новочеркасск, Волгоград, Сочи, 17–21 мая 2021 года. Челябинск: Издат. центр ЮУрГУ, 2021. С. 180–185. EDN IWGNDU.
- Математическое моделирование энергосиловых параметров прямого прессования легкоплавких материалов / Л.В. Радионова, С.Р. Фаизов, В.Д. Лезин, А.Е. Сарафанов // Вестник ЮУрГУ. Серия «Металлургия». 2020. Т. 20, № 2. С. 71–79. EDN LVYZXD. DOI: 10.14529/met200207
- Определение показателя трения в процессе прямого прессования проволочного и пруткового припоя ПОИн-52 / Л.В. Радионова, С.Р. Фаизов, Д.В. Громов и др. // Вестник ЮУрГУ. Серия «Металлургия». 2021. Т. 21, № 3. С. 56–66. EDN BRJJBF. DOI: 10.14529/met210307
- Фаизов С.Р., Радионова Л.В. Причины формирования и способы устранения воздушных пузырей на поверхности пруткового припоя, полученного прямой экструзией // Вестник ЮУрГУ. Серия «Металлургия». 2023. Т. 23, № 1. С. 38–46. EDN RRPGOE. DOI: 10.14529/met230105
