Ресурсосберегающие технологии получения функциональных наноструктурированных покрытий высокоскоростными методами нанесения

Автор: Кравченко Игорь Николаевич, Карелина Мария Юрьевна, Зубрилина Елена Михайловна, Коломейченко Анастасия Александровна
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 (82) т.15, 2015 года.
Бесплатный доступ
Цель работы заключается в поиске новых, основанных на ресурсосберегающих технологиях, методов нанесения наноструктурированных покрытий различного функционального назначения. Главной задачей является исследование современных эффективных методов повышения прочности, коррозионной и износостойкости. В качестве предмета исследования выступают высокоскоростные способы нанесения антикоррозионных и износостойких покрытий, позволяющие значительно повысить долговечность и надежность изделий. Описаны конструктивные, технологические особенности, технические характеристики и сферы применения различных моделей установок для высокоскоростных способов напыления, в частности газопламенного. Приведены результаты анализа основных физико-механических и эксплуатационных свойств покрытий, полученных с использованием компактного высокопроизводительного технологического оборудования. В результате проведенной работы доказано, что покрытия, полученные высокоскоростными методами, в отличие от дозвуковых способов, отличаются высокими эксплуатационными характеристиками. В работе также представлены перспективные направления развития технологических методов нанесения многофункциональных покрытий, совершенствования оборудования и применяемых материалов. Полученные данные могут быть использованы при проектировании технологических процессов нанесения плотных покрытий стабильного качества на изделия сложной формы, изготовленные практически из любых металлов и сплавов. Результаты работы применимы в машиностроении, ремонтном производстве, авиации, энергетике и пр.
Адгезия, высокоскоростное напыление, газотермические способы, износ, микроструктура, наноструктурированные покрытия, технология, твердость, установка
Короткий адрес: https://sciup.org/14250330
IDR: 14250330 | УДК: 621.792; | DOI: 10.12737/12590
Resource-saving technologies of derivatization of functional nanostructured coatings by high-speed application methods
The work objective is to study new application methods based on the resource-saving technologies for nanostructured coatings with different functionality. The main task of the work is investigating modern efficient methods to increase strength, corrosion resistance, and wearability. The subject of study is high-speed application methods for anti-corrosion and wear-resistant coatings that significantly improve the durability and reliability of products. Design, technological features, specifications, and a scope of applicability of various installation models for high-speed deposition methods, including a gas-plasma technique, are described. The analysis results of the basic physical, mechanical and performance properties of the coatings obtained with the compact high-performance process equipment are presented. As a result of this work, it is shown that coatings obtained by the high-speed methods, unlike the subsonic methods, are characterized by the high performance. The paper also presents perspectives for development of the processing methods of the multifunctional coating application, the improvement of equipment and materials. The data obtained can be used for designing processes of applying dense coatings of consistent quality on the complex products made from nearly all metals and alloys. The results obtained are applicable in the mechanical engineering, repair production, aviation, energy engineering, etc.
Текст научной статьи Ресурсосберегающие технологии получения функциональных наноструктурированных покрытий высокоскоростными методами нанесения
Введение . Газотермические способы напыления покрытий в России активно развиваются с конца пятидесятых годов XX века. В то время в ремонтном производстве и промышленности необходимо было решить ряд проблем, в частности, таких, как:
— упрочнение деталей машин,
— нанесение защитных и толстослойных покрытий, способных компенсировать износ деталей, — получение новых материалов [1, 2, 3].
Современные способы газотермического напыления можно разделить на две основные группы: обычное (дозвуковое) и сверхзвуковое напыление.
Сверхзвуковое газопламенное напыление (СГПН) — это новый способ, базирующийся на непрерывном сжигании горючего газа с кислородом с целью получения высокоскоростной (сверхзвуковой) струи на выходе из горелки. Порошок вводится в газовый поток, которым он нагревается, ускоряется (обычно более 5 скоростей звука) и направляется на обрабатываемую деталь. Рабочий процесс в сверхзвуковой напылительной горелке аналогичен рабочему процессу в ракетном двигателе [4, 5, 6].
СГПН основано на использовании сверхзвуковых струй продуктов сгорания углеводородных топлив [7]. Топлива сжигаются в горелках при повышенных давлениях, обеспечивающих критический перепад давлений на сверхзвуковых соплах. Этот метод отличается от традиционного газопламенного напыления, при котором топливо сжигается во внешнем факеле при атмосферном давлении.
Высокоскоростное ГПН по праву считается наиболее современной технологией напыления. В странах Европы и Северной Америки во многих отраслях она практически вытеснила гальванику и методы вакуумного напыления. Нанесенные методами высокоскоростного напыления твердосплавные покрытия значительно превосходят гальванические, процесс создания которых является чрезвычайно канцерогенным.
Процесс высокоскоростного газопламенного напыления был изобретен в 1958 году в компании «Юнион Кар-байд» (Union Carbide). Однако первое его применение относится к 1980-м годам и связано с изобретением Джеймсом Браунингом (США) установки для высокоскоростного напыления. Соответствующие лицензии были переданы «Кабот Корпорэйшн» (Cabot Corporation), затем «Делоро Стеллит» (Deloro Stellite), чья Jet Cote стала первой распространенной установкой. Вслед за этим многие компании предложили собственные версии оборудования: Diamond Jet от Sulzer Metco, JP-5000 от TAFA, К2 от GTV. Это способствовало быстрому распространению технологии. В 1992 году Дж. Браунинг запатентовал также метод HVAF — более дешевую альтернативу HVОF [8].
Таким образом, существуют два вида высокоскоростного газопламенного напыления, различающиеся природой применяемого для сжигания топлива и окислителя: высокоскоростное воздушно-топливное напыление и высокоскоростное кислородно-топливное напыление.
Анализ высокоскоростных способов нанесения функциональных покрытий. Высокоскоростное воздушнотопливное напыление (ВВТН). В англоязычной литературе используется термин HVAF-spaying (аббревиатура от High Velocity Air Fuel). Метод основан на разгоне и нагреве частиц напыляемого материала в высокотемпературном высокоскоростном потоке продуктов сгорания углеводородного топлива. Процесс происходит в сжатом воздухе. Напыляемые частицы ускоряются и нагреваются газовым потоком в протяженном разгонном канале горелочного устройства, являющемся составной частью газодинамического тракта. Специальное профилирование разгонного канала позволяет обеспечить необходимые энергетические характеристики частиц. В качестве топлива применяются горючие газы (метан, пропан, водород) или жидкое горючее (керосин, дизельное топливо). Максимальная температура в камере сгорания горелочного устройства составляет около 2200 К, максимальная скорость истечения газового потока — до 1800 м/с [9, 10]. Эта технология позволяет производить напыление практически любых металлических и полимерных материалов, допускающих нагрев до пластического состояния в воздушной среде, а также твердых сплавов на основе карбида вольфрама. Характерные значения скорости напыляемых частиц находятся в диапазоне 300–600 м/с в зависимости от их плотности и требуемого уровня нагрева. Достоинствами метода являются его экономичность, производительность и высокое качество получаемых покрытий. Наиболее высокое качество имеют нанесенные методом ВВТН покрытия из алюминия, цинка, меди, их сплавов и смесей. Технология высокоскоростного воздушно-топливного напыления оптимальна для нанесения антикоррозионных покрытий на крупногабаритные стальные изделия в полевых условиях [11].
Высокоскоростное кислородно-топливное напыление (ВКТН). В англоязычной литературе используется термин HVOF-spraying (аббревиатура от High Velocity Oxygen Fuel). Метод основан на разгоне и нагреве частиц напыляемого материала в высокотемпературном высокоскоростном потоке продуктов сгорания углеводородного топлива в кислороде. Ускорение и нагрев напыляемых частиц газовым потоком происходит либо в свободной струе, либо в разгонном канале горелочного устройства. Температура в камере сгорания достигает 3300 К, скорость истечения газового потока превышает 2300 м/с. При указанных условиях метод позволяет наносить покрытия из большинства существующих тугоплавких материалов, в том числе таких, как металлокерамика, оксидная и безоксидная керамика — а также их сложных композиций. Характерные значения скорости напыляемых частиц находятся в диапазоне 400– 900 м/с в зависимости от их плотности и требуемого уровня нагрева. Технология ВКТН наиболее подходит для создания функциональных (износостойких, теплозащитных, электроизоляционных и др.) покрытий на относительно дорогостоящих деталях машин [12].
Материалы и оборудование, применяемые для разработки ресурсосберегающих технологий высокоскоростного нанесения наноструктурированных покрытий. Установки для высокоскоростного газопламенного напыления — начиная от первых до самых современных — основаны на классической схеме жидкостного реактивного двигателя (ЖРД) со скоростью газового потока более 2000 м/с [8]. При этом плотность напыляемых покрытий достигает 99 %. В качестве наносимого материала используются порошки карбидов, металлокарбидов, сплавов на основе никеля ( Ni ), меди ( Cu ) и др. Высокая скорость напыляемых частиц обеспечивается достаточно большой скоростью продуктов сгорания за счет высокого давления в камере сгорания (до 1,0–1,5 МПа), а также введением в конструкцию сопла Лаваля.
При газопламенном проволочном напылении в покрытии содержится меньше оксидов, чем при порошковом напылении. Это важно для получения плотных коррозионностойких покрытий. Однако относительно малая скорость частиц не обеспечивает формирования плотных покрытий. Поверхность частиц успевает окислиться. Этим обусловлена особенность конструкции проволочного СГПН-распылителя — камера сгорания приближена к выходному отверстию сопла.
Увеличение скорости частиц при меньшей их температуре позволило снизить уровень окисленности частиц и повысить плотность порошкового покрытия. В порошковых распылителях СГПН первого и второго поколений использовалось цилиндрическое сопло.
В системах первого поколения давление в камере сгорания составляло 0,3–0,5 МПа. Скорость частиц — 450 м/с для порошка карбида вольфрама и твердых сплавов на его основе (WC-Co) грануляцией 10–45 мкм. Расход порошка — до 10 кг/ч. К таким системам относились Jet Cote, CDS, Top Gun 6, Diamond Jet и др.
В системах второго поколения давление в камере сгорания составляло 0,6–1,0 МПа. Скорость частиц — 600– 650 м/с для порошка WC-Co грануляцией 10–45 мкм. Расход порошка — около 10 кг/ч.
В системах третьего поколения применяются расширяющиеся профильные сопла Лаваля, состоящие из пары усеченных конусов, сопряженных узкими концами. По мере движения газа по соплу его абсолютная температура и давление снижаются, а скорость возрастает. К таким системам относятся установки высокоскоростного напыления ТСЗП-HVOF-2001, GTV K2 и др. Расход порошка при этом составляет до 18 кг/ч.
Следует отметить, что в настоящее время вышеописанные процессы высокоскоростного напыления покрытий остаются малоизученными и находятся в стадии развития.
Ниже проведен сравнительный анализ особенностей современного оборудования в области сверхзвукового газопламенного напыления [6, 7]. Представленные данные необходимы при выработке направлений технического развития и для принятия решения об использовании на предприятии определенного вида оборудования.
В России используются зарубежные установки для высокоскоростного напыления Intelli-Jet (фирма «Шторм-ИТС») и DJ Hybrid (немецкое отделение фирмы Sulzer Metco) и многие другие. Современные установки Top Gun К, JP-5000, OSU Carbide Jet, DJ2600/2700, Intelli-Jet работают при давлении в камере сгорания 0,6–1,0 МПа [9], а увеличение скорости струи продуктов сгорания до сверхзвуковой происходит внутри горелки. Это обеспечивает повышение скорости частиц до 800 м/с. Кроме того, эффективность теплопередачи к частицам выше, чем у установок более ранних выпусков, что увеличивает производительность напыления при сравнимых расходах газов. Сравнение покрытий показывает, что по пористости, адгезии, микротвердости лучшие показатели у JP-5000, DJ 2600/2700, Intelli-Jet. Ниже приведен более подробный анализ современных установок и Top Gun — оборудования первого поколения.
Машиностроение и машиноведение
Все эти комплексы стабильны в работе, оснащены компьютеризированными блоками управления и соответствуют требованиям электро- и пожарной безопасности. Они различаются видами применяемых газов и порошков, а также схемами их подачи.
В установках JP-5000 и Diamond Jet Hybrid (DJ2600/2700) в камеру сгорания подаются кислород и горючий газ. Комплексы отличаются конструктивным исполнением подачи порошка, схемой смешивания газов и видом горючего газа. Для JP-5000 — это керосин, для Diamond Jet Hybrid — пропан, пропилен, этилен (DJ2700) или водород (DJ2600). В этих системах предусмотрено водяное охлаждение, а в DJ-установках теплонагруженные узлы дополнительно охлаждаются воздухом. Интенсивная теплоотдача стенкам сопла и ствола при водяном охлаждении обусловливает высокие энергетические потери струи продуктов сгорания. Это вынуждает снижать производительность для поддержания определенного уровня качества.
Intelli-Jet отличается использованием воздуха в качестве как окислителя, так и охлаждающей среды. Горючие газы — пропан, пропилен. Для повышения эффективности камера сгорания оснащена каталитическим элементом, а распыляющая струя дополнительно подогревается в каскадном сопле.
Из табл. 1 видно, что наиболее технологична установка Intelli-Jet. Она не требует водяного охлаждения и использования кислорода в качестве окислителя [8].
Таблица 1
Расход материалов за 1 час работы
|
Материалы |
Intelli-Jet |
JP-5000 |
DJ2700 |
Top Gun |
|
|
Кислород, м 3 |
— |
60 |
18 |
21 |
|
|
Сжатый воздух, м 3 |
300 |
– |
23 |
– |
|
|
Топливо |
Вид |
Пропилен |
Керосин |
Пропилен |
Пропилен |
|
Расход, кг |
30 |
21 |
17 |
16 |
|
|
Азот, м 3 |
0,96 |
1,2 |
1,08 |
1,02 |
|
|
Вода на охлаждение, м 3 |
— |
1 |
0,72 |
0,72 |
|
Согласно анализу данных производителей (табл. 2), Intelli-Jet обеспечивает наибольшие скорости частиц, а максимальные их температуры на 100 оС ниже точки плавления кобальта, составляющего матрицу сплава [7]. Эти отличия от других установок приводят к снижению окисления частиц и дают возможность повысить производительность напыления. Повышенные производительность и коэффициент использования порошка в Intelli-Jet обусловлены эффективностью многоступенчатой схемы горения смеси и особенностями ввода порошка в струю. Соотношение затрат на расходные материалы обусловливает для Intelli-Jet снижение в 1,6–2,5 раза относительной стоимости покрытий.
Таблица 2
Выходные параметры установок для сверхзвукового газопламенного напыления. Распыляемый материал — WC-10Co-4Cr
|
Параметры |
Intelli-Jet |
JP-5000 |
DJ2700 |
Top Gun |
|
Средняя скорость частиц, м/с |
775 |
665 |
570 |
420 |
|
Максимальная температура частиц, К |
1543 |
2078 |
2253 |
2573 |
|
Производительность напыления, кг/ч |
26 |
12 |
9 |
2,1 |
|
Коэффициент использования распыляемого материала, % |
68 |
40 |
64 |
60 |
|
Относительная стоимость напыления покрытия толщиной 0,5 мм, площадью 1 м 2 (включены затраты на запчасти, топливо, окислительный газ и порошок) |
1 |
2,5 |
1,6 |
1,7 |
Анализ показал, что установки DJ Hybrid, GP-5000, Intelli-Jet позволяют наносить покрытия примерно одинакового уровня качества. По технологичности, производительности, относительным затратам на формирование покрытия наиболее предпочтительна установка Intelli-Jet.
Одной из наиболее эффективных универсальных российских установок высокоскоростного газопламенного напыления является ТСЗП- HVOF -K2. Данный комплекс оборудования предназначен для нанесения способом сверхзвукового газопламенного напыления износостойких, коррозионностойких, уплотнительных покрытий из карбидов вольфрама и хрома, металлов и сплавов, наноструктурированных материалов. Основные характеристики формируемых покрытий представлены в табл. 3.
Таблица 3
Основные характеристики покрытий, формируемых ТСЗП-HVOF-K2
|
Параметр |
Значение |
|
Твердость покрытия для Wc/Co (88/12) по методу Виккерса, HV |
1100 |
|
Пористость покрытия для Wc/Co (88/12), % |
< 1 |
|
Адгезия покрытия для Wc/Co (88/12), МПа |
> 80 |
Скорость потока на выходе из сопла данной установки составляет 7–9 скоростей звука. Благодаря возможности получения малопористых покрытий с высокой адгезией, сверхзвуковая установка напыления широко использует- ся для решения задач оптимизации производства, замены гальванического хромирования, никелирования, детонаци- онного, вакуумного и ионно-плазменного напыления.
Комплекс портативного технологического оборудования СГН-1 (Россия) предназначен для сверхзвукового га- зопламенного напыления качественных покрытий с высокой адгезией, твердостью, плотностью, низкой пористостью, а также для сверхзвуковой резки (рис. 1).

а )
Рис. 1. Примеры использования установки СГН-1: при напылении ( а ); при резке ( б )

б )
Основные характеристики оборудования и формируемых покрытий представлены в табл. 4 [9].
Таблица 4
Основные характеристики покрытий, формируемых СГН-1
|
Параметр |
Значение |
|
Пористость покрытия, % |
Не более 2 |
|
Адгезия покрытия, МПа |
50–80 (до 100) |
|
Толщина покрытия, мм |
0,1–1,5 (до 5) |
Для работы с данным оборудованием необходимо иметь лишь баллоны с горючим газом и кислородом, а также водопровод (либо емкость с водой объемом 500 л и насос). По эксплуатационным затратам, сложности, требуемой квалификации обслуживающего персонала СГН-1 соответствует серийно выпускаемым дозвуковым горелкам для газопламенного напыления, однако позволяет повысить качество покрытий в 2–5 раз. По эффективности данное оборудование эквивалентно современному плазменному технологическому комплексу (при снижении стоимости покрытия в 1,5–2 раза) [13].
Комплекс СГН-1 является переносным, в отличие от западных аналогов: Jet Kote II (Deloro Stellite GmbH), Diamond Jet (Sulzer Metco), Top Gun (GTV), JP-5000 (Praxair). Другие особенности СГН-1: — может эксплуатироваться в любых условиях, в том числе полевых;
-
— примерно в 20 раз дешевле аналогов;
-
— имеет расширенные функциональные возможности (кроме напыления может резать высоколегированную сталь, чугун, цветные металлы).
Результаты исследований и их анализ. Применение высокоскоростных методов (в отличие от дозвуковых) позволяет получить покрытие с гораздо более высокими эксплуатационными характеристиками. Кроме того, такие покрытия могут наноситься на изделия сложной формы, изготовленные практически из любых металлов и сплавов. Технологическая схема нанесения покрытий высокоскоростным газотермическим напылением представлена на рис. 2.
Машиностроение и машиноведение
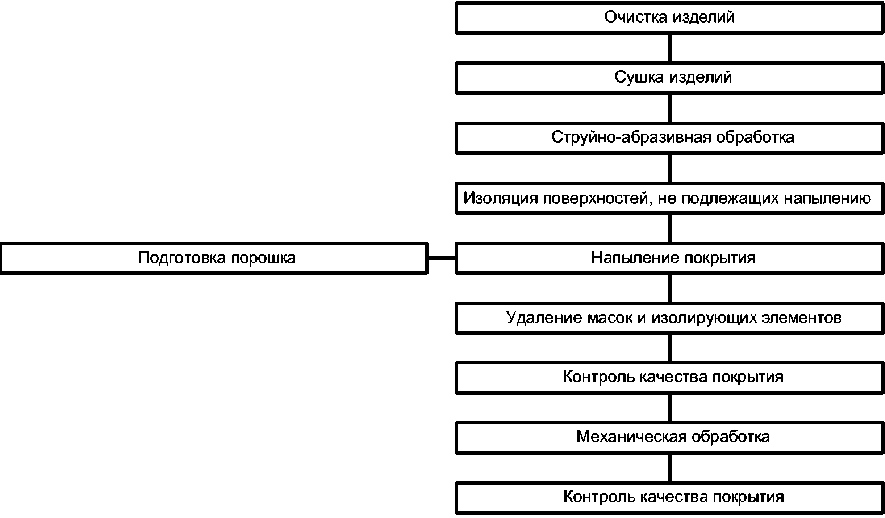
Рис. 2. Технологическая схема нанесения покрытий высокоскоростным газотермическим напылением
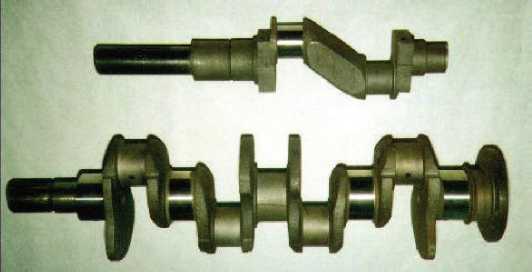
Широкий набор материалов, высокая производительность и характеристики покрытий, полученных высокоскоростным газопламенным напылением, позволяют эффективно использовать данный метод для нанесения антикоррозионных и износостойких покрытий в различных сферах. Такие покрытия успешно заменяют электролитический хром, устойчивы к высокотемпературной коррозии в агрессивных средах, могут использоваться в ремонтном производстве, авиации и энергетике для паровых и газовых турбин, эффективно работают в условиях интенсивного абразивного изнашивания (рис. 3).

а )

б )
в )
Рис. 3. Восстановление изношенных поверхностей: детали КПП ( а ); плунжеры насоса ( б ); коленчатые валы ( в )
В рамках практического использования высокоскоростных газотермических методов напыления весьма интересен опыт японской фирмы Mishima Cosan, которая использует сверхзвуковое газопламенное напыление для нанесения покрытий на стенки кристаллизаторов установок непрерывной разливки стали. Данная технология позволяет получать плотные покрытия стабильного качества, которые могут заменить гальванические покрытия на основе никеля.
Некоторые характеристики покрытий Ni-Cr, полученных сверхзвуковым напылением, и гальванических покрытий Ni , приведены в табл. 5.
Сравнение некоторых характеристик покрытий
Таблица 5
|
Покрытие |
Твердость, HV |
Теплопроводность, ккал / м-ч-град* |
Линейное расширение х106, 1/ град |
|
Ni-Cr , полученное сверхзвуковым напылением |
600 |
10 |
13 |
|
Ni , полученное гальваническим способом |
200 |
72 |
14 |
|
*Теплопроводность — ккал на метр-час-градус. В материале одна калория теплоты в час передается на расстояние один метр вследствие разницы температур в один градус. |
|||
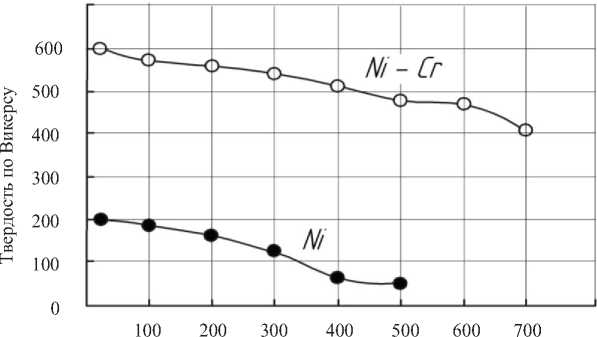
При повышенных температурах твердость Ni-Cr газотермического покрытия также значительно выше, чем у Ni гальванопокрытия (рис. 4).
Температура, 0 C
Рис. 4. Твердость Ni-Cr газотермического покрытия (HVOF) и Ni гальванопокрытия при повышенных температурах
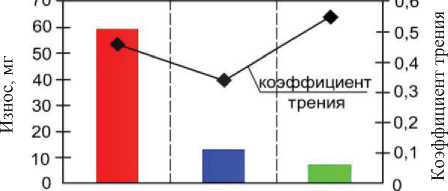
Сравнение покрытий, полученных HVOF , и гальванических покрытий по износу и коэффициенту трения при повышенных температурах показывает аналогичные зависимости (рис. 5).
Ni Co-Ni Ni-Cr
Рис. 5. Сравнение износа и коэффициента трения Ni-Cr газотермического покрытия, Co-Ni и Ni гальванопокрытий при высокотемпературных испытаниях
Из приведенных данных видно, что износостойкость покрытий, полученных сверхзвуковым газопламенным напылением, значительно выше износостойкости гальванических покрытий.
Машиностроение и машиноведение
Выводы
-
1. В настоящее время сверхзвуковые способы напыления все активнее применяются при восстановлении и упрочнении изношенных деталей, для увеличения износостойкости, защиты изделий от коррозии, повышения тепло-и электропроводности. Вместе с тем многие факторы формирования наноструктурированных покрытий еще недостаточно изучены.
-
2. Дальнейшее развитие высокоскоростных способов напыления представляется весьма перспективным. В первую очередь это связано с возможностью получения покрытий с физико-механическими и эксплуатационными свойствами, которые невозможно обеспечить гальваническими и традиционными газотермическими методами напыления. Кроме того, существует постоянная необходимость повышения надежности, простоты и производительности применяемого оборудования.
Список литературы Ресурсосберегающие технологии получения функциональных наноструктурированных покрытий высокоскоростными методами нанесения
- В настоящее время сверхзвуковые способы напыления все активнее применяются при восстановлении и упрочнении изношенных деталей, для увеличения износостойкости, защиты изделий от коррозии, повышения тепло-и электропроводности. Вместе с тем многие факторы формирования наноструктурированных покрытий еще недостаточно изучены.
- Дальнейшее развитие высокоскоростных способов напыления представляется весьма перспективным. В первую очередь это связано с возможностью получения покрытий с физико-механическими и эксплуатационными свойствами, которые невозможно обеспечить гальваническими и традиционными газотермическими методами напыления. Кроме того, существует постоянная необходимость повышения надежности, простоты и производительности применяемого оборудования. Библиографический список
- Голубев, И. Г. Опыт восстановления деталей для сельскохозяйственной техники/И. Г. Голубев, П. А. Табаков//Техника и оборудование для села. -2013. -№ 3. -С. 39-40.
- Инженерные методы обеспечения долговечности и надежности машин и технологического оборудования в промышленности/И. Н. Кравченко . -Москва: Эко-Пресс, 2011. -424 с.
- Технологии нанесения защитных и износостойких покрытий повышенной прочности/А. Ф. Пузряков . -Москва; Ставрополь: Эко-Пресс; АГРУС, 2013. -300 с.
- Алхимов, А. П. Холодное газодинамическое напыление. Теория и практика/А. П. Алхимов, С. В. Клинков, В. Ф. Косарев; под ред. В. М. Фомина. -Москва: Физматлит, 2010. -536 с.
- Кузнецов, Ю. А. Исследование характеристик покрытий, полученных холодным газодинамическим напылением/Ю. А. Кузнецов, В. В. Гончаренко//Техника и оборудование для села. -2013. -№ 12. -С. 39-42.
- Эффективные технологические методы нанесения покрытий газопламенным напылением/И. Н. Кравченко //Вестник Мос. гос. агроинж. ун-та им. В. П. Горячкина. -2015. -№ 1. -С. 36-41.
- Кузнецов, Ю. А. Краткий обзор оборудования для сверхзвукового газопламенного напыления/Ю. А. Кузнецов//Науковi нотатки. -Вып. 33. -Луцьк: ЛНТУ, 2011. -С. 110-114.
- Балдаев, Л. Х. Газотермическое напыление: учебное пособие для вузов/Л. Х. Балдаев, В. Н. Борисов, В. А. Вахалин. -Москва: Маркет ДС, 2007. -344 с.
- Кравченко, И. Н. Технологии высокоскоростного нанесения наноструктурированных покрытий/И. Н. Кравченко, Ю. А. Кузнецов, А. В. Гуревский, А. А. Коломейченко, А. С. Алмосов//Строительные и дорожные машины. -2015. -№ 2. -С. 10-15.
- Черноиванов, В. И. Восстановление деталей машин (состояние и перспективы)/В. И. Черноиванов, И. Г. Голубев. -Москва: Росинформагротех, 2010. -371 с.
- Пузряков, А. Ф. Теоретические основы технологии плазменного напыления: учебное пособие/А. Ф. Пузряков. -2-е изд., перераб. и доп. -Москва: Изд-во МГТУ им. Н.Э. Баумана, 2008. -360 с.
