Ресурсосбережение в процессах формообразования для литья по выплавляемым моделям

Автор: Знаменский Леонид Геннадьевич, Варламов Алексей Сергеевич, Верцюх Сергей Сергеевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 1 т.14, 2014 года.
Бесплатный доступ
Разработаны ресурсосберегающие процессы формообразования для литья по выплавляемым моделям. Они являются альтернативой этилсиликату и силикатным системам формообразования. Это позволяет улучшить комплекс физико-механических свойств керамических форм в литье по выплавляемым моделям. В результате улучшается качество и повышается экономическая эффективность изготовления точных отливок из жаропрочных никелевых сплавов.
Ресурсосбережение, литье по выплавляемым моделям, керамическая форма, этилсиликатное связующее, алюмоборфосфатный концентрат
Короткий адрес: https://sciup.org/147156848
IDR: 147156848 | УДК: 621.74
Resource saving moulding processes for investment casting
Resource saving moulding processes for investment casting have been developed. The processes are an alternative to ethyl silicate and silicate system moulding. They enable to improve physical and mechanical properties of ceramic moulds in investment casting. As a result, the quality and economic efficiency of manufacturing precision castings of heat resisting nickel alloys are improved.
Текст научной статьи Ресурсосбережение в процессах формообразования для литья по выплавляемым моделям
Литейное производство оказывает большое влияние на качественные показатели и надежность современных машин и оборудования. Развитие техники предъявляет свои требования к качеству литых заготовок. Современные отливки должны иметь высокие и регламентированные механические свойства, физические и химические характеристики, а также высокую точность при минимальной толщине стенок и массе.
В настоящее время для этого используется способ литья по выплавляемым моделям (ЛВМ) в оболочковые керамические формы на этилсиликатном связующем (ЭТС). Данная технология обеспечивает получение точных отливок достаточно высокого качества из сплавов цветных и черных металлов. Существенным недостатком указанного технологического процесса является необходимость проведения длительной операции гидролиза в присутствии органических растворителей. Кроме того, твердение ЭТС-суспензии на воздухе проходит крайне медленно, а известное ускорение этого процесса в присутствии аммиака ухудшает экологическую обстановку в литейных цехах. Наряду с повышенной вредностью и длительностью, базовая технология характеризуется и дороговизной применяемых материалов. Помимо ЭТС нашли определенное применение в ЛВМ растворы жидкого стекла и кремнезолей. Однако первые не обеспечивают керамическим формам требуемые термопрочность и точность, а для вторых связующих остаются актуальными проблемы нестабильности свойств получаемых форм и длительности воздушной сушки слоев суспензии на выплавляемой модели. При этом следует отметить негативное влияние SiO2, входящего в состав указанных связующих материалов, на качество поверхности отливок из химически активных сплавов [1].
Альтернативой этилсиликату с точки зрения обеспечения ресурсосберегающего характера литейной технологии, повышения качества отливок, в том числе из химически активных сплавов, и улучшения экологической обстановки является алюмоборфосфатный концентрат (АБФК).
Однако до настоящего времени применение АБФК в процессах формообразования для ЛВМ, в особенности для изготовления отливок ответственного назначения из жаропрочных никелевых сплавов, до сих пор представляется малоизученным, но, безусловно, перспективным направлением.
Таким образом, разработка ресурсосберегающей технологии ЛВМ в многослойные керамические формы на неорганических недорогих и безопасных материалах является весьма актуальной задачей литейного производства.
Для реализации поставленной задачи использовали связующее на основе водного раствора АБФК (ТУ 113-08-606-87), микропорошки электрокорунда белого марки 25А фракций F800, F320 (ТУ 3988-075-00224450-99) и зернистый обсыпоч-ный материал – периклаз (ТУ 14-8-448-83).
В результате исследований был получен ряд зависимостей, на основании которых определены параметры подготовки суспензии и обсыпки: плотность АБФК – 1300…1400 кг/м3; количество связующего – 30…35 мас. %; дисперсность периклаза – 0,3…0,4 мм. Указанные параметры обеспечивают ускоренный цикл формообразования в ЛВМ. Так продолжительность отверждения каждого слоя огнеупорного покрытия в этом случае составляет 40…60 мин [2]. Ускорение формообразования достигается за счет взаимодействия АБФК-связующего суспензии с MgO обсыпки, в результате которого формируется манипуляторная прочность слоя, позволяющая наносить следующие слои без разрушения предыдущих.
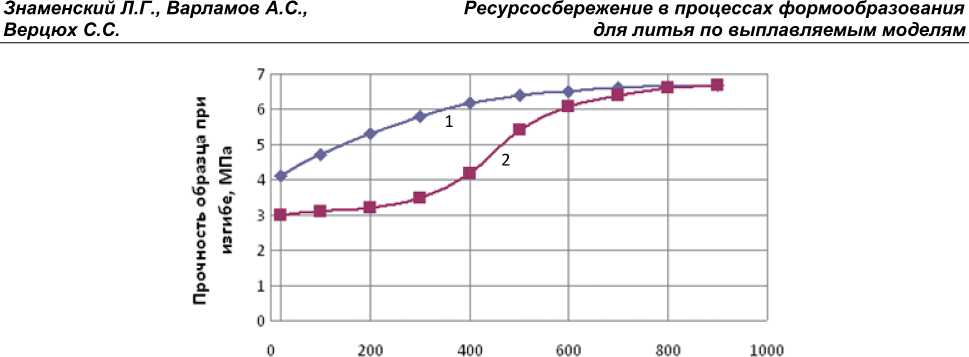
При проведении экспериментов было зафиксировано увеличение прочности керамических образцов при повышенных температурах и снижение ее до значений, на 20…30 % ниже начальных после охлаждения. В связи с этим представлялось целесообразным определить влияние температурных условий на прочность керамических корундовых образцов на АБФК с периклазовой обсыпкой. Кинетические зависимости их прочности при нагреве и охлаждении представлены на рис. 1.
Температура, frC
Рис. 1. Кинетические зависимости изменения прочности керамических оболочковых форм при нагреве и охлаждении: 1 – нагрев; 2 – охлаждение
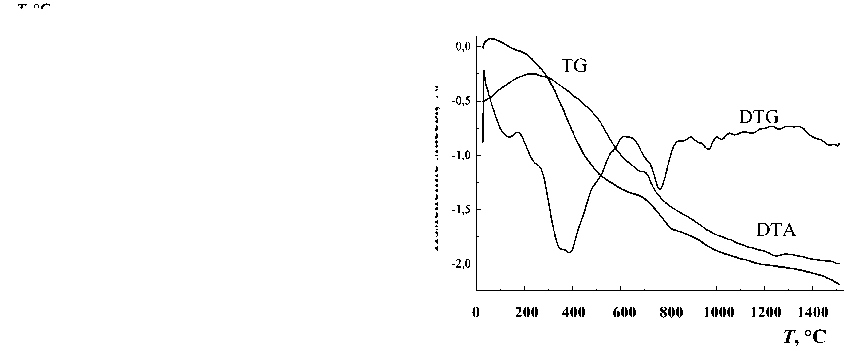
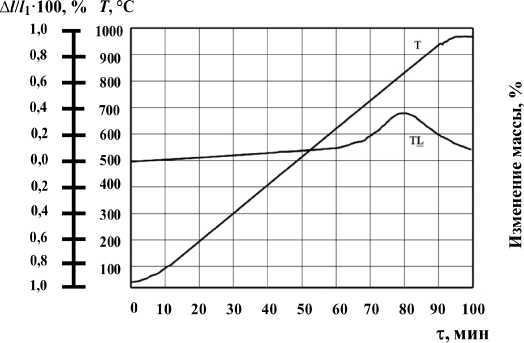
Для изучения сложных процессов, протекающих при нагреве и охлаждении керамических форм на АБФК с периклазовой обсыпкой, и выявления соответствующих механизмов формообразования использовали результаты дилатометрии и дериватографии (рис. 2), полученные на дилатометре и дериватографе системы «PAULIK» (Венгрия), а также данные качественного рентгенофазового анализа (рис. 3), проведенного на дифрактометре ДРОН-4-07, снабженном аппаратно-програм-
б)
Рис. 2. Дилатометрические зависимости (а) и дериватограмма (б) корундовых образцов на АБФК с периклазовой обсыпкой
а)
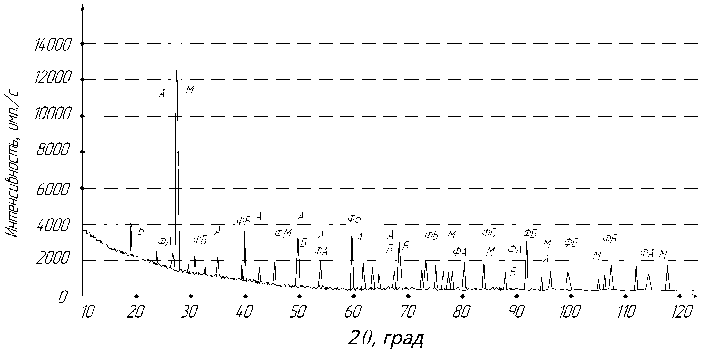
Рис. 3. Дифрактограмма корундового образца на АБФК с периклазовой обсыпкой после прокалки (950 °С, 3 ч): А – α-Al 2 O 3 , ФА – AlPO 4 , М – MgO, ФМ – Mg 3 (PO 4 ) 2 , Б – В 2 О 3 , ФБ – ВРО 4
мн ы м ком пл е кс ом для а в т ом а тиче с кого упра вл ени я дифра к томе тром и реги стра ц и и ре зул ь та тов измерений.
А н а л и з п ри в ед е нн ых дилат омет р и ч е ских зависи мо стей п о к азывае т , чт о к о э ф фи ци е нт т ер ми ч еск о г о лин е йн о г о р асши р е ни я (КТ Л Р) к о рунд о вых о б р азц ов н а АБ ФК с п ерик л азо во й о б с ы пк ой в т емпературных интервалах 20…620 °С и 20…830 °С составляет 1,61·10–6 и 3,97·10–6 ° C–1 соответственно, что обуславливает высок ую ге ом е триче с к у ю точнос ть п олу чае м ых форм и отлив ок.
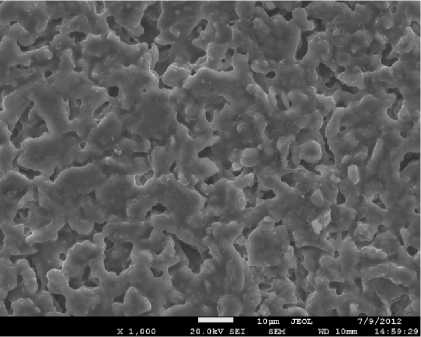
Рис. 4. Микроструктура образца керамической формы на АБФК и микропорошках электрокорунда белого с периклазовой обсыпкой ( х 1000)
У ст ан о влен о , ч т о п р и о бсы п к е зер н и ст ы й пер и к лаз вн е д р я ет ся в слой к о ру н д о во й с у с п енз и и н а р аст во р е АБ Ф К и н ач и н ает взаи мо д ей ств о ват ь со свя зу ю щ и м, в р е зуль т ат е ч ег о вы д ел яют ся и з у к азанн о г о р а ст во р а и «ср аст аю т ся»
фосфатные кристаллогидраты различных форм (рис. 4). Огнеупорный слой отверждается и приобретает определенную прочность. При нагреве и прокалке образцов (950 °С, 3 ч) аморфный оксид бора обуславливает спекание и повышение, за счет этого, «горячей» прочности керамических оболочковых форм. Снижение прочности оболочек после формирования отливок при последующем охлаждении обусловлено, главным образом, распадом фосфата бора при температуре 500 °С и ниже на оксид бора и фосфорный ангидрид. Высокие прочностные характеристики форм на стадии заливки расплава в совокупности с их разупрочнением на стадии охлаждения и выбивки обеспечивают получение отливок высокого качества, а также минимальную трудоемкость финишных операций.
Из суспензии на АБФК параллельно с базовыми (на ГРЭТС и водном кремнезольном связующем «Сиалит-20С») были изготовлены образцы для контроля физико-механических свойств. Результаты испытаний представлены в табл. 1.
Результаты проведенных исследований [3] убедительно показывают, что появляется возможность заменить процесс формообразования с применением дорогостоящего и экологически опасного этилсиликата на неорганическое связующее (АБФК) и обеспечить ресурсосбережение и улучшение условий труда в цехах ЛВМ. Об этом, в частности, свидетельствует калькуляция затрат на изготовление керамических форм (в расчете на 1 кг) и одной тонны точных отливок из жаропрочного никелевого сплава ВЖЛ12У-ВИ (табл. 2 и 3).
За счет снижения брака, сокращения продолжительности изготовления форм, использования
Результаты испытаний керамических оболочковых корундовых форм
Таблица 1
|
Показатели |
Формы на ГРЭТС (базовая) |
Формы на «Сиалит-20С» (базовая) |
Формы на АБФК |
|
1 . Врем я з а тв е рде в а н ия сл оя , м ин |
90…120 |
60…90 |
40…60 |
|
2. Газопроницаемость, ед. |
1…2 |
2…3 |
5…7 |
|
3. Прочность при изгибе, МПа: – после вытопки моделей в пер ег р ет ой мо д е льн о й массе («сырая» прочность) – при температуре 950 ° С ( « горяча я» п рочнос ть ) |
4,2…4,5 5,3…6,0 |
3,5…3,8 4,7…5,0 |
4,3…4,8 6,0…7,0 |
|
3 . Выби в ае м ос ть (ос та точна я прочнос ть), МПа |
2,4…2,9 |
1,5…1,8 |
1,2…1,5 |
Затраты на изготовление керамических форм (в расчете на 1 кг)
Таблица 2
|
Компоненты суспензии |
Затраты на 1 кг формы, руб. |
|
|
Базовая технология |
Разработанная технология |
|
|
Раствор АБФК |
– |
18,04 |
|
Электрокорунд |
41,86 |
41,86 |
|
Периклаз |
– |
4,5 |
|
Гидролизованный раствор ЭТС |
28,45 |
– |
|
Ш л и фзе рно эл ектрокор у нд а б ел ог о |
22,5 |
– |
|
Итого |
92,81 |
64,4 |
Знаменский Л.Г., Варламов А.С., Верцюх С.С.
Ресурсосбережение в процессах формообразования для литья по выплавляемым моделям
Таблица 3
Калькуляция затрат на изготовление 1 т точных отливок из жаропрочного никелевого сплава
Список литературы Ресурсосбережение в процессах формообразования для литья по выплавляемым моделям
- Знаменский, Л.Г. Бескремнеземное связующее в точном литье химически активных сплавов/Л.Г. Знаменский, А.С. Варламов, С.С. Верцюх//Литейное производство. -2013. -№ 8 -С. 15-17.
- Пат. 2478453 Российская Федерация, МПК В 22 С 1/00. Способ изготовления форм по выплавляемым моделям (варианты)/Л.Г. Знаменский, О.В. Ивочкина, С.С. Верцюх. -№ 2011146577/02; заявл. 16.11.2011; опубл. 10.04.2013, Бюл. № 10. -4 с.
- Пат. 2499650 Российская Федерация, МПК В 22 С 1/00. Способ приготовления бескремнеземного связующего для литья по выплавляемым моделям химически активных сплавов/Л.Г. Знаменский, С.С. Верцюх, А.С. Варламов. -№ 2012143558/02; заявл. 11.10.2012; опубл. 27.11.2013, Бюл. № 33. -5 с.
