Результаты микрометражных исследований деталей тестоделительных машин вакуумного типа

Автор: Мартынова Е.Г., Величко С.А., Мартынов А.В.
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.19, 2019 года.
Бесплатный доступ
Введение. В настоящее время на производствах с объемом выпуска до 4 000 булок в день используются тестоделительные машины вакуумного типа. В процессе эксплуатации тестоделительного устройства из-за износов рабочих поверхностей поршня, камеры, барабана зазор между ними выходит за величину, равную 50 мкм, при которой обеспечивается вакуум во всасывающей камере. В результате этого процесс всасывания становится нестабильным, тестоделительное устройство нарушает точность развесовки хлебобулочных изделий. Ремонт такого оборудования проводится в основном с использованием полной или частичной замены изношенных деталей и узлов на новые. Для повышения их долговечности возникает потребность в разработке новой высокоэффективной технологии с восстановлением изношенных поверхностей деталей сварочнонаплавочными методами.Материалы и методы. Представлена новая методика определения количества объектов для исследования с использованием программы «Статистика». Определены поверхности износа деталей тестоделительных машин вакуумного типа.Результаты исследования...
Тестоделительное устройство, развесовка теста, износы деталей тестоделительного устройства, схема измерения, зазоры в подвижных сопряжениях тестоделительных устройств
Короткий адрес: https://sciup.org/142221955
IDR: 142221955 | УДК: 621.824.32 | DOI: 10.23947/1992-5980-2019-19-3-231-241
Micrometric research results of vacuum dough divider components
Introduction. Nowadays, vacuum-type dough dividers are used in industries with a production volume of up to 4,000 loaves per day. In the dough divider operation, due to wear of the working surfaces of the piston, chamber, and drum, the gap between them goes beyond the value equal to 50 microns, which provides vacuum in the suction chamber. As a result, the suction process becomes unstable; the dough divider disturbs the weight accuracy of bakery goods. Repair of such equipment is carried out mainly through a full or partial replacement of worn parts and assemblies with new ones. To increase their durability, there is a need to develop a new highly efficient technology with the restoration of worn part surfaces using the welding and surfacing methods.Materials and Methods. A new technique of determining the number of objects for research using the “STATISTICA” program is presented. Wear surfaces of the vacuum dough divider parts are determined.Research Results. Micrometric studies of the dough divider components were carried out...
Текст научной статьи Результаты микрометражных исследований деталей тестоделительных машин вакуумного типа
УДК 621.824.32
Образец для цитирования: Мартынова, Е. Г. Результаты For citation: E.G. Martynova, et al. Micrometric research микрометражных исследований деталей results of vacuum dough divider components. Vestnik of тестоделительных машин вакуумного типа / DSTU, 2019, vol. 19, no. 3, pp. 231-241.
Е. Г. Мартынова, С. А. Величко, А. В. Мартынов //
Вестник Дон. гос. техн. ун-та. — 2019. — Т.19, №.3. —
С. 231-241.
Введение. Хлебопечение в сфере пищевой промышленности занимает особое место. Продукция предприятий этой специализации является наиболее востребованной. Однако, несмотря на большой спрос на хлеб и хлебобулочные изделия, подобные производства в некоторых случаях могут быть убыточными. Связано это с недостаточной механизацией процесса выпечки и трудоемкостью их обслуживания. Чтобы сделать предприятие подобной специализации рентабельным, необходимо использовать в процессе приготовления хлеба высокотехнологичное оборудование, к которому относятся, например, тестоделительные машины [1].
Тестоделительные машины предназначены для механической обработки теста путем деления его на порционные куски определенного веса и формы. Используются тестоделительные машины, чаще всего, в пекарнях, поставляющих на рынок хлеб, батоны, булочки и т. д.
Наиболее широкое распространение на хлебозаводах и пекарнях получили тестоделительные машины отечественного производства «Восход», « GORIZONT » и импортного — « PARTA U 2», « Kumkaya» , « CRV» [2, 3]. Импортное оборудование, хотя и является более функциональным, чем аналоговые отечественные модели, однако стоит в 1,5–2,5 раза дороже.
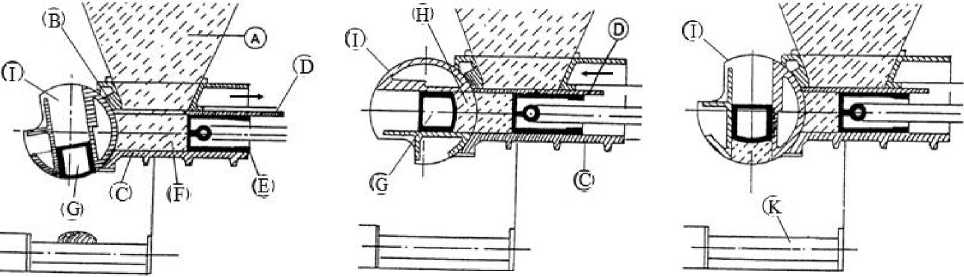
Главным узлом тестоделительной машины, выполняющим основную функцию, является делительное устройство (рис. 1), которое состоит из бункера А ; воронки бункера В ; корпуса всасывающей камеры С ; всасывающей камеры F ; делительного ножа D ; главного поршня E ; мерного поршня G ; задней заслонки I барабанного типа (в дальнейшем — барабан) с мерной камерой H [4].
-
а) б) в)
Рис. 1. Устройство тестоделительной машины вакуумного типа: А — бункер;
В — воронка бункера; С — корпус всасывающей камеры; D — делительный нож; E — главный поршень;
F — всасывающая камера; G — мерный поршень; H — мерная камера; I — задняя заслонка (барабан);
K — конвейерная лента
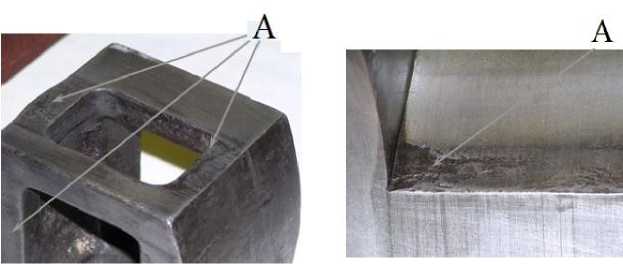
В процессе эксплуатации изнашиваются рабочие поверхности главного поршня (рис. 2 а), корпуса всасывающей камеры (рис. 2 б), барабана (рис. 2 в) и др.
а) б) в)
Рис. 2. Общий вид деталей тестоделительного устройства (A — зона максимального износа): а — мерный поршень; б — корпус всасывающей камеры; в — барабан

Вследствие этого зазоры между ними выходят за величину, при которой обеспечивается вакуум во всасывающей камере, процесс всасывания становится нестабильным и тестоделительное устройство нарушает точность развесовки хлебобулочных изделий [5].
Ремонт такого оборудования до настоящего времени на 70–80 % проводится с использованием запасных частей стоимостью от 200 до 300 тыс. руб. Особенно высоки цены на комплектующие детали и узлы оборудования зарубежного производства [6].
На ряде предприятий технического сервиса восстановление деталей проводится методом наращивания чугуна, нержавеющей стали и цветного металла на изношенные поверхности, а затем механической обработки, согласно допусков и технических требований завода-изготовителя [6, 7]. Однако данный метод экологически небезопасный, трудоемкий и имеет высокую себестоимость.
Для повышения долговечности таких машин необходима новая высокоэффективная технология, позволяющая восстанавливать детали нанесением покрытий с заданными физико-механическими свойствами. Одним из основных критериев выбора метода восстановления изношенных деталей является оценка значений износов поверхностей деталей, определяющих необходимую толщину металлопокрытий.
В связи с этим целью работы является оценка средних значений зазоров и износов деталей тестоделительных устройств по результатам микрометражных исследований.
Материалы и методы. Выбор количества исследуемых тестоделительных устройств для проведения микрометражных исследований проведен с использованием критерия хи-квадрат. При использовании данного критерия задавались критическим значением мощности pкр = 0,80 [8] и значением односторонней доверительной вероятности рд = 0,80 [9].
Определение количества объектов производится по выдвинутой гипотезе: при заданном значении уровня значимости α = 0,05. По нулевой гипотезе количество объектов достаточно для исследования, по альтернативной — нет. Если уровень значимости текущего значения α i выше принятого значения 0,05 и текущее значение мощности критерия хи –квадрат p xi выше критического значения 0,80, то имеет место нулевая гипотеза, и наоборот.
Для принятых значений параметров график зависимости количества объектов N от односторонней доверительной вероятности р д критерия хи - квадрат представлен на рис. 3.
Машиностроение и машиноведение
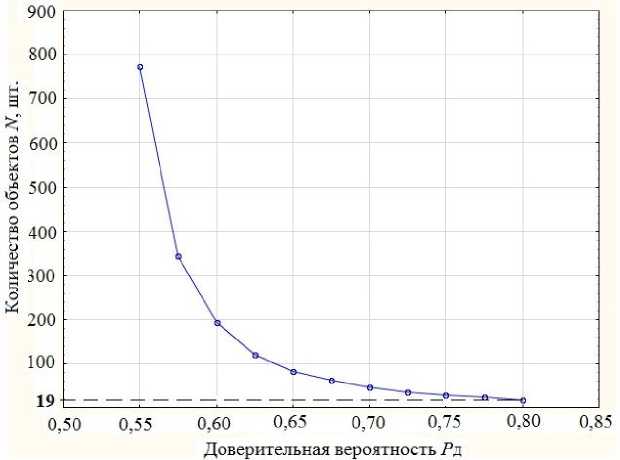
Рис. 3. График зависимости количества объектов N от односторонней доверительной вероятности р д критерия хи-квадрат
Из графика видно, что для принятой односторонней доверительной вероятности р = 0,80 количество объектов для проведения эксперимента равно N = 19 шт.
Результаты расчетов в программе « Statistic a» показывают, что расчетное значение уровня значимости критерия хи - квадрат α i = 0,064 выше принятого 0,05, а действительная мощность критерия р xi = 0,84 выше критического значения 0,80 [8]. Полученные результаты подтверждают нулевую гипотезу при определенном количестве тестоделительных устройств N = 19 шт.
При проведении микрометражных исследований на первом этапе замерялись зазоры в сопряжениях.
Согласно рис. 1, тестоделительное устройство состоит из всасывающей и мерительной камеры, внутри которой перемещаются главный поршень и мерительный соответственно.
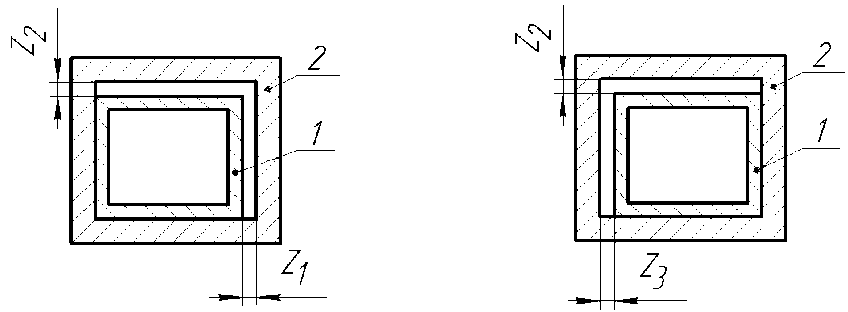
При измерении зазора в горизонтальной плоскости этих соединений поршень 1 сдвигается до упора к неподвижной камере 2 и в противоположной стороне измеряется зазор Z 1 в разных сечениях (рис. 4 а). Также в этом положении поршня 1 измеряется зазор Z 2 в вертикальной плоскости.
а) б)
Рис. 4. Схема измерения зазора в подвижных соединениях деталей тестоделительных устройств
Затем поршень 1 сдвигается в противоположную сторону (рис. 4 б) и алгоритм измерения повторяется. Такие измерения проводились в крайних и среднем рабочем положении главного и мерительного поршня 1 (рис. 1).
Соединение задняя заслонка-барабан конструктивно выполнено из двух частей — корпуса с мерной камерой и накладки. Зазор в данном соединении измеряется между барабаном и всасывающей камерой.
Если зазор в соединениях больше 0,05 мм, измеряется износ рабочих поверхностей деталей. При работе тестоделительного устройства в соединениях главный поршень — всасывающая камера, мерительный поршень — мерительная камера и барабан — всасывающая камера (рис. 1). Неизношенная поверхность деталей отсутствует, их относительный износ измеряется согласно [10, 11].
Относительный износ наружных поверхностей деталей в i-м сечении вычисляется по формуле
Uiн = dmax – di, где dmax — максимальный размер детали, мкм; di — размер детали в i-м сечении, мкм.
Относительный износ внутренних поверхностей деталей в i-м сечении вычисляется по формуле UiВ = Di – Dmin, где Di — размер детали в i-м сечении, мкм; Dmin — минимальный размер детали, мкм.
Сечения деталей камер тестоделительных машин при измерении выбираются согласно рабочему ходу поршней в тех местах, где контактируют рабочие поверхности (рис. 1).
Относительный износ поверхности барабана измеряется путем радиального отклонения фиксированных точек поверхности барабана относительно центровых отверстий цапф подшипниковых опор. Схема измерений рабочей поверхности барабана приведена на рис. 5.
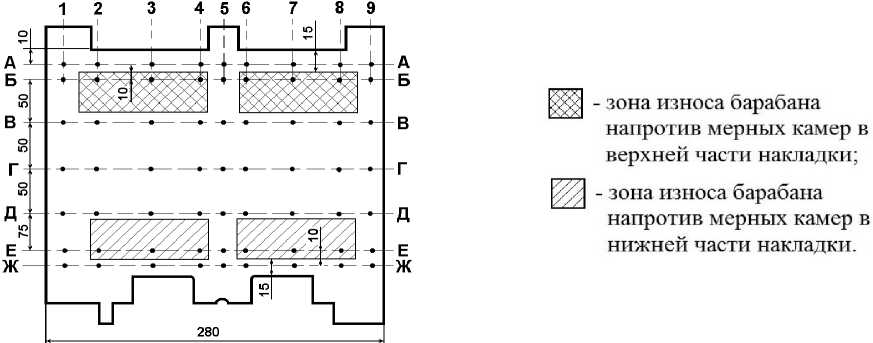
Рис. 5. Схема измерений рабочей поверхности барабана
Для измерений барабан устанавливается в центрах токарного станка. Измерения при продольном перемещении производятся индикаторной головкой вдоль барабана в разных плоскостях, но без изменения положения этой головки в радиальном направлении.
Для измерения наружных деталей тестоделительных устройств используется микрометр МР02102 с погрешностью 0,003 мм, ценой деления 0,002. Для внутренних деталей — индикаторный нутромер НИ-100М ГОСТ 868, погрешность измерений которого составляет 0,015 мм, с индикаторной головкой часового типа марки ИЧ10 ГОСТ 577, класс точности 1, с ценой деления 0,01 мм.
Результаты исследования. Результаты средних значений зазоров между поршнями и камерами тестоделительного устройства, согласно рис. 3, приведены в таблицах 1 и 2.
Таблица 1
Средние значения зазора между всасывающей камерой и главным поршнем
|
Расстояние от переднего края камеры, мм |
Среднее значение зазора, мм ( ± 0,02) |
||
|
Z 1 |
Z 2 |
Z 3 |
|
|
0 |
0,02 |
0,20 |
0,12 |
|
25 |
0,18 |
0,22 |
0,18 |
|
50 |
0,30 |
0,22 |
0,20 |
|
75 |
0,25 |
0,20 |
0,20 |
|
100 |
0,30 |
0,25 |
0,20 |
|
150 |
0,25 |
0,25 |
0,20 |
|
200 |
0,25 |
0,20 |
0,20 |
Машиностроение и машиноведение
Таблица 2
Средние значения зазора между мерной камерой и поршнем
|
Расстояние от переднего края камеры, мм |
Среднее значение зазора, мм ( ± 0,02) |
||
|
Z 1 |
Z 2 |
Z 3 |
|
|
Левая камера |
|||
|
5 |
0,50 |
0,35 |
0,30 |
|
25 |
0,50 |
0,45 |
0,35 |
|
50 |
0,55 |
0,50 |
0,35 |
|
75 |
0,50 |
0,35 |
0,30 |
|
Правая камера |
|||
|
5 |
0,10 |
0,40 |
0,10 |
|
25 |
0,10 |
0,45 |
0,15 |
|
50 |
0,05 |
0,45 |
0,15 |
|
75 |
0,05 |
0,40 |
0,15 |
Из таблиц 1 и 2 видно, что боковой зазор между изношенными всасывающей камерой и главным поршнем достигает на отдельных участках значения 300 мкм. С учетом повышенного износа выходной части нижней плоскости камеры вертикальный зазор составляет не менее 400–500 мкм. Значения бокового и вертикального зазоров между изношенными мерными камерами и поршнями также значительно превышают допустимую величину и достигают 550 мкм.
Средние значения зазора между барабаном и всасывающей камерой приведены в таблице 3.
Таблица 3
Средние значения зазора между барабаном и всасывающей камерой
Сечения Значения зазора в мм (±0,02) в точках 1 2 3 4 5 6 7 8 9 А 0,06 0,15 0,15 0,13 0,10 0,20 0,18 0,21 0,07 Б <0,05 0,26 0,30 0,30 0,08 0,25 0,25 0,28 <0,05 В <0,05 0,17 0,15 0,18 0,07 13 0,15 0,15 0,05 Г <0,05 0,09 0,10 0,08 <0,05 0,12 0,11 0,10 <0,05 Д 0,05 0,07 0,08 0,08 0,05 0,05 0,06 0,08 <0,05 Е <0,05 0,16 0,14 0,15 0,09 0,15 0,15 0,13 <0,05 Ж <0,05 <0,05 <0,05 <0,05 <0,05 <0,05 <0,05 <0,05 <0,05
Как следует из таблицы 3, величина зазора между барабаном и всасывающей камерой в 300 мкм значительно превышает допустимую величину.
В таблицах 4–5 приведены схемы измерения и средние значения износа поверхностей деталей, определяющие работоспособность тестоделительных устройств.
Таблица 4
Результаты микрометражных измерений главного поршня
|
Сечения |
Средние значения измерений, мм |
Наблюдения |
|
1 |
2 |
3 |
|
Измерения высоты поршня по сечениям, ± 0,01 мм |
||
|
Средние значения измерений, мм |
* 1-3 * —
. 12 --------U • 14 • • ----------------------LI------------1 -f 5 4 3 2 |
|
|
1 |
99,95 |
В зонах 1 - 2 на нижней поверхности износ глубиной до 0,2 мм на длине 20 мм шириной 5 - 6 мм |
|
2 |
99,93 |
|
|
3 |
99,90 |
На всей площади нижней и верхней поверхностей зон 3 - 14 задиры и царапины глубиной до 0,1 мм, отдельные вмятины |
|
4 |
99,86 |
|
|
5 |
99,82 |
|
|
6 |
99,95 |
|
|
7 |
99,96 |
|
|
8 |
99,92 |
|
|
9 |
99,89 |
|
|
10 |
99,87 |
|
|
11 |
99,80 |
|
|
12 |
99,82 |
|
|
13 |
99,84 |
|
|
14 |
99,80 |
|
|
Измерения ширины поршня по сечениям, ± 0,05 мм |
||
|
Средние значения измерений, мм |
3 2 1 I- • - 8 7 6 5 |
|
|
1 |
189,80 |
На всей площади боковых поверхностей задиры и царапины глубиной до 0,1 мм |
|
2 |
189,65 |
|
|
3 |
189,60 |
|
|
4 |
189,60 |
|
|
5 |
189,80 |
|
|
6 |
189,80 |
|
|
7 |
189,70 |
|
|
8 |
189,60 |
|
|
9 |
189,80 |
|
|
10 |
189,80 |
В этой зоне на правой стороне продольные задиры глубиной до 0,3 мм |
Машиностроение и машиноведение
Таблица 5
Результаты микрометражных измерений мерных поршней
|
Сечения |
Результаты измерений, мм ( ± 0,01 мм) |
Наблюдения |
|||
|
1 |
2 |
3 |
|||
|
Средние значения измерений, мм |
1 2 3 * I ' z10 ^—► ----- / ^ 7 8 9 4 5 6 |
Схема измерений ширины поршня по сечениям |
1 2 3 / ; । \ / . , . ।. \ 74. _____ 9j ' ' 12 U 4 5 6 |
||
|
ПОРШЕНЬ №1 (левый), измерения высоты поршня по сечениям |
|||||
|
1 |
99,88 |
На нижней поверхности в зонах 1 - 3 задиры глубиной до 0,3 мм |
|||
|
2 |
99,88 |
||||
|
3 |
99,78 |
||||
|
4 |
99,80 |
||||
|
5 |
99,78 |
||||
|
6 |
99,69 |
||||
|
7 |
99,58 |
||||
|
8 |
99,57 |
||||
|
9 |
99,60 |
||||
|
10 |
99,42…60 |
На верхней поверхности (половине площади) в зонах 10 - 12 усталостный износ, на остальной — задиры глубиной до 0,2 мм |
|||
|
11 |
99,40…50 |
||||
|
12 |
99,55 |
||||
|
ПОРШЕНЬ №1 (левый), измерения ширины поршня по сечениям |
|||||
|
1 |
82,33 |
||||
|
2 |
82,33 |
||||
|
3 |
82,27 |
||||
|
4 |
82,38 |
||||
|
5 |
82,36 |
||||
|
6 |
82,31 |
||||
|
7 |
81,92 |
В зонах 7–9 однородный износ, величина износа левой поверхности больше, чем правой |
|||
|
8 |
82,00 |
||||
|
9 |
82,15 |
||||
|
10 |
81,80…90 |
В зоне 10 усталостный износ площадью до 3,5 см 2 . Однородный износ левой поверхности больше, чем правой |
|||
|
11 |
82,00 |
||||
|
12 |
82,14 |
||||
|
ПОРШЕНЬ №2 (правый), измерения высоты поршня по сечениям |
||
|
1 |
99,78 |
На нижней поверхности в зонах 1 - 6 задиры и царапины |
|
2 |
99,77 |
|
|
3 |
99,68 |
|
|
4 |
99,80 |
|
|
5 |
99,83 |
|
|
6 |
99,75 |
|
|
7 |
99,50 |
|
|
8 |
99,48 |
|
|
9 |
99,47 |
|
|
10 |
99,22…53 |
На верхней поверхности в зонах 10 - 12 усталостный износ на площади до 90% |
|
11 |
99,22…49 |
|
|
12 |
99,20…50 |
|
|
ПОРШЕНЬ №2 (правый), измерения ширины поршня по сечениям |
||
|
1 |
82,29 |
|
|
2 |
82,31 |
|
|
3 |
82,18 |
|
|
4 |
82,38 |
|
|
5 |
82,41 |
|
|
6 |
82,28 |
|
|
7 |
81,66 |
|
|
8 |
81,98 |
|
|
9 |
82,22 |
|
|
10 |
81,49…75 |
На обеих поверхностях в зонах 10 - 11 усталостный износ на площади до 50% |
|
11 |
81,58…92 |
|
|
12 |
82,10 |
|
Как следует из таблицы 4, износ высоты главного поршня по сечениям неравномерен. Он минимален в задней части поршня (10–20 мкм) и постепенно увеличивается до максимального значения 150 мкм к его переднему торцу. Аналогичен характер изменения размеров поршня по ширине, у которого максимальное значение износа не менее 200 мкм также находится у его переднего торца. На всей площади поверхностей трения видны борозды различной глубины (от 100 до 300 мкм), царапины, отдельные вмятины. Износ поршня связан с механическим истиранием.
Машиностроение и машиноведение
Результаты обследования мерных поршней (таблица 5) показывают, что износ по высоте и ширине максимален в передней его части (таблица 3) и может достигать 800–900 мкм. Однако имеется особенность, вызванная наличием вертикального и горизонтального окон. Участки трущихся поверхностей, находящиеся против этих окон, изношены больше — в среднем на 250–300 мкм. Кроме того, в передней заходной части поршней, напротив окон, на верхней и боковых поверхностях имеются участки повышенного износа. Это отчетливо видно на рис. 2 а.
Исследование износов деталей всасывающей и мерной камер показало, что длительная эксплуатация также отразилась на изменении их размеров. Так же, как и поршни, они изношены неравномерно по сечениям по всей длине рабочего хода. Характерным для всасывающей камеры является повышенный износ (300– 400 мкм) нижней плоскости у выходной части по всем сечениям (рис. 2 б). Ширина полосы повышенного износа всасывающей камеры составляет 25–30 мм.
Результаты измерений радиального отклонения рабочей поверхности барабана, выполненные согласно схеме рис. 4, приведены в таблице 6.
Таблица 6
Средние значения радиального отклонения рабочей поверхности барабана 1
|
Сечения |
Результаты измерений по сечениям |
|||||
|
→ |
← |
|||||
|
1 |
3 |
5 |
5 |
7 |
9 |
|
|
А |
–0,03 |
–0,11 |
–0,06 |
–0,05 |
–0,13 |
–0,04 |
|
Б |
0 |
–0,28 |
–0,03 |
–0,03 |
–0,22 |
–0,02 |
|
В |
0,01 |
–0,16 |
–0,04 |
–0,05 |
–0,11 |
–0,03 |
|
Г |
0 |
–0,05 |
–0,02 |
–0,03 |
–0,06 |
0,01 |
|
Д |
–0,02 |
–0,06 |
–0,02 |
–0,02 |
–0,04 |
–0,01 |
|
Е |
–0,01 |
–0,09 |
–0,05 |
–0,04 |
–0,10 |
0,01 |
|
Ж |
0 |
–0,02 |
–0,01 |
–0,02 |
0 |
0 |
1 Примечание.
1) → и ← — направления продольного перемещения индикаторной головки;
2) точки Ж1 и Ж9 – базовые.
Наряду с измерением радиального отклонения фиксированных точек поверхности, можно, пользуясь данными таблицы 3, определить границы изношенных участков и значения износа. Наиболее изношенные участки рабочей поверхности барабана находятся в сечениях напротив мерных камер в верхней и нижней части накладки (рис. 2 в, 4).
Как следует из таблицы 3, максимальный износ на наиболее изношенных участках рабочей поверхности барабана достигает 280–300 мкм.
Для восстановления изношенных поверхностей деталей тестоделительных машин в условиях современного ремонтного производства, наиболее технологичным и экономически целесообразным является метод электроискровой обработки [12].
Электроискровая обработка — это процесс перенесения материала электрода на обрабатываемую поверхность искровым электрическим разрядом. Особенностью данного метода является локальность обработки изношенных участков, отсутствие нагрева деталей и возможность нанесения любых токопроводящих материалов, обеспечивающих высокие триботехнические свойства пар трения, при минимальной подготовке поверхностей.
Заключение. Таким образом, проведенные микрометражные исследования деталей тестоделительных устройств показали наличие у них значительных искажений размеров из-за локального износа рабочих поверхностей.
Исследования зазоров в соединениях тестоделительных машин показали: боковой зазор между всасывающей камерой и главным поршнем в 6 раз превышает допустимый и достигает при среднем значении 300 мкм; боковой и вертикальный зазоры между мерной камерой и поршнем составляют 550 мкм, что более чем в 10 раз превышает допустимый зазор; зазор между барабаном и всасывающей камерой в 6 раз превышает допустимый зазор и достигает при среднем значении 300 мкм.
Износы рабочих поверхностей деталей тестоделительных машин носят локальный характер. При этом диапазон значений составляет: для главного поршня — 10–200 мкм; мерного поршня — 250–900 мкм; всасывающих и мерных камер — 300–400 мкм; поверхностей барабана — 280–300 мкм.
Основываясь на полученных результатах, можно утверждать, что наиболее технологичным и экономически целесообразным для восстановления изношенных поверхностей деталей тестоделительных машин является метод электроискровой обработки.
Список литературы Результаты микрометражных исследований деталей тестоделительных машин вакуумного типа
- Хромеенков, В. М. Оборудование хлебопекарного производства/В. М. Хромеенков. -Москва: Академия, 2000. -380 с.
- Машина тестоделительная «Восход-ТД-4». Руководство по эксплуатации В495.00.00.000РЭ/Бородинский торговый дом. -Режим доступа: https://www.borodinsky.ru/images/files2/td-4.pdf (дата обращения: 14.02.2019).
- Апет, Т. К. Хлеб и булочные изделия (технология приготовления, рецептцра, выпечка): спр. пособие/Т. К. Апет, З. Н. Пашук. -Минск: Попурри, 1997. -320 с.
- Тестоделитель Восход ТД-2М (двухкарманный)/Петрокомплекс+. -Режим доступа: http://ptkomplex.ru/oborudovanie/xleb/3-testodel/30-td2 (дата обращения: 24.04.2019).
- Пащенко, Л. П. Технология хлебопекарного производства/Л. П. Пащенко, И. М. Жаркова. -Москва: Колос-С, 2008. -389 с.
- Сиднев, Ю. В. Гальванические покрытия/Ю. В. Сиднев. -Москва: Феникс. 2001. -256 с.
- Голубев, И. Г. Технологические процессы ремонтного производства/И. Г. Голубев, В. М. Тараторкин. -2-е изд. -Москва: Академия, 2017. -304 с.
- Боровиков, В. П. Statistica. Искусство анализа данных на компьютере/В. П. Боровиков. -Санкт-Петербург: Питер, 2003. -668 с.
- Артемьев, Ю. Н. Качество ремонта и надёжность машин в сельском хозяйстве/Ю. Н. Артемьев. -Москва: Колос, 1981. -239 с.
- Черноиванов, В. И. Организация и технология восстановления деталей машин/В. И. Черноиванов, В. П. Лялякин, И. Г. Голубев. -Москва: Росинформагротех, 2016. -568 с.
- Куксенова, Л. И. Износостойкость конструкционных материалов: учеб. пособие/Л. И. Куксенова, С. А. Герасимов, В. Г. Лаптева. -Москва: Изд-во МГТУ им. Н. Э. Баумана, 2011. -237 с.
- Бурумкулов, Ф. Х. Электроискровые технологии восстановления и упрочнения деталей машин и инструментов (теория и практика)/Ф. Х. Бурумкулов. -Саранск: Красный Октябрь, 2003. -504 с.
