Результаты сравнительного контроля температурного режима шарниров серийной и предлагаемой цепи

Автор: Попандопуло Константин Христофорович, Ламин Владимир Александрович
Журнал: Вестник аграрной науки Дона @don-agrarian-science
Рубрика: Механизация и электрификация животноводства, растениеводства
Статья в выпуске: 3 (11), 2010 года.
Бесплатный доступ
Приведены результаты сравнительного контроля температурного режима шарниров серийной и предлагаемой цепи, работающих при одинаковой нагрузке и частоте вращения в зависимости от общей продолжительности испытаний и времени работы.
Приводная роликовая цепь, шарнир, температура, смазочный материал, техническое обслуживание
Короткий адрес: https://sciup.org/140204044
IDR: 140204044 | УДК: 621.855
Comparing control results of the temperature regime of the joints of serial and offering chains
The comparing control results of the temperature regime of the joints of serial and offering chains working under the same load and rotary frequency in accordance with the total period of experiments and work are given.
Текст научной статьи Результаты сравнительного контроля температурного режима шарниров серийной и предлагаемой цепи
Цепные передачи с приводными роликовыми цепями занимают одно из ведущих мест среди других видов механических передач большинства современных сельскохозяйственных машин и орудий.
Недостатком существующих приводных роликовых цепей [1] является то, что ее детали лишены полостей для размещения и удержания смазочного материала. Кроме того, в процессе взаимодействия цепи со звездочкой происходит соударение шарнира цепи о зуб звездочки, в результате чего смазочный материал частично вытесняется из зон контакта наружной поверхности валика – внутренней поверхности втулки и наружной поверхности втулки – внутренней поверхности ролика в торцевой зазор и безвозвратно теряется, что обусловливает в шарнире цепи граничную смазку. По истечении определенного периода времени в результате испарения летучих компонентов и образования окислов масляная пленка теряет свои смазочные свойства. При этом граничное трение скольжения переходит в трение скольжения без смазочного материала, в результате чего происходит повышение коэффициента трения и увеличение потерь энергии. Потеря энергии предопределяет повышение температуры шарниров цепи, что ведет к накоплению усталостных повреждений и, в конечном итоге, к разрушению деталей и их соединений до того, как приводная роликовая цепь полностью исчерпает свой ресурс износостойкости [2].
С целью повышения долговечности и совершенствования технического обслуживания цепных передач с приводными роликовыми цепями нами была разработана новая конструкция цепи (рис. 1).
Предлагаемая цепь состоит из наружных пластин 1, неподвижно соединенных валиками 2, проходящими через отверстия желобов 3, образующие наружные звенья и внутренних пластин 4, неподвижно соединенных с желобами 3, на которые надеты ролики 5, образующие внутренние звенья (при этом желоб 3 установлен в средней части отверстий внутренних пластин 4, причем внутренняя его поверхность обращена вдоль продольной оси к центру другого отверстия этой пластины), и вкладыша 6, размещенного между наружной поверхностью валика 2 и внутренней поверхностью ролика 5, длина которого не превышает расстояние между внутренними пластинами 4. Причем относительно продольной оси вкладыша 6 выполнены два симметричных выреза прямоугольной формы, образующие полости для размещения и удержания запаса смазочного материала.
Рис. 1. Трехмерная модель предлагаемой приводной роликовой цепи: 1 – наружная пластина; 2 – валик; 3 – желоб ;
4 – внутренняя пластина; 5 – ролик; 6 – вкладыш
Так, например, применительно к приводной роликовой цепи с шагом 19,05 мм суммарные полости предлагаемой конструкции обеспечивают размещение около 10 см3 смазочного материала на каждом метре цепи, что достаточно для сезонной работы цепных передач в приводах рабочих органов сельскохозяйственных машин и орудий.
Для проверки предположения об ориентировочном действии запаса смазочного материала в лабораторных условиях нами были проведены сравнительные испытания по контролю температурного режима шарниров серийной и предлагаемой приводной роликовой цепи.
Исследования контроля температурного режима шарниров серийной и предлагаемой роликовой цепи производились на специально спроектированной и изготовленной лабораторной установке, общий вид которой представлен на рисунке 2.
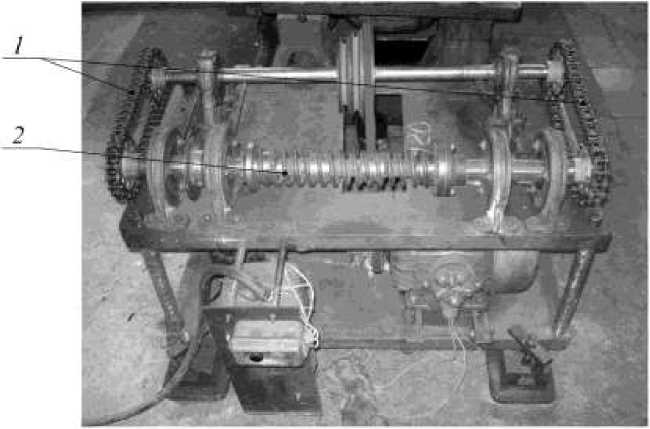
Рис. 2. Общий вид лабораторной установки для контроля температурного режима шарниров серийной и предлагаемой цепи:
1 – испытываемые цепные передачи; 2 – узел нагружения
При испытаниях контролировалась температура шарниров цепи, при этом использовался пирометр «Testo 825-T4», позволяющий бесконтактным способом определять температуру поверхностей в пределах –50 ºС … +250 ºС, с точностью измерений ±0,1 ºС. Пирометр в обоих случаях фиксировался на расстоянии 30 мм от измеряемого участка цепи. Периодичность между измерением температуры шарниров цепи составила 5 минут.
Нагружение обеих исследуемых цепных передач обеспечивалось узлом нагружения и могло варьироваться в широких пределах. Частота вращения на протяжении всего эксперимента была постоянна и составляла n=565,9 об./мин, и контролировалась электронным тахометром «Testo-465» (Германия), с диапазоном измерений 0…99999 об./мин, с точностью измерений ±0,02%. В качестве смазочного материала в обеих испытываемых цепях использовался Литол-24. При этом до испытания цепи погружались в на 1 час в предварительно разогретый смазочный материал, температура которого не превышала 80 ºС. Впо- следствии пополнение смазочным материалом исследуемых цепных передач не предусматривалось. Общая продолжительность испытаний составила 300 часов, что соответствует средней сезонной наработке зерноуборочных комбайнов [3].
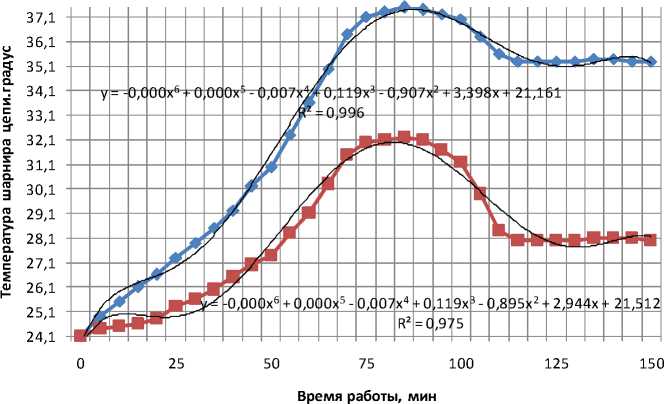
На рисунках 3 и 4 представлены значения температур шарниров цепи в зависимости от времени работы цепи при различной общей продолжительности испытаний.
Анализ графиков, представленных на рисунках 3 и 4, позволяет сделать вывод о том, что характер кривых одинаков. Это свидетельствует об однотипности протекающих процессов. При этом значения температуры шарниров серийной и предлагаемой цепи, работающих при одинаковой нагрузке и частоте вращения, различны. Например, среднее значение температуры шарниров серийной цепи при ее стабилизации (время работы 85 мин) при общей продолжительности испытаний 75 часов составляет 35,3 ºС, а в предлагаемой – 28 ºС, что на 20,7% ниже чем у серийной.
Общая продолжительность испытаний75 часов
— ♦ —серийная - ■ - предлагаемая
Рис. 3. График зависимости температуры шарниров цепи от времени работы цепи при общей продолжительности испытаний 75 часов
Общая продолжительность испытаний 225 часов
— ♦ —серийная - ■ —предлагаемая
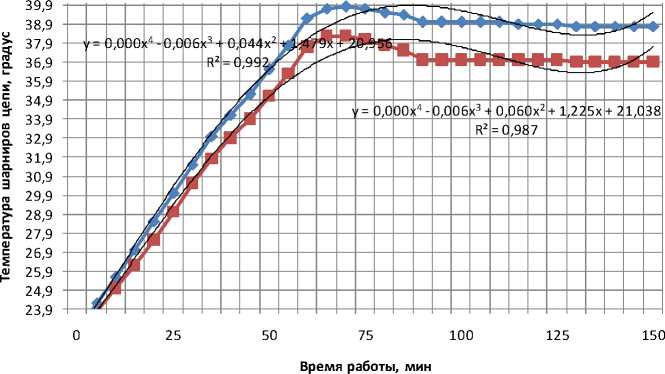
Рис. 4. График зависимости температуры шарниров цепи от времени работы цепи при общей продолжительности испытаний 225 часов
При этом время стабилизации температуры шарниров серийной и предлагаемой цепи в обоих случаях одинаково. С увеличением общей продолжительности испытаний, которая составляет 225 часов, среднее значение температуры шарниров серийной цепи при ее стабилизации составляет 38,9 ºС, а у предлагаемой – 37 ºС, что на 4,9% ниже чем у серийной. Кроме того, температура стабилизации (при общей продолжительности испытаний 225 часов) у предлагаемой цепи наступает на 5 минут раньше чем у серийной. С увеличением общей продолжительности испытаний температура шарниров в обеих цепях возрастает.
Кроме того, с увеличением общей продолжительности испытаний разница в температуре шарниров цепи уменьшается. Так, при общей продолжительности испытаний 75 часов она составляет 7,3 ºС, а при 225 – 2 ºС и со временем стремится к нулю. Такой процесс равенства температур шарниров в предлагаемой и серийной цепи объясняется потерей запаса смазочного материала у предлагаемой цепи.
Выводы
-
1. Применение предлагаемой приводной роликовой цепи позволяет увеличить ее долговечность за счет уменьшения коэффициента трения между наружной поверхностью валика – внутренней поверхностью втулки и наружной поверхностью втулки – внутренней поверхностью ролика, при этом уменьшается потребность в цепях, используемых как запасные части.
-
2. Создание замкнутой полости во вкладыше, образованной между наружной поверхностью валика и внутренней поверхностью ролика, позволяет размещать и удерживать в ней запас смазочного материала, снижая тем самым материальные затраты на техническое обслуживание цепи.
-
3. Проведенные лабораторные испытания позволяют заключить, что в предлагаемой нами приводной роликовой цепи техническое обслуживание рекомендуется проводить через каждые 120 часов ее работы, на примере зерноуборочного комбайна «Дон-1500Б», что соответствует 2 периодам технического обслуживания этого комбайна.
Список литературы Результаты сравнительного контроля температурного режима шарниров серийной и предлагаемой цепи
- ГОСТ 13568-97 (ИСО 606-94) Цепи приводные роликовые и втулочные. Общие технические условия. -Взамен ГОСТ 13568-75; введ. 01.07.2000. -Минск.: Изд-во стандартов, 2003 -24 с.
- Петрик, А.А. Проектирование открытых цепных передач: монография/А.А. Петрик, С.А. Метильков, А.В. Пунтус, С.Б. Бережной; М-во образования Рос. Федерации. Кубан. гос. технол. ун-т. -Краснодар: ТУ КубГТУ, 2002 -156 с.
- Михлин, В.М. Сборник нормативных материалов на работы, выполняемые машинно-технологическими станциями (МТС)/В.М. Михлин, Л.И. Кушнарев, Н.М. Хмелевой, И.Г. Савин, С.Е. Бутягин. -Москва: ГОСНИТИ, 2001. -85 с.
