Робототехнический комплекс для выполнения технологического процесса установки и закрепления оголовка верхнего и трубы-оболочки

Автор: Биккинин Д.М., Клевакин М.А.
Журнал: Форум молодых ученых @forum-nauka
Статья в выпуске: 9 (13), 2017 года.
Бесплатный доступ
В статье рассмотрен вариант автоматизированного участка для выполнения технологического процесса установки и закрепления оголовка верхнего и трубы-оболочки.
Автоматизация, манипулятор, тепловыделяющая сборка
Короткий адрес: https://sciup.org/140279500
IDR: 140279500
Robotics complex for technological process of installing and fixing the upper-end piece on to the covering tube
The article reviews the option of the assembly cell for installing and fixing the upper-end piece on to the covering-tube.
Текст научной статьи Робототехнический комплекс для выполнения технологического процесса установки и закрепления оголовка верхнего и трубы-оболочки
Автоматизация технологических процессов является одним из ключевых звеньев в общей системе функционирования и развития любого современного машиностроительного предприятия. Внедрение робототехнических комплексов приводит к повышению эффективности и качества изготавливаемой продукции, сокращению времени производства, снижению затрат, существенному ограничению численности инженернотехнического персонала. Другим значимым фактором, стимулирующим применение робототехнических комплексов автоматизации процесса сборки ТВС, является снижение вредного воздействия на человека в процессе производства.
-
1 Техническое решение1.1 Основные схемы
Рассматриваемое техническое решение включает в себя:
-
- модуль транспорта (конвейеры ленточные [1], подъёмник пневматический и питатель револьверного типа);
-
- модуль манипулирования (роботы компании FANUC [2,3] со специальными захватами);
-
- модуль основных технологических операций (портал операционный, на подвижной платформе которого установлены сварочные горелки, дефектоскоп ультразвуковой, индикатор биений цифровой);
-
- модуль контроля (контроллер R30iB [4], набор датчиков);
-
- модуль поддержки (баллоны с аргоном, инвертор и блок охлаждения сварочного аппарата).
-
М одель рабочего участка приведена на рисунке 1.
Структурная схема рабочего участка показана на рисунке 2.
Схема расположения сборочных единиц и оборудования робототехническогокомплекса приведена на рисунке 3.
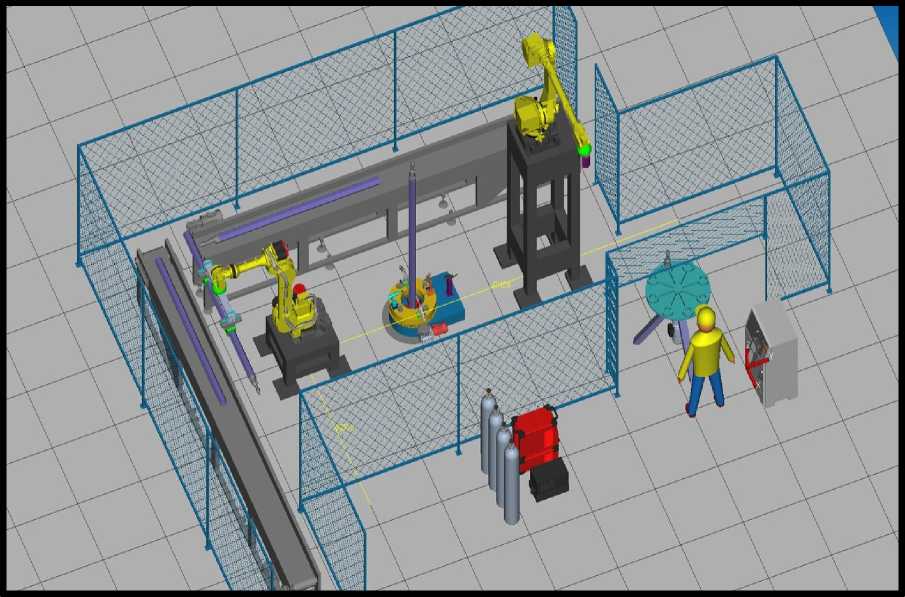
Рисунок 1 –Модель рабочего участка
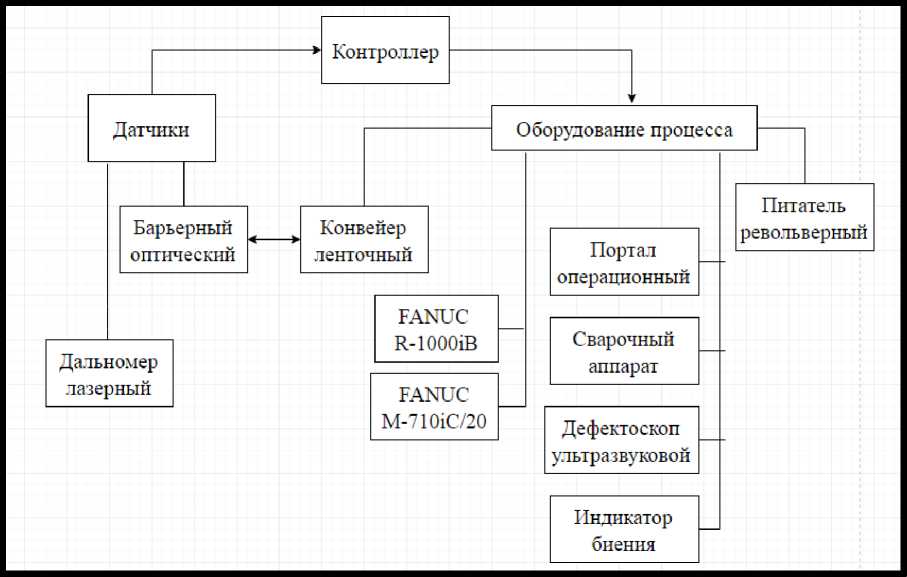
Рисунок 2– Структурная схема участка
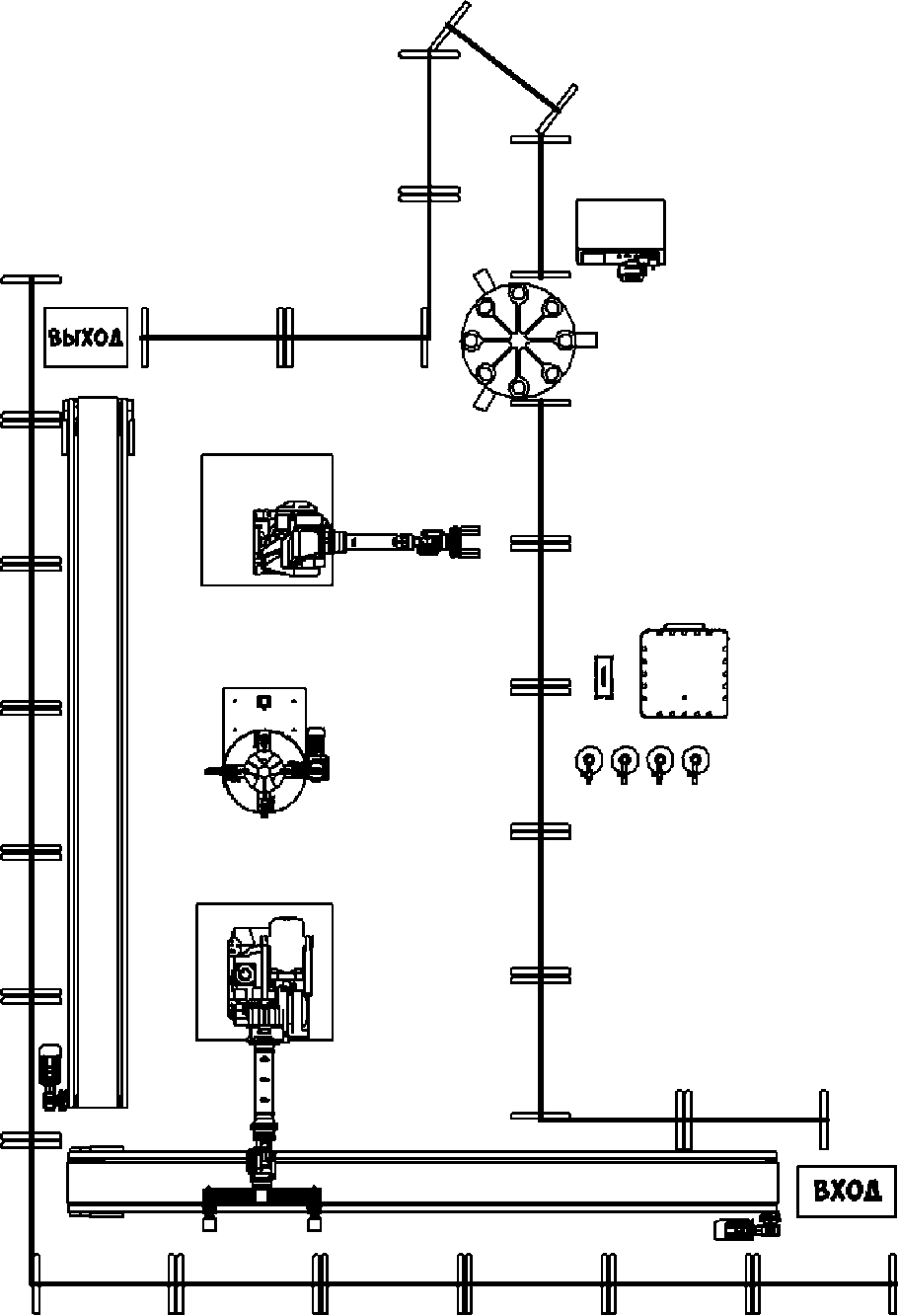
Рисунок 3 Схема расположения сборочных единиц робототехнического
комплекса
-
1.2 Список основных сборочных единиц и их характеристики
-
1 Подъёмник пневматический:
-
- предназначен для приёма трубы-оболочки и подачи трубы с уже приваренным оголовком в специально спроектированной шахте. Изделие состоит из пневмоцилиндра и воронки с приёмником под геометрию торца трубы. Модель изделия показана на рисунке 4.
Основные характеристики:
-
- грузоподъёмность – до 100 кг;
-
- длина телескопического штока – до 1800 мм;
-
- набор датчиков: датчик барьерный оптический.
-
2 Захват двойной:
-
- предназначен для перемещения трубы в рабочей зоне процесса. Состоит из двух соединённых конструкционным профилем захватов компании Schunk со специально спроектированными под геометрию трубы губками. Модель захвата двойного приведена на рисунке 5.
Основные характеристики:
-
- усилие захвата: до 900 Н·м на 1 ед.;
-
- грузоподъёмность: до 17 кг на 1 захват.

Рисунок 4 – Модель подъёмника пневматического
3 Захват одиночный:
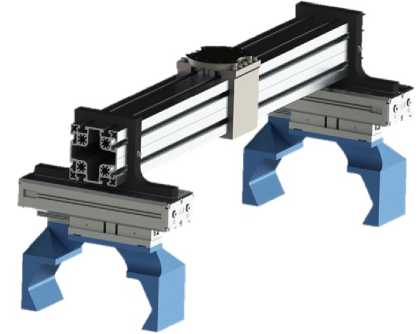
Рисунок 5 – Модель захвата двойного
-
- предназначен для перемещения оголовка верхнего в рабочей зоне и поддержания трубы оболочки во время процесса её установки в портал операционный.Снабжён специально спроектированными
универсальными губками для выполнения вышеназванных операций. Модель захвата одиночного приведена на рисунке 6.
Основные характеристики:
-
- усилие захвата: до 390 Н^м;
-
- грузоподъёмность: до 5 кг.
-
4 Питатель револьверный (револьверного типа):
-
- предназначен для подачи оголовков в рабочую зону процесса. На поверхности подвижной платформы имеются специально спроектированные под геометрию нижней части оголовка пазы, вращение платформы осуществляется посредством мотора-редуктора с сервоприводом. Модель питателя револьверного приведена на рисунке 7.
Основные характеристики:
-
- Скорость вращения: 4 об/мин;
-
- Грузоподъёмность: до 100 кг;
-
- Набор датчиков: датчик нулевого положения.

Рисунок 6 - Модель захвата одиночного
5 Портал операционный:

Рисунок 7 - Модель питателя револьверного
-
- предназначен для закрепления трубы в рабочем положении при помощи специально спроектированных губок и выполнения основных технологических процессов, а именно: сварки трубыи оголовка, проверки качества сварного шва (при помощи дефектоскопа) и биения оголовка (при помощи цифрового индикатора часового типа). Для подъезда рабочих инструментов к объектам обработки используется платформа с реечной передачей, управляемая высокоточным сервоприводом; для фиксации положения трубы губками – пневмопривод; для управления основной операционной платформой – мотор-редуктор с сервоприводом компании SewEurodrive. Модель портала операционного приведена на рисунке 8.
Основные характеристики:
-
- скорость вращения: 4 об/мин;
-
- усилие захвата: до 500 Н·м.
-
- набор датчиков: лазерный дальномер.
-
6 Конвейер ленточный:
-
- предназначен для перемещения трубы на входе и передачискреплённых трубы и оголовка на следующий технологический процесс. Модель конвейера ленточного показана на рисунке 9.
Основные характеристики:
-
- длина ленты: 10000 мм;
-
- ширина ленты: 400 мм;
-
- высота: 1000 мм;
-
- скорость перемещения ленты: до 500 мм/сек;
-
- грузоподъёмность: до 250 кг.
-
- набор датчиков:датчик барьерный оптический (пара на входе конвейера и пара на выходе).
Расчёты усилия захватов были выполнены по литературе [5].
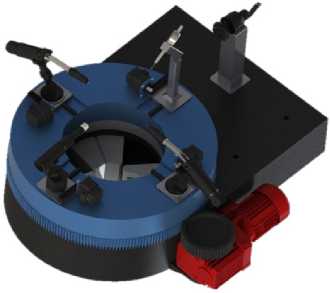
Рисунок 8 – Модель портала

Рисунок 9 – Конвейер ленточный
операционного
-
1.3 Основные функционально-организационные сведения
В робототехническом комплексе (далее РТК) выделены следующие функциональные подсистемы:
-
- подсистема монтажа, предназначенная для ориентирования относительно друг друга и соединения деталей поверхностями, подлежащими сварке;
-
- подсистема сварки, предназначенная для выполнения сварки ориентированных и соединённых деталей;
-
- подсистема контроля качества, предназначенная для обеспечения требуемого уровня качества выполняемых операций по монтажу и сварке деталей, а также отслеживания и контроля показателя производственного брака.
Для взаимодействия подсистем на транспортно-сетевом уровне используется протокол TCP/IP.
Для организации доступа персонала к отчётам о событиях в РТК используется протокол презентационного уровня HTTP и его расширение HTTPS.
РТК поддерживает следующие режимы функционирования:
-
- основной режим, в котором подсистемы РТК выполняют все свои основные функции;
-
- профилактический режим, в котором одна или все подсистемы РТК не выполняют своих функций.
В основном режиме функционирования РТК должна обеспечивать:
-
- работу пользователей в режиме - 24 часа в день, 7 дней в
неделю;
-
- выполнение своих функций - работы по монтажу, сварке
оголовка верхнего и трубы-оболочки, а также отслеживание и контроль ошибок во время производства.
В профилактическом режиме для обеспечения высокой надёжности РТК должны быть проведены мероприятия по проверке соответствия работы контрольно-измерительных приборов соответствующим государственным стандартам (например, детектора биений).
Обязательно ведение журналов инцидентов в электронной форме, а также графиков и журналов проведения ППР. Для всех технических компонентов необходимо обеспечить регулярный и постоянный контроль состояния и техническое обслуживание.
Для обеспечения контроля работы РТК необходимо наличие следующих ответственных лиц:
-
- руководитель подразделения;
-
- инженер-наладчик.
Данные ответственные лица должны выполнять следующие функциональные обязанности:
-
- руководитель подразделения - на всем протяжении функционирования РТК обеспечивать общее руководство группой сопровождения;
-
- инженер-наладчик - проведение обслуживания и поддержания в работоспособном состоянии РТК.
К квалификации персонала, эксплуатирующего РТК, предъявляются следующие требования:
-
1. Руководитель подразделения:
-
- стаж работы на руководящих должностях в соответствующей
профилю предприятия отрасли не менее 5 лет;
-
- высшее профессиональное (техническое или инженерно
-
2. Инженер-наладчик:
экономическое) образование.
-
- умение программировать промышленных роботов FANUC;
-
- высшее профессиональное (техническое или инженерно
экономическое) образование.
-
- стаж работы на инженерных должностях в соответствующей
профилю предприятия отрасли не менее 5 лет;
-
- знание особенностей используемых в производстве изделий
манипуляторов, сварочного оборудования, захватных устройств и приборов контроля качества.
Режим работы инженеров-наладчиков, работающих с РТК: трёхсменный, поочерёдно.
Расчёт экономической эффективности внедрения проекта показал, что для его запуска потребуются инвестиции в размере порядка 14 млн рублей, а срок окупаемости окажется около 60 месяцев.
Вывод
Как видно из описанного выше варианта автоматизированного участка, создание систем, в которых необходимость присутствия человека на опасном производстве сводится к минимуму (или вовсе к нулю), является задачей вполне осуществимой уже с достигнутым сегодня уровнем развития робототехники и приборостроения.
Список литературы Робототехнический комплекс для выполнения технологического процесса установки и закрепления оголовка верхнего и трубы-оболочки
- Ленточные конвейеры плоские и v-образного типа - Эл.текст. дан. - Режим доступа: http://isilos.ru/lentochnye-konvejery.php.
- DatasheetR-1000iA-100F - Эл.текст. дан. - Режим доступа: http://www.fanuc.eu/~/media/files/pdf/products/robots/robots-datasheets/datasheet r-1000ia-100f.pdf?la=en.
- DatasheetM-710iC/20L - Эл.текст. дан. - Режим доступа: http://www.fanuc.eu/~/media/files/pdf/products/robots/robots-datasheets/datasheet m-710ic-20l.pdf?la=en.
- FANUCR-30iBrobotcontroller - Эл.текст. дан. - Режим доступа: http://www.fanuc.eu/at/en/robots/accessories/robot-controller-and-connectivity.
- Отений Я. Н., Ольштынский П. В. ВЫБОР И РАСЧЕТ ЗАХВАТНЫХУСТРОЙСТВ ПРОМЫШЛЕННЫХ РОБОТОВ: Учебное пособие/ ВолгГТУ, Волгоград, 2000. - 64 с.
