Роль правильного выбора средств измерений в процессе замедленного коксования

Автор: Сошников М.М., Ситникова Е.Ю.
Журнал: Международный журнал гуманитарных и естественных наук @intjournal
Рубрика: Химические науки
Статья в выпуске: 6-4 (93), 2024 года.
Бесплатный доступ
Данная работа посвящена оценке влияния правильного выбора средств измерений температуры и давления в процессе замедленного коксования на его эффективность для одного из отечественных предприятий нефтехимической отрасли. Показана значимость постоянного мониторинга температуры поверхности труб змеевиков печи, а также давления в сырьевых потоках для предотвращения процесса закоксовывания оборудования и необходимость использования средств измерения данных параметров с требуемыми для получения достоверных результатов метрологическими характеристиками. Проведен анализ работы используемых на предприятии средств измерения температуры и давления, обоснована необходимость их замены. Осуществлен выбор образцов средств измерения температуры и давления отечественного производства, проведен сравнительный анализ их метрологических характеристик и экспериментальные исследования для проверки соответствия результатов измерений реальным значениям. На основании результатов исследования сделаны рекомендации по использованию отечественных средств измерений температуры и давления в процессе замедленного коксования на данном предприятии.
Замедленное коксование, средства измерений, нефтепереработка, точность измерений, производственные процессы
Короткий адрес: https://sciup.org/170205488
IDR: 170205488 | DOI: 10.24412/2500-1000-2024-6-4-123-130
The role of the correct choice of measuring instruments in the process of delayed coking
This work is devoted to assessing the impact of the correct choice of temperature and pressure measuring instruments in the process of delayed coking on its effectiveness for one of the domestic enterprises of the petrochemical industry. The importance of constant monitoring of the surface temperature of the furnace coil pipes, as well as the pressure in the raw material flows to prevent the process of coking equipment and the need to use measuring instruments for these parameters with the metrological characteristics required to obtain reliable results is shown. The analysis of the operation of temperature and pressure measuring instruments used at the enterprise is carried out, the need for their replacement is justified. The selection of samples of temperature and pressure measuring instruments of domestic production was carried out, a comparative analysis of their metrological characteristics and experimental studies were carried out to verify that the measurement results correspond to real values. Based on the results of the study, recommendations are made.
Текст научной статьи Роль правильного выбора средств измерений в процессе замедленного коксования
Современное развитие промышленности и стремительное развитие технологий предъявляют повышенные требования к процессам предприятий, особенно в нефтегазовой отрасли. Одним из важнейших процессов в нефтеперерабатывающей промышленности является замедленное коксование, который направлен на получение кокса с заданными физикохимическими свойствами.
Технологический режим является ключевым элементом в обеспечении эффективного коксования, при этом одними из основных влияющих параметров процесса являются температура и давление, оптимальное сочетание которых позволяет достичь высокой производительности и качества продукции. Так, к примеру, при повышении температуры процесса наблюдается увеличение механической прочности кокса, что одновременно сопровождается уменьшением его выхода. Кроме того, отмечается уменьшение пенообразования, повышающее эффективность производ- ства, но возрастает скорость закоксовывания труб печи установки, что требует дополнительных мероприятий и затрат на их очистку и, в самом неблагоприятном случае, на ремонт установки.
Одним из основных способов обеспечения надлежащего качества кокса, получаемого в процессе замедленного коксования, является постоянный контроль и регулирование температуры и давления. При этом определяющее значение для получения достоверных результатов имеет выбор и настройка средств измерений (СИ), используемых для контроля данных параметров. Автоматизация процесса с использованием современных СИ и метрологических систем позволяет не только контролировать его основные параметры, но и корректировать их в режиме реального времени.
Таким образом, целью данной работы является оценка влияния правильного выбора средств измерений температуры и давления в процессе замедленного коксо- вания на его эффективность для одного из отечественных предприятий нефтехимиче ской отрасли.
Рассмотрим в общем виде работу уста новки замедленного коксования.
Установка (рисунок 1) предназначена для получения кокса из тяжелых остатков переработки нефти (гудрона, полученного из карбоновой нефти, девонской нефти, а также смесей перечисленных гудронов и тяжелого газойля).
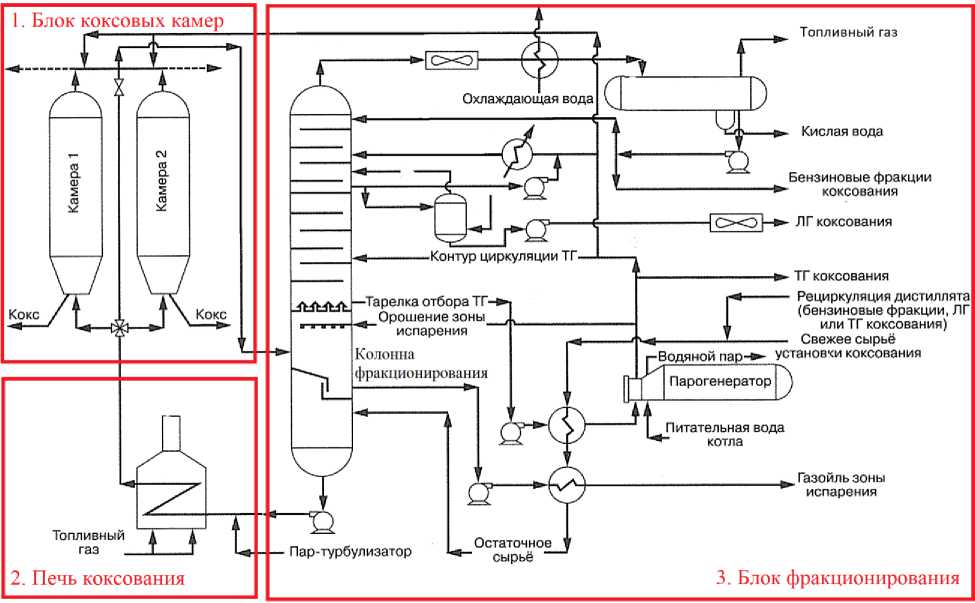
Рис. 1. Типовая схема установки замедленного коксования
(1 - блок коксовых камер, 2 - печь коксования, 3 - блок фракционирования, разделения газа, нафты (нестабильного бензина), легкого газойля коксования, тяжелого газойля коксования).
Продуктами процесса замедленного коксования являются кислый газ, нафта (нестабильный бензин), легкий газойль, тяжелый газойль и нефтяной кокс. Нефтяной кокс представляет собой твердый пористый продукт черного цвета с характерным металлическим блеском, состоящий на 87-97% из углерода, на 1.5-8.0% из водорода, остальное - азот, кислород, сера и металлы. Небольшое содержание гетероэлементов и металлов, а также возможность изменением структуры (например, путем прокаливания при высоких температурах) увеличивать электропроводность делают нефтяной кокс незаменимым материалом, используемым в ряде отраслей промышленности [2].
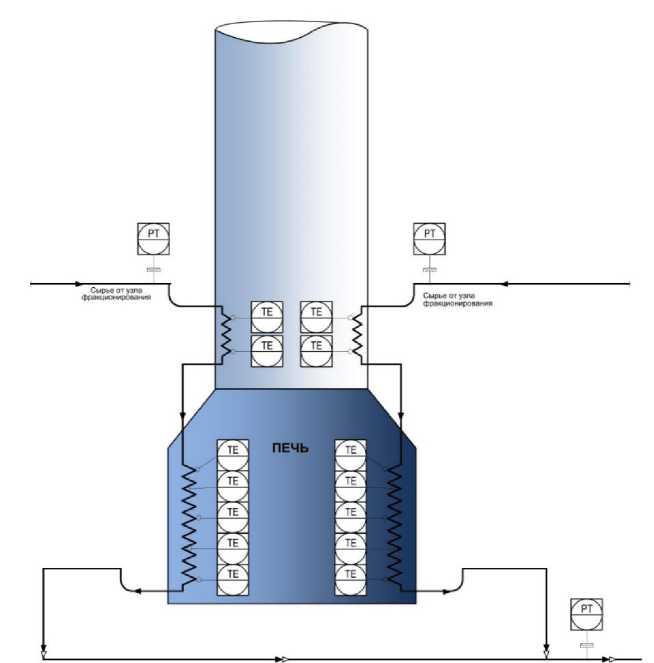
Один из основных этапов технологического процесса замедленного коксования происходит в печах установки. На качество кокса существенно влияет температура нагрева сырья в печи. От температуры зависит содержание летучих веществ в коксе. Обычно производят кокс с содержанием летучих от 6 до 8 %. В результате получается более твердый кокс, лучше подходящий для производства алюминия при благоприятных структуре и содержания примесей. При постоянных давлении и коэффициенте рециркуляции выход кокса с увеличением температуры в камере коксования снижается. Так как суммарный тепловой эффект коксования отрицательный, для завершения процесса необходима теплота, которую обеспечивает печь (рис. 2). Если температура слишком низка, реакция протекает недостаточно глубоко и происходит образование битума или мяг- кого кокса (полукокса). Если же она чрезмерно высока, то образуется очень твердый и трудно удаляемый из камеры кокс. Высокие температуры также усиливают коксообразование в трубах змеевиков печи и соединительных трубопроводах. Таким образом, температуру на выходе печи и соответствующую температуру паров в камере коксования необходимо поддерживать в узких пределах. Хотя и желательно повысить температуру в камере коксования, чтобы компенсировать потерю выхода жидких продуктов вследствие переработки более тяжелого сырья, реальный запас температуры для этого часто бывает недостаточно велик [3].
На закоксовывание труб змеевиков печи в течение рабочего цикла печи указывает рост температуры их поверхности, а также увеличение давления в потоках сырья. За счет низкой теплопроводности кокса по мере роста его отложений уменьшается диаметр труб, что приводит к повышению давления, а также увеличивается температура стенок труб, что приводит к их перегреву и прогару [4].
При закоксовывании труб змеевиков возникает необходимость регулярной чистки змеевиков в процессе работы печи. Существует множество способов очистки, но большинство из них связаны либо с очень жесткими условиями проведения (например, высокая температура), либо с необходимостью отключения секции печи, либо с полной остановкой технологической установки, что в свою очередь приводит к простою оборудования, дополнительным расходам на химические реагенты и трудозатраты персонала, увеличению расходов на обслуживание, ремонт и замену деталей и компонентов, и, как следствие, к потере производительности, снижению выработки продукции и финансовых показателей предприятия [5].
В «з меры коксования
Рис. 2. Типовая схема автоматизации печи
В связи с вышесказанным более целесообразным с точки зрения «профилактики» процесса закоксовывания оборудования является постоянный мониторинг температуры поверхности труб змеевиков печи в течение рабочего цикла, а также давления в сырьевых потоках с использованием СИ с требуемыми для получения достоверных результатов метрологическими характеристиками.
В таблице 1 представлены результаты мониторинга технологических параметров элементов радиантного змеевика установки замедленного коксования. Как следует из представленных данных, колебания давления и температуры происходят в узком интервале значений. Отсюда следует, что для определения причины колебаний и принятия соответствующих мер необходимо использовать более точные и чувствительные СИ давления и температуры. К примеру, некорректные показания температуры в реакционной зоне могут привести к неполной конверсии углеводородов и образованию дополнительных нежелательных продуктов, что отразится на качестве продукции, повышении энергозатрат и состоянии окружающей среды.
Таблица 1. Характеристика технологических параметров элементов радиантного змеевика
|
№ трубы |
Закоксованный змеевик (требуется проведение очистки) |
Чистый змеевик |
||
|
Давление сырья, МПа |
Температура стенки труб, ºС |
Давление сырья, МПа |
Температура стенки труб, ºС |
|
|
1 |
2,38 |
590 |
1,89 |
440 |
|
2 |
2,36 |
594 |
1,87 |
445 |
|
3 |
2,34 |
598 |
1,86 |
450 |
|
4 |
2,31 |
601 |
1,84 |
455 |
|
5 |
2,29 |
605 |
1,82 |
460 |
|
6 |
2,27 |
609 |
1,81 |
464 |
|
7 |
2,24 |
613 |
1,79 |
469 |
|
8 |
2,22 |
616 |
1,77 |
474 |
|
макс. 2,38 |
макс. 616 |
макс. 1,89 |
мин. 440 |
|
На предприятии для контроля температуры и давления при эксплуатации змеевиков реализована автоматизированная система, в которую входят преобразователи давления с капиллярным удлинителем и мембранным разделителем типа EJX530 фирмы «YOKOGAWA» (страна-изготовитель – Япония) и термоэлектрические преобразователи температуры поверхности змеевиков типа ТС 65 фирмы «Endress+Hauser» (страна-изготовитель – Германия).
Технологические параметры процесса коксования, приведенные в таблице 1, указывают на осуществление эксплуатации вышеуказанных СИ в высокотемпературной среде (в процессе периодической очистки змеевиков методом отслаивания с использованием водяного пара высокой температуры), способствующей существенному износу разделительной мембраны преобразователей давления, что приводит к увеличению погрешности измерения и, в конечном итоге, к поломке и непригодности СИ.
Используемые СИ имеют следующие недостатки:
-
- высокая стоимость – приборы EJX530 и ТС 65 являются одними из самых дорогих на рынке, их стоимость значительно превышает аналогичные модели других производителей;
-
- нестабильность измерений – в силу конструктивных особенностей СИ марки ТС 65 не предусматривает работу в условиях высоких температур, в связи с чем могут выдавать ошибочные данные при периодической очистке змеевиков, что, в свою очередь, требует оперативной замены СИ на новые в условиях непрерывности контроля параметром процесса;
-
- длительные сроки поставки – поставки приборов EJX530 и ТС 65 могут занять значительное время из-за сложных логи-
- стических цепочек и ограниченной доступности;
-
- технические ограничения – устройства EJX530 не всегда могут обеспечить необходимую функциональность или точность измерений во всех сценариях использования;
-
- слабая техническая поддержка – производители не всегда осуществляют необходимую техническую поддержку или предоставляют документацию при решении проблем с указанными СИ.
В связи с вышесказанным была поставлена задача замены используемых на предприятии СИ температуры и давления зарубежных производителей на СИ отечественного производства с лучшими метрологическими характеристиками, что, наряду с вопросами обеспечения эффективности процесса коксования, позволило бы также решить актуальную проблему им-портозамещения. Для решения поставленной задачи на первом этапе работ был осуществлен выбор образцов СИ отечественного производства и проведен срав- нительный анализ их метрологических характеристик.
Существует несколько основных рекомендаций правильного выбора СИ при решении конкретной измерительной задачи:
-
- конструкция СИ должна соответствовать конструктивным параметрам контролируемого изделия (вал или отверстие);
-
- предел измерения должен быть больше измеряемого (номинального)
размера;
-
- диапазон показаний по шкале прибора должен быть больше величины контролируемого допуска;
-
- предельная погрешность измерения должна быть меньше допускаемой погрешности Δ ≤ δ;
-
- срок службы;
-
- показатели надежности;
-
- дополнительные характеристики.
Сравнительный анализ метрологических характеристик импортных и отечественных СИ температуры и давления представлен в таблице 2 и 3.
Таблица 2. Сравнительный анализ метрологических характеристик средств измерений давления
|
Средство измерение, используемое на предприятии: Преобразователь (датчик) давления измерительный EJX 530, производства "Yokogawa Electric China Co., Ltd.", Япония |
Альтернативное средство измерения: Преобразователь давления измерительный Сапфир-22МП-ВН-ДИ, производства АО «Теп-локонтроль» |
Альтернативное средство измерения: Датчик давления ЭМИС-БАР 173 производства ЗАО «ЭМИС» |
|
|
Наименование метрологических и технических характеристик |
Значения |
Значения |
Значения |
|
Диапазон измерения давления, МПа |
от -0,01 до 70 |
от 0 до 2,5 |
от -0,1013 до 70 |
|
Пределы допускаемой основной приведенной погрешности, % |
от ±0,025 до ±0,6 |
от ±0,1 до ±0,5 |
±0,1 |
|
Межповерочный интервал, мес |
36 |
60 |
60 |
|
Средний срок службы, лет |
20 |
25 |
30 |
|
Наработка на отказ, ч |
180000 |
270000 |
220000 |
Таблица 3. Сравнительный анализ метрологических характеристик средств измерений температуры
|
Средство измерение, используемое на предприятии: Преобразователь термоэлектрический TC 65, производства "Endress+Hauser Sicestherm S.r.L.", Германия |
Альтернативное средство измерения: Датчик температуры ТП-0198/3, производства ООО НПП "ЭЛЕМЕР" |
Альтернативное средство измерения: Датчик температуры КТХА Ex 01.35, производства ООО "ПК "ТЕ-СЕЙ" |
|
|
Наименование метрологических и технических характеристик |
Значения |
Значения |
Значения |
|
Диапазон измерения температуры, ºС |
от -40 до 1000 |
от -40 до 1100 |
от -40 до 1250 |
|
Класс допуска |
1 (±0,004·|t|) |
1 (±0,004·|t|) |
1 (±0,004·|t|) |
|
Межповерочный интервал, лет |
2 |
2 |
1 |
|
Средний срок службы, лет |
10 |
15 |
15 |
|
Показатель тепловой инерции не более, с |
2,5 (при τ 0,50 ) |
40 (при τ 0,63 ) |
4 (при τ 0,63 ) |
|
Количество рабочих спаев |
1 |
1 |
1 |
|
Вероятность безотказной работы |
30000 часов |
35000 часов |
0,95 за 8000 часов |
|
Дополнительные характеристики |
Отсутствует |
Спец. исполнение наконечник под приварку к поверхности измерения. |
Спец. исполнение для монтажа на трубе змеевика камеры печи |
Из представленных в таблице 2 и 3 видно, что отечественные СИ давления марок Сапфир тип 22ДИ от компании «Тепло-прибор», СИ температуры тип ТП-0198/3 от ООО НПП «ЭЛЕМЕР» и СИ температуры тип КТХАEx01.35 от ООО «ПК ТЕ-СЕЙ» по своим метрологическим характеристикам превосходят импортные аналоги - являются более точными для измерений параметров процесса. Также немаловажным является тот факт, что альтернативные СИ легко устанавливаются, специально изготовлены и оборудованы монтажным комплектом для измерения поверхности технологического оборудования, имеют долгий срок службы и хорошую устойчивость к воздействию внешних факторов, могут работать в различных условиях окружающей среды, обладают высокой надежностью и стабильностью показаний и требуют минимального обслуживания.
Датчики отличаются высоким качеством и функциональностью, что делает их популярными среди специалистов в области автоматизации и контроля параметров технологических процессов. Использование датчиков давления и температуры отечественного производителя предоставляют возможности в поддержке отечественной экономики и развитии отече- ственной промышленности. В случае необходимости замены компонентов СИ или их ремонта обращение к отечественному производителю облегчает процесс обслуживания из-за более быстрой и удобной логистики, существует возможность воспользоваться более оперативной технической поддержкой и гарантийным обслуживанием. Продукция отечественных производителей соответствует местным нормативам и стандартам качества, что важно при оценке соответствия требованиям, а приборы отечественного производства более доступны с точки зрения стоимости из-за отсутствия необходимости перевозки из-за рубежа и уплаты таможенных пошлин.
На следующем этапе работ были проведены экспериментальные исследования для проверки соответствия результатов измерений с использованием альтернативных СИ реальным значениям. В эксперименте участвовали указанные в таблице 3 СИ температуры и указанные в таблице 2 давления. Для каждого измерительного прибора были выполнены серии измерений одного и того же параметра.
Полученные данные были обработаны и визуализированы в виде графиков – для каждого СИ был построен график зависи- мости давления сырья (рис. 3) и температуры поверхности труб змеевиков (рис. 4) от числа измерений, демонстрирующие различия между результатами измерений, полученными с использованием основного и альтернативного приборов. В серии измерений одного и того же параметра параллельно участвовали два измерительных прибора – основной и альтернативный. Каждое измерение было повторено несколько раз для обеспечения достоверности результатов.
Полученные данные показали, что результаты измерений, проведенные с использованием альтернативных средств из- мерений, имели некоторое отклонение от ожидаемых значений. Однако, анализ различий показал, что эти отклонения были в пределах допустимой погрешности, приближённо к нормирующему значению.
Таким образом, можно сделать вывод, что альтернативные средства измерений, использованные в данном исследовании, соответствуют требованиям точности и надежности и рекомендуются в использовании для измерения и контроля температуры и давления при эксплуатации змеевиков печей на установках замедленного коксования.
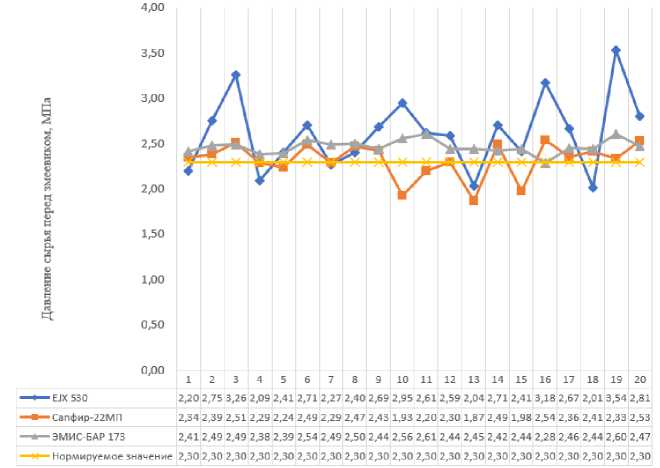
Рис. 3. Измерение давления при эксплуатации змеевиков в печи
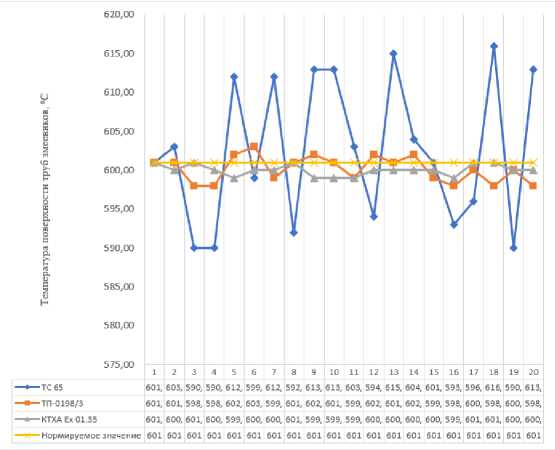
Рис. 4. Измерение температуры при эксплуатации змеевиков в печи
В заключение можно сказать, что правильный выбор средств измерений играют решающую роль в процессе замедленного коксования. Это позволяет повысить производительность процесса, оптимизировать расход ресурсов, увеличить качества воздействие на окружающую среду. Разработка и внедрение новых технологий и средств измерений в процесс замедленного коксования могут стать ключевым фактором в повышении эффективности нефтеперерабатывающих предприятий.
продукта на выходе и снизить негативное
Список литературы Роль правильного выбора средств измерений в процессе замедленного коксования
- Бендеров Д.И., Походенко Н.Т., Брондз Б.И. Процесс замедленного коксования в необогреваемых камерах. (Библиотечка молодого рабочего). - М.: "Химия", 1976.
- Чернов, А.В. Определение массовой доли кокса в процессе замедленного коксования с использованием метода термического анализа / А.В. Чернов, С.М. Карпов, С.В. Лебедев // Нефтегазовое дело. - 2015. - № 11. - С. 90-94.
- Мейерс Р.А. Основные процессы нефтепереработки / Справочник: пер. с англ. 3-го изд./ Р.А. Мейерс и др.; под ред. О.Ф. Глаголевой, О.П. Лыкова. - СПб.: ЦОП "Профессия", 2011.
- Гринев, А.И. Измерение показателей коксообразования при замедленном коксовании / А.И. Гринев, В.П. Павлов, А.А. Кириченко // Нефтегазовое дело. - 2016. - № 8. - С. 82-85.
- Мухамадеев Д.Х., Валявин Г.Г., Запорин В.П. Способы очистки печных труб установок замедленного коксования от коксовых отложений // Нефтегазовое дело: электронный научный журнал. - 2014. - №2. - С. 166-188.
