Селективное восстановление и пирометаллургическое разделение металлов титаномагнетитовых руд

Автор: Рощин А.В., Грибанов В.П., Асанов А.В.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 10 (65), 2006 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/147156540
IDR: 147156540 | УДК: 669.053.2+661.88+66.092.82
Текст обзорной статьи Селективное восстановление и пирометаллургическое разделение металлов титаномагнетитовых руд
В связи с истощением запасов доступных и легко перерабатываемых руд для получения металлов все чаще приходится использовать бедные и комплексные руды. Поскольку извлекаемые металлы в таких рудах находятся, как правило, в составе сложных оксидов, образуя твердые растворы оксидов или тонкие прорастания минералов, то они с трудом поддаются обогащению или вообще не могут быть обогащены традиционными методами. Примерами таких руд могут служить железосодержащие руды - сидериты, в которых железо присутствует в виде твердого раствора (Fe,Mg)CO3, а после обжига переходит в раствор (Fe,Mg)O; хром-шпинелиды, состав которых в общем случае (Fe,Mg,Ni,Co,Mn,Zn.. .)O-(Fe,Cr,Al,Ti,V)2O3; титано-магнетиты, представляющие собой раствор титана в магнетите Fe3O4 в тонком прорастании с зернами ильменита FeOTiO2 и ульвошпинели 2FeO-TiO2 и другие.
Традиционные технологии получения железа из руд в доменных или электрических рудовосстановительных печах базируются на процессах жидкофазного взаимодействия, когда в результате интенсивного нагрева руда и продукты восстановления расплавляются, и формирование металла и шлака происходит в результате взаимодействия расплавов. При этом вследствие высокой температуры восстанавливается не только железо, но и другие элементы, в частности, из титаномагнети-тов восстанавливаются ванадий и титан. В дальнейшем для извлечения ценного ванадия его на других стадиях передела чугуна приходится вновь окислять, гидрометаллургическими методами отделять от оксидов других металлов в шлаке и вновь восстанавливать. Восстановленный в доменных печах титан взаимодействует с азотом дутья и образует тугоплавкие карбонитриды, которые делают невозможной нормальную работу печи, а восстановленный в печи титан теряется со шлаком [1,2].
Ранее [3, 4] показано, что твердофазное восстановление металлов из оксидов происходит путем изъятия анионов кислорода из кристаллической решетки и образования анионных вакансий, обладающих высокой подвижностью, которая на несколько порядков превышает подвижность ионов. При этом возникает поток вакансий от места взаимодействия восстановителя с оксидом, т.е. от поверхности куска руды или рудного зерна, к местам стока вакансий на дефектах кристаллической решетки внутри зерна.
Однако ни существовать, ни перемещаться в кристаллической решетке оксида вакансия сама по себе не может. Из условия электронейтральности следует, что каждая кислородная вакансия должна быть связана с двумя «лишними» электронами, сбрасываемыми анионами при образовании атомарного кислорода или отдаваемыми оксиду окисляющимся восстановителем. В кристаллической решетке, образованной противоионами, «лишние» электроны локализуются у катионов, обладающих высоким сродством к электрону. Таким образом, каждая анионная вакансия связана с катионом пониженного заряда или атомом того металла, который обладает наиболее высоким сродством к электрону.
В результате перемещение вакансий к местам их стока на дефектах кристаллической структуры, накопление и слияние непрерывно генерируемых восстановителем кислородных вакансий сопровождается буксировкой к местам стока катионов пониженного заряда или атомов наиболее легко восстанавливаемых металлов. Поэтому при твердофазном восстановлении металлическая фаза в начальной стадии образована наиболее легко восстанавливаемыми металлами, а по мере развития процесса постепенно обогащается все более трудно восстанавливаемыми. Благодаря этому при твердофазном восстановлении появляется возможность селективного восстановления.
Целью данной работы было определение возможности селективного восстановления с целью последующего пирометаллургического разделения основных компонентов титаномагнетитовых руд Медведевского месторождения.
Исходную руду измельчили до размеров минус 1 мм и смешали с порошком восстановителя -порошком от размола графитированных электродов. Полученную смесь на связке из нитроцеллюлозного лака спрессовали в виде таблеток диаметром 20 мм высотой 10 мм. Таблетки прокалили при температуре 150...300°C в течение 3 часов, загрузили в графитовый тигель, разогретый в печи Таммана до температуры 1200... 1300°C, и выдержали в течение 2 часов. Попытки магнитной сепарации продуктов размола подвергнутой восстановительному обжигу руды успехом не увенчались -все, даже самые мелкие, частицы порошка оказываются магнитными.
После изотермической выдержки температуру повысили до 1600 °C, при этом в тигле образовалась вязкая шлаковая масса, в которой после охлаждения обнаруживается большое количество корольков металла. Попытка магнитной сепарации продуктов плавки оказалась также неэффективной, поскольку вместе с металлом магнитным полем удерживается и большое количество шлака, в ко- тором содержится много мельчайших корольков металла.
Поэтому часть таблеток после восстановительного обжига вновь размололи, добавили 15 % (мае.) смеси свежеобожженной извести с флюоритом и полученную смесь засыпали в разогретый до температуры 1500 °C графитовый тигель. После быстрого (менее 5 мин) расплавления расплав перемешали и вылили на металлическую плиту. Затвердевший в виде лепешки металл легко отделили от шлака.
Исходную руду, таблетки после восстановительного обжига, металл и шлак от расплавления подвергнутых восстановительному обжигу таблеток исследовали на металлографическом и рудном микроскопах, а также использовали растровый электронный микроскоп JEOL JSM-6460LV, оборудованный энергодисперсионным и волновым анализаторами.
В исходном состоянии руда состояла из рудных зерен и вкраплений «пустой» породы, представленной силикатами группы серпентина-хлорита Mg3[Si2O5](OH)4- (Mg,Al,Fe)3[Si2O5](OH)4. В рудной части преобладали шпинельные зерна титаномагне-тита (раствора оксидов титана в магнетите Fe3O4) и магнетита Ре3О4, в подчиненном количестве присутствовали обособленные зерна ильменита FeO-TiO2. Энергодисперсионный анализ выявил присутствие в руде помимо железа значительного количества титана и ванадия. В заметном количестве в руде присутствуют также магний, алюминий и кремний, и в небольших количествах - кальций, марганец, натрий и цинк (рис. 1).
В среднем содержание элементов по площади аншлифа, представленного на рис. 2, составило:
|
Элемент |
Fe |
Ti |
V |
Al |
Mg |
Si |
|
Содержа |
||||||
|
ние, % ат. |
21,57 |
4,00 |
0,31 |
5,59 |
4,15 |
1,76 |
|
Мп |
Na |
Zn |
Ca |
0 |
||
|
0,09 |
0,25 |
0,09 |
0,05 |
62,14 |
Результаты сканирования поверхности аншлифа исходного образца руды в характеристическом излучении свидетельствуют о совместном присутствии целевых элементов (Fe, Ti, V) в одних и тех же минералах (рис. 2).
В процессе восстановительного обжига и твердофазного восстановления происходит выделение металла в виде чрезвычайно дисперсной фазы (рис. 3), которая по данным энергодисперсионного анализа состоит из чугуна (более 96 % мае. железа, 3...4% углерода) с незначительной примесью титана. При этом остаточная оксидная фаза содержит до 51 % титана, 43 % кислорода, а также небольшое количество магния, алюминия, кремния, хрома и незначительное (менее 1 %) количество железа.
В виду чрезвычайно дисперсной фазы, образовавшейся внутри образца после восстановительного обжига (рис. 4), разделить на этом этапе металл и шлак не представляется возможным.
Учитывая неоднородный состав руды даже в пределах одного куска, аналогичные эксперименты по твердофазному восстановлению и жидкофазному разделению провели с ильменитовым концентратом состава:
|
Компонент |
TiO2 |
A12O3 |
SiO2 |
MgO |
CaO |
|
Содержа |
|||||
|
ние, % мае. |
57,1 |
1,9 |
1,4 |
0,7 |
0,2 |
|
FeO |
MnO |
Cr2O3 |
V2O5 |
||
|
26,2 |
1,0 |
5,0 |
0,55 |
Твердофазное восстановление металла из таблеток, изготовленных из концентрата и углерода по описанной выше технологии, проводили в течение 3 часов при температуре 1300 °C. Согласно расчету температура плавления шлака после восстановления железа из концентрата составляет порядка 1800 °C. Поэтому к размолотым продуктам твердофазного восстановления добавили известь в количестве 15 % от предполагаемой массы шлака.
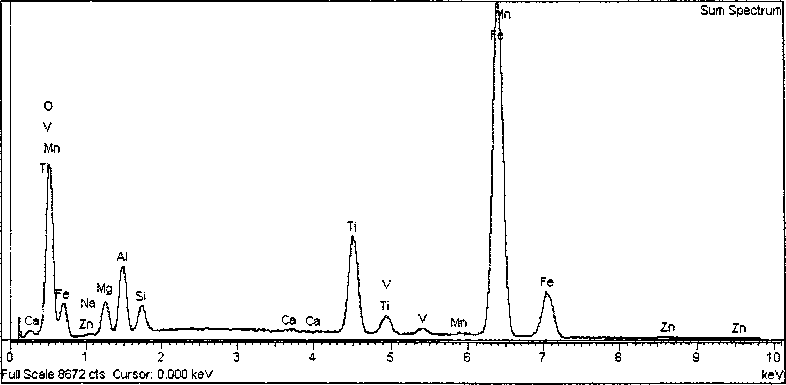
Рис. 1. Энергетический спектр исходной руды (поверхность ашлифа, представленного на рис. 2)
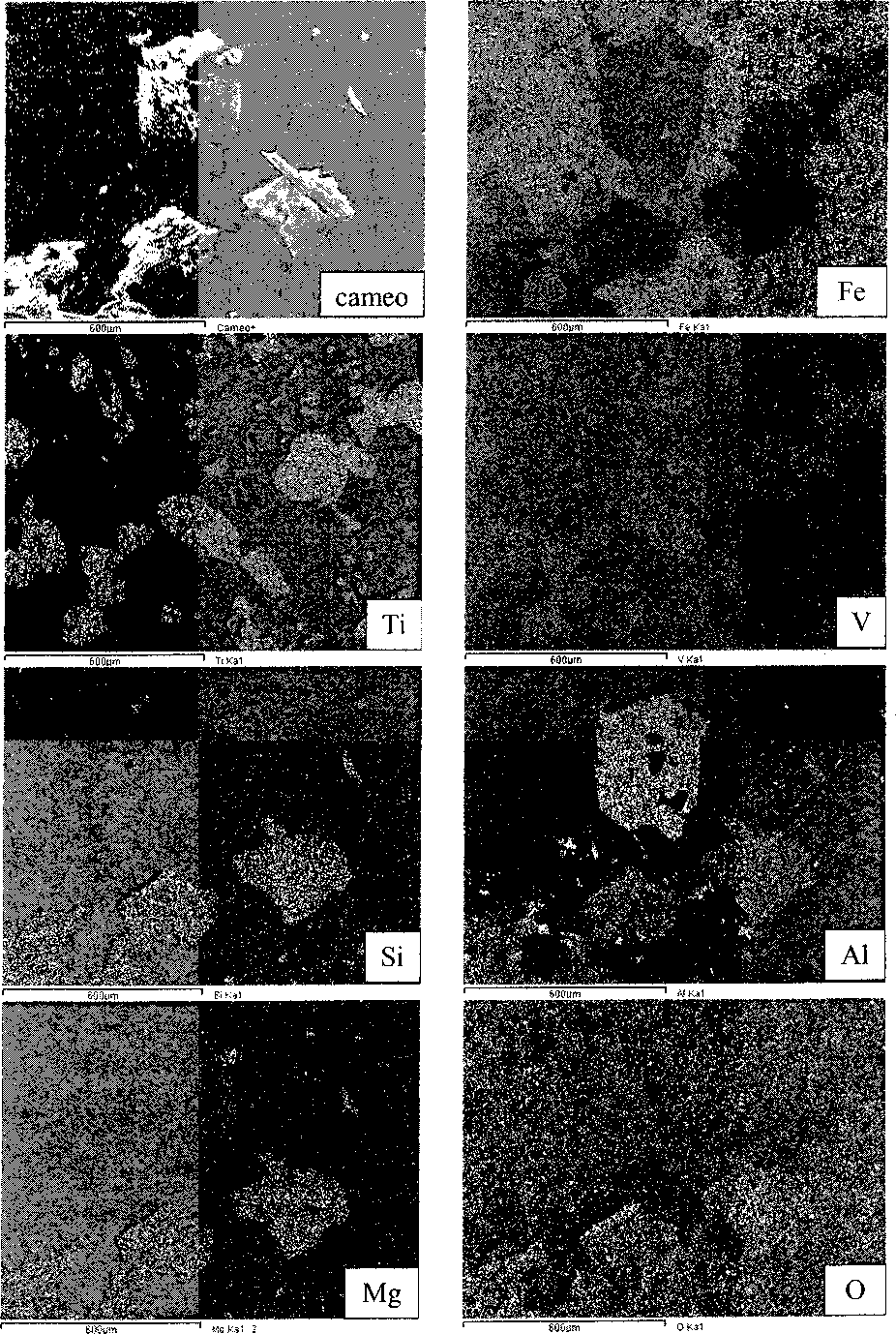
Рис. 2. Распределение элементов в исходном титаномагнетите
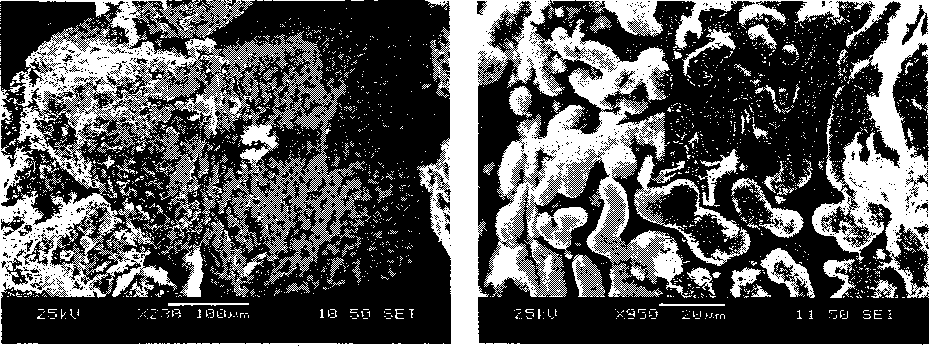
Рис. 3. Выделения металлической фазы на поверхности рудного зерна после восстановительного обжига таблеток
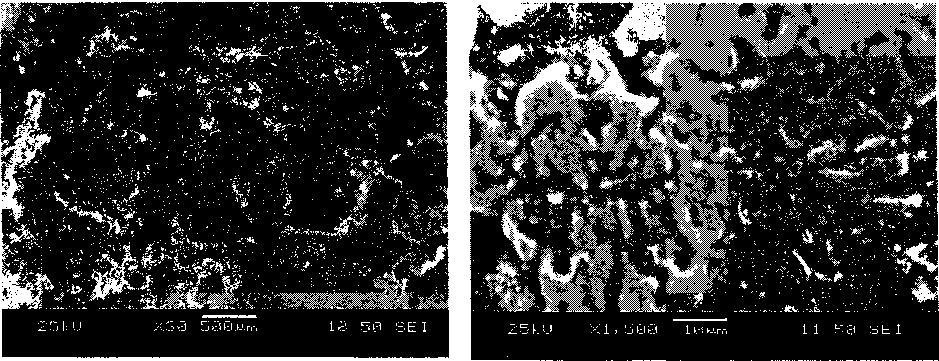
Рис. 4. Металлическая и оксидная фазы внутри таблетки и рудного зерна после восстановительного обжига таблеток
Смесь в графитовом тигле поместили в печь Тамма-на, предварительно нагретую до 1600 °C, выдержали после расплавления 2 минуты, перемешали и вылили на металлическую плиту. Получили 83,6 % металла и 103,6 % шлака от их расчетного количества.
Согласно результатам электронно-спектрального анализа продуктов этой плавки (рис. 5), их состав, % мае.:
|
чугуна |
|||||
|
Fe |
С V |
А1 |
Р |
Cr Мп |
Си |
|
85,18 |
8,22 0,11 |
0,18 |
0,39 |
5,35 0,20 |
0,37 |
|
шлака |
|||||
|
Fe |
Ti |
V |
А1 |
Mg |
Si |
|
1,65 |
39,43 |
0,37 |
1,28 |
1,04 |
0,62 |
|
Мп |
Сг |
С |
Са |
О |
F |
|
1,49 |
2,37 |
1,08 |
6,07 |
41,75 |
2,37 |
|
или в пересчете на оксидные фазы |
|||||
|
ПО, |
AFO3 |
SiO2 |
MgO |
СаО |
|
|
74,8' |
2,74 |
1,5 |
1,94 |
9,69 |
|
|
FeO |
МпО |
Сг2О3 |
v2o5 |
||
|
2,24 |
2,2 |
3,9 |
0,75 |
||
Таким образом, при использовании предложенной методики твердофазного восстановления и последующего быстрого плавления можно без особых затруднений получить из комплексной титаномагнетитовой руды чугун и высокотитанистый шлак для их последующего передела в сталь и титансодержащие сплавы.
Для более полного извлечения железа из концентрата необходимо подобрать оптимальные условия - температуру и продолжительность селективного твердофазного восстановления, при которых будет быстро восстанавливаться все железо без восстановления в твердой фазе титана. По мнению авторов [5], эта температура находится в пределах 1200... 1250 °C.
С целью определения оптимальной продолжительности селективного твердофазного восстановления таблетки, изготовленные из ильменитового концентрата и порошка от размола графитированных электродов по описанной выше технологии, выдерживали в течение 1, 2 или 3-х часов при температуре 1100, 1200 или 1300 °C. Изменение массы образца в процессе выдержки представлено на рис. 6.
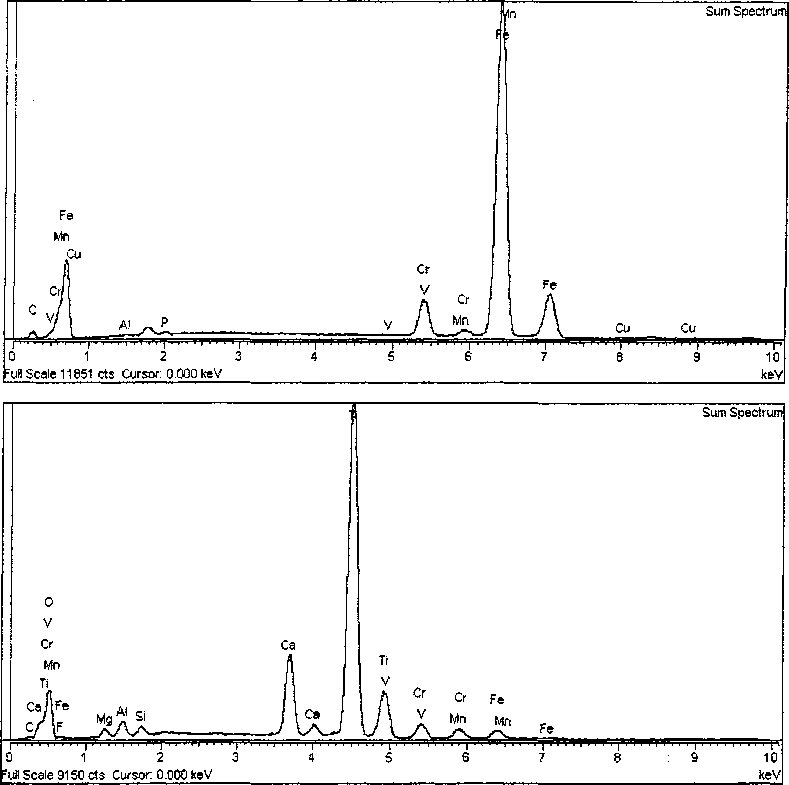
Рис. 5. Энергетические спектры металла и шлака после расплавления и разделения продуктов твердофазного восстановления

Рис. 6. Изменение массы образца во время выдержки при восстановительном обжиге при разных температурах: 1 - 1100 °C, 2 - 1200 °C, 3 - 1300 °C
Из приведенных на этом графике данных следует, что изменение массы образца практически завершается за один час при всех значениях температуры. При этом потеря массы к концу выдержки при температурах 1100 и 1200 °C соответствуют полному восстановлению железа. При температуре 1300 °C при этом за один час помимо железа восстановилось еще что-то.
Для более детального анализа процесса твердофазного восстановления была снята деривато-грамма на приборе Q-1500D (рис. 7).
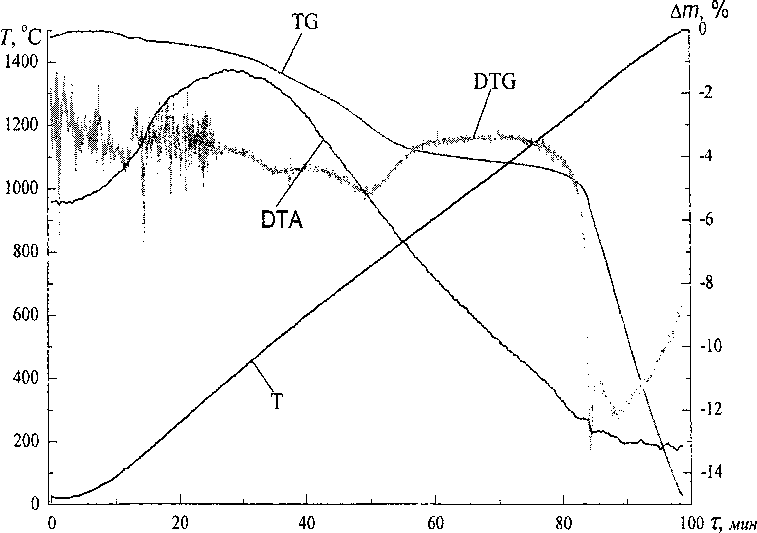
Рис. 7. Дериватограмма восстановительного обжига таблеток ильменита при нагреве со скоростью 15 °С/мин
Из анализа кривых TG и DTG можно предположить следующую последовательность протекания реакций:
-
• Интервал 420...550 °C и 620...910 °C - удаление из нерудных минералов влаги.
-
• Интервал 1220 °C и выше - восстановление железа из рудного вещества.
-
• Интервал 1290 °C и выше - восстановление титана из рудного вещества.
В тоже время по результатам экспериментов с изотермической выдержкой следует, что уже при температуре 1100... 1200 °C восстанавливается почти полностью железо. Эти расхождения можно объяснить тем, что дериватограмма была снята в режиме непрерывного нагрева, а опыты по твердофазному восстановлению образцов в печи Там-мана осуществлялись при изотермической выдержке. Причем образцы загружались уже в нагретую печь. В результате разной скорости прогрева образцов отличаются и температуры начала восстановления оксидов железа и титана.
Восстановленные образцы с выдержкой 3 часа при разных температурах измельчили до фракции минус один и смешали со свежеобожженной известью такой же фракции. Нагревали печь до 1600 °C, вводили в печь тигли с образцами, быстро их расплавляли и расплав выливали на плиту. При этом происходило хорошее разделение металла и шлака -в шлаке не было ни у одного из образцов корольков металла.
Согласно результатам электронно-спектрального анализа продуктов этих плавок, их состав, % мае.:
|
Металл |
Элемент |
|
Температура твер |
|
|
дофазного восста |
С О Р Сг |
|
новления, °C |
|
|
1100 |
8,25 1,79 0,44 1,73 |
|
1200 |
9,65 1,72 0,41 3,78 |
|
1300 |
8,37 1,58 0,25 8,77 Fe Мп Ti V 87,81 - - - 84,43 - - - 80,25 0,31 0,26 0,22 |
|
Шлак |
|
|
Элемент |
|
|
Температура твер |
|
|
дофазного восста |
TiO2 Cr2O3 FeO MnO V2O5 |
|
новления, °C |
|
|
1100 |
65,4 5,3 10 2 0,96 |
|
1200 |
71,4 4,8 5 3 0,89 |
|
1300 |
78,4 3 1,1 2,1 0,8 СаО SiO? А12О3 MgO 9,4 2,6 2,8 1,0 8,8 1,9 3,0 1,7 9,6 1,3 2,5 1,3 |
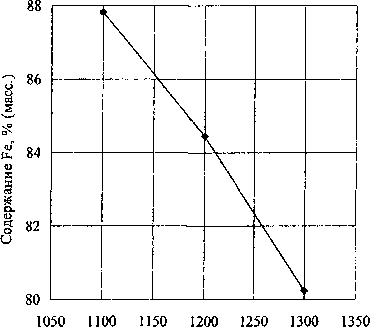
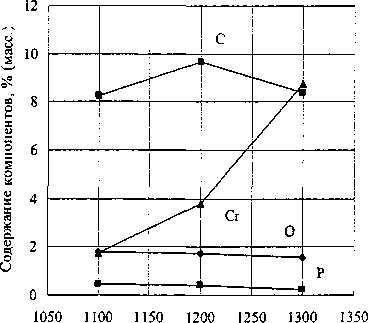
Изменение содержания элементов (мае., %) в шлаковой и металлической фазах представлены на рисунках 8 и 9 соответственно.
Из результатов анализа продуктов этих плавок следует, что с увеличением температуры твердофазного восстановления руды от 1100 до 1300 С увеличивается степень восстановления хрома, марганца, ванадия, почти полностью восстанавливается железо. Но при 1300 °C начинает восстанавливаться и титан.
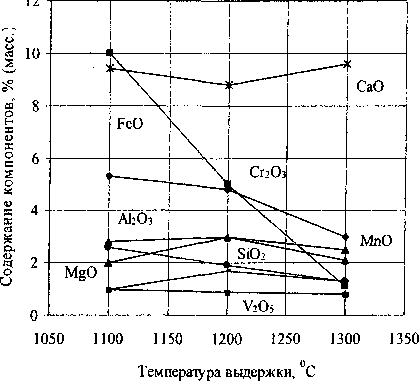
Рис. 8. Содержание компонентов в шлаковой фазе

Температура выдержки, °C
Температура выдержки, °C
Температура выдержки, °C
Рис. 9. Содержание компонентов в металлической фазе
Таким образом, для более полного восстановления железа и хрома твердофазное селективное восстановление необходимо проводить в интервале температур 1250... 1290 °C при выдержке 1 час.
Список литературы Селективное восстановление и пирометаллургическое разделение металлов титаномагнетитовых руд
- Пирометаллургическая переработка комплексных руд/Л.И. Леонтьев, Н.А. Ватолин, С.В. Шаврин, Н.С. Шумаков. -М.: Металлургия. -1997. -431 с.
- Смирнов Л.А. и др. Металлургическая переработка ванадийсодержащих титаномагнетитов/Л.А. Смирнов, Ю.А. Дерябин, С.В. Шаврин. -Челябинск: Металлургия. -1990. -236 с.
- Рощин А.В., Рощин В.Е. Химическое взаимодействие твердого углерода с твердыми вкрапленными рудами//Известия РАН. Металлы. -2003.-№4. -С. 3-10.
- Рощин В.Е., Рощин А.В., Мальков Н.В. Механизм химического взаимодействия и превращения оксида в металл при твердофазном восстановлении вкрапленных хромитов/Проблемы и перспективы ферросплавного производства. -Актюбинск: Изд-во «Нобель». -2003. -С. 410-417.
- Резниченко В.А., Морозов А.А. Комплексное использование сырья в экологизированном замкнутом производстве//Фундаментальные исследования физикохимии металлических расплавов: Сб. науч. тр. -М: Академкнига, 2002. -С. 371-380.
