Синтез алгоритмов управления рабочим столом 5D принтера с параллельной кинематикой

Автор: Козлова А.Д., Крауиньш П.Я.
Журнал: Форум молодых ученых @forum-nauka
Статья в выпуске: 10 (26), 2018 года.
Бесплатный доступ
В работе рассмотрены вопросы синтеза законов движения исполнительных приводов, обеспечивающих точное пяти координатное управления положением рабочей точкой стола. Рассмотрено влияние конструктивных параметров кинематики на законы движения приводов для заданного объёма манипуляции рабочей точки стола.
Механизм с параллельными кинематическими цепями, рабочее пространство
Короткий адрес: https://sciup.org/140280116
IDR: 140280116
Synthesis of control algorithms desk 5D printer with parallel kinematics
The paper deals with the synthesis of the laws of motion actuators providing precise five coordinate control the operating point of the table. The influence of the design parameters of the kinematics of the laws of motion drives for a given amount of manipulation of the operating point of the table was studied in this work.
Текст научной статьи Синтез алгоритмов управления рабочим столом 5D принтера с параллельной кинематикой
Механизмы с параллельной кинематикой за последнее время получили достаточно большое распространение [1,2], особенно в механизмах, требующих значительных скоростей движения рабочих органов и большое быстродействие.Число степеней свободы подвижного рабочего органа выбирается исходя из требований, предъявляемых к механизму, в нашем случае -5 степеней: координаты X, Y, Z, A, B).Отличительной особенностью механизмов с параллельной кинематикой заключается в том, что управляемые координаты приводов зависимы, поэтому, поэтому положение точки на рабочем органа при движении по одной из декартовых координат зависит от всех управляемых координат приводов.
На рисунке 1 приведена схема механизма с параллельной кинематикой. Подвижный рабочий стол предназначен для размещения на нем в центральной точке специального сопла «печатающей» головки с нагревателем, через который подаётся расплав неорганического вещества. Управляя положением сопла, с определённой ориентацией положения кромки сопла, на которой находится микро капля расплава, по трём декартовым координатам, с добавочными наклонами сопла по координатам А и В (повороты вокруг оси Х и У ), можно «напечатать» трёхмерный каркас со сложной поверхностью и порами, имеющие сложную пространственную ориентацию. Число требуемых управляемых координат, для обеспечений пространственной ориентации рабочей точки, зависит, как от ориентации координат привода и их вида ( линейные или угловые перемещения), так и числа степеней подвижности, обеспечиваемыми шарнирными опорами ( 2 или 3 степени).
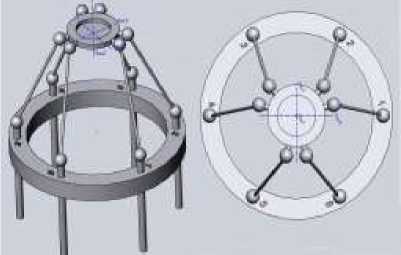
Рис.1. Кинематическая схема 5D-принтера..
(цифрами на неподвижном основании обозначены номера координат приводов – направление их движения ориентированы по оси Z )
В выбранной схеме все шаровые опоры имеют три степени свободы, все приводы обеспечивают линейное перемещение толкателей вдоль оси Z и расположены на образующей цилиндра с постоянным радиусом. Толкатели попарно сгруппированы, а пары,в угловом отношении, расположении под углом 120°. Аналогично попарно сгруппированы опоры на подвижном, столе.Шатуны с шаровыми опорами имеют одинаковую длину.
Анализ кинематики по виртуальной модели показал, что при определённом расположении толкателей с опорами в диаметральном сечении опор на рабочем столе, пространственное положение шатунов, обеспечивают устойчивое положение сопла во всем рабочем объёме и, одновременно, и образуется большое количество секторов в цилиндрической системе координат, обладающих свойствами симметрии.
В большинстве работ, посвящённых анализу механизмов с параллельной кинематикой,решается прямая задача:задано движение рабочей точки и по аналитическим зависимостям требуется установить связь этих координат с координатами управляемых приводов в цилиндрической системе:
M ( r , ф, z , A, B ) = P ( pl, p 2, p 3, p 4, p 5, p 6) (1)
Где векторы с координатами рабочей точки и, соответственно, каждого из приводов.
На основании этой системы уравнений разрабатывается алгоритм для настройки контроллера[2] и вносятся элементы коррекции для индивидуальной настройки механизма при отклонении размеров звеньев, и их расположений. Это также усложняет программу для контроллера.
Для существенного сокращения вычислений в контроллере, необходимо каждое заданное положение вектора и вектора , априори, измерить с требуемой точностью и записать их в два взаимосвязанных, многомерных массива: массив c компонентами ( x, y, z,a,e ) и массив P (p 1 ,p2,p3,p4,p5,p6 ). Тогда алгоритм управления сводится к простому поиску в массиве P, связанном с массивом M посредством указателя, требуемых компонент pt (I =i...6) . Координата z, может быть опушена в связи с ориентацией осей приводов по оси Z , поэтому новое требуемое значение z потребует изменения координат p i , (i = 1...6) на такую же величину.
Рассмотрим подробно, каков объем данных требуется для хранения всех точек рабочей области, если границы этой области определены вектором: -( го,фо,ао.в 0 ,О ). Если задана точность позиционирования печатающей головка в точке M j , то, в качестве примера, рассмотрим следующие габариты рабочего пространства: -( r0 : =25мм,ф0:=360°,а0:=20°, в0:=20° ), а требуемую точность определим как - ( Дг=0.02мм, Лф=0.005°, 4а=0.01°, Лв=0.01° ) После расчёта получаем требуемое количество точек по каждой из координат в заданном рабочем пространстве - ( r:=12500, ф: = 72000, а:= 2000, в:= 2000 ). Практическая реализация этого алгоритма потребует огромный объем памяти.
Расположение толкателей привода на основании и опор шатунов на столе выбрано так, что измерения в одном (1)симметричном секторе по координатам ф(1)rсоответствуют другому сектору (2) с разницей смещения угла φ(2). При этом меняется лишь последовательность нумерации или чередование номеров приводов в массиве P. Исследования показали, что по координате ф можно ограничиться измерениями в секторе в 30°,а с учётом чередований - в секторе в 15°. Это позволяет сократить объем памяти более чем на порядок, однако она ещё достаточно велика.
Дальнейшая редукция данных связана с известной системой G– кодов: для траектории задаются опорные точки, а промежуточные точки вычисляются простой линейной интерпретации.Исследования виртуального 5D – модели позволили определять координаты опорных точек вектора M , обеспечивающих необходимую точность,со следующими значения интервалов: -( дг0 =0.2мм, дф0=0.1°, 5а0=0.5°, бр0=0.5° ). Количество опорных точек в массиве M резко сокращается и равно - (r=125, ф= 300, а= 40, в= 40 ).В результате общее количество точек, требуемых для описания рабочего пространства вектора и вектора ,сократилось на 4 порядка.Заметим, что расстояния между двумя опорными точками выбирались исходя из требуемой точности определения промежуточных координат вектора .
CAD –системы позволяют, путём исследования движения сборки или путём управления сопряжениями в сборке, определить интересующие координаты и произвести их автоматическую запись в файл, и задача определения этих двух матриц решена.. Дальнейшая работа с полученными массивами, заключается в создании структурированных связанных списков с указателями [3].Алгоритм сводится к поиску по заданной точке вектора М новых компонент вектора Р в области двух смежных опорных точек без вычислительных процедур.Системе управления принтером и время «печатания» объекта сокращается.
Список литературы Синтез алгоритмов управления рабочим столом 5D принтера с параллельной кинематикой
- Смирнов В. А., Петрова Л. Н.Динамическая модель механизма с параллельной кинематикой // Вестник ЮУрГУ. Серия: Машиностроение. 2009. №11 с.144.
- Смирнов В. А. Кинетостатическое моделирование энергоэффективного управления оборудованием с параллельной кинематикой // Вестник ЮУрГУ. Серия: Машиностроение. 2010. №29 с. 205.
- Вирт Н. Алгоритмы структуры данных = программы: Пер. с англ. - М.:мир, 1985. - 406 с.
