Синтез цепного поступательного привода обрабатывающих машин

Автор: Доброва А.В., Ермолович А.Г.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Техника
Статья в выпуске: 12, 2013 года.
Бесплатный доступ
Приведен анализ факторов при выборе типа привода возвратно-поступательного движения. Описана схема реализации работы цепного привода. Приведены результаты теоретических исследований и методов расчета взаимодействия звена цепи с режущим инструментом в его относительном возвратно-поступательном перемещении.
Поступательный привод, цепная передача, режущий инструмент, кинематические параметры
Короткий адрес: https://sciup.org/14082864
IDR: 14082864 | УДК: 62-837
The synthesis of the chain linear drive of processing machines
The factoranalysis in selecting the drivetype of reciprocating movementis given. The scheme of the chain drivework implementation is described. Theoretical research results and methods of calculating the interaction of the chain link with the cutting tool relative to its reciprocating movement are presented.
Текст научной статьи Синтез цепного поступательного привода обрабатывающих машин
Практика машиностроения показывает, что во многих случаях кинематические схемы могут быть значительно упрощены, если этому уделять особое внимание при проектировании.
В результате анализа взаимодействия подсистем обрабатывающих машин в рабочем процессе установлены требуемые базовые параметры технических характеристик передач для перемещения рабочего органа станка [1]:
-
- величина тягового усилия на уровне 65–80 кН;
-
- диапазон скоростей подач в пределах 1–5000 мм/мин;
-
- величина скорости ускоренного перемещения больше 10000 мм/мин;
-
- диапазон ускорений при разгоне 1,47–4,4 м/с2;
-
- частота собственных колебаний исполнительного механизма не менее 60 Гц;
-
- приведенный момент инерции вращающихся деталей механизма подач должен быть предельно минимальным.
Цель работы . Разработка схемы поступательного привода со значительными ходами перемещения рабочего органа.
При разработке схемы поступательного привода обрабатывающих машин были поставлены следующие задачи :
-
п ровести теоретические исследования и разработать методику расчета кинематических параметров взаимодействия звена цепи с рабочим органом, совершающим возвратно-поступательное перемещение;
определить возможность плавного изменения динамических параметров в крайних положениях.
Для решения поставленных задач будем использовать теоретическую модель цепного привода, расчет и графический анализ с использованием известных положений теории машин и механизмов.
Известные поступательные приводы перемещения режущего инструмента имеют ограничения по скорости и ускорениям рабочего органа, связанными с мгновенными изменениями направления движения в крайних положениях.
Применение цепной передачи в поступательных приводах обрабатывающих станков позволяет наиболее просто осуществлять передачу вращения от двигателя к исполнительному механизму станка.
Цепные приводы имеют значительные тяговые усилия, допускаемый диапазон скоростей подач до 1 м/с, диапазон ускорений до 10 м/с2 и плавное изменение кинематических и динамических параметров в крайних положениях. Такие цепные приводы могут обладать необходимой гибкостью, бесшумностью, работой без вибрации и проскальзывания, амортизируют легкие точки и удары [2].
На рисунке 1 изображена схема реализации работы цепного привода, вращающего звездочки радиусом r, и натянутой на них цепью, на поводке которой подвижно закреплен режущий инструмент или любой производящий полезную работу орган.
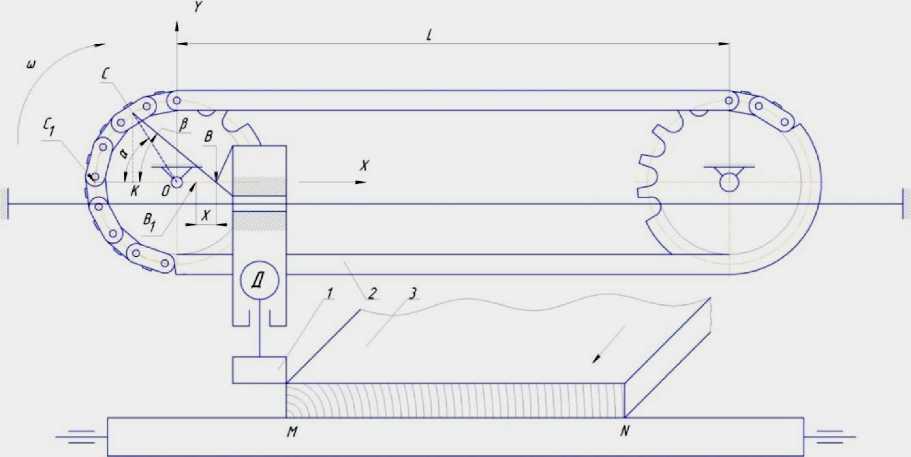
Рис. 1. Схема реализации работы цепного привода при обработке горизонтальных поверхностей: 1 – режущий инструмент; 2 – цепной привод; 3 – обрабатываемый материал
Из схемы видно, что цепную передачу в пределах поворота ведущей звездочки на один угловой шаг можно рассмотреть как плоско-рычажный механизм, в котором в данном мгновенном положении при входе режущего инструмента в крайнее положение отрезок ОС является кривошипом (длиной, равной радиусу звездочки r), а отрезок СВ – шатуном (поводком), который перемещает режущий инструмент 1 . Когда точка С при вращении звездочки находится в крайнем левом положении (точка С 1 ), инструмент перейдет в положение В 1 . При повороте кривошипа на угол α звено цепи переместится в точку С , а инструмент в точку В , при этом поводок CD составит с линией крайних точек угол β . Из рисунка видно, что перемещение х можно выразить формулой
x = r • ( 1 - cos a ) - 1 • ( 1 - cos p ) ,
где r – длина кривошипа ОС (радиус звездочки); l – длина шатуна (поводка) СВ.
В данном выражении угол β является неявным, поэтому выразим его через угол α. На схеме есть два треугольника с общим катетом СК. Находим катет СК и приравниваем его значения
r • sin a = l • sin 0.
Откуда получаем
r sin p = - • sin a . l
r
Применив правила тригонометрии sin в = у sin a , получим
cos в =
Разложим подкоренное выражение, и, отбрасывая третий член, выражение будет иметь вид
cos в = 1 -
Г г2
, И ■sin
л
a
J
Учитывая, что величины r и l по длине незначительно отличаются друг от друга, получим cos в = 1
sin2 a
С учетом вышеприведенных преобразований формула перемещений инструмента будет иметь вид:
Г
x = r •Q - cos a)-1 • 1 -1 +
V
sin a
x
= r •
r
1 - cos a
• 2 A sin a
—
V
2 J
.
Знак минус перед последним членом уравнения имеет место при расчете угла α при для левого крайнего положения, если же расчет вести от правого крайнего положения, то этот знак следует поменять на положительный [3].
Скорость движения инструмента выражается уравнением dx v = — dt
= r • sin a
V
—
sin a dx
2 J
dt
.
Известно, что da vn
— = ® = —
dt
.
r
Тогда скорость движения инструмента будет находиться как
v = v 0 • sin a
—
V
• 2 A sin a
?
J
,
где v 0 - окружная скорость звена цепи на звездочке.
n • n v0 =--r .
0 30
Ускорение инструмента, перемещаемого при обработке изделия на левых и правых краях, определяется как производная скорости по времени
dv / i\da
a = — = vn • (cosa — cos2a)—.
dt 0 dt
Подставив в выражение (13) выражение (10), получаем
v 2
a = — • ( cos a — cos 2 a ) . r
Из полученной формулы видно, что наибольшее ускорение получится в левом и правом крайних положениях и оно равно нулю, когда:
а=90°+в; 0=270°-^.
При работе цепного поступательного привода нельзя допускать изменения направления движения инструмента на обрабатываемом объекте. Такое изменение направления может вести за собой прижоги обрабатываемого материала и изменение шероховатости обрабатываемой поверхности. Поэтому в разрабатываемой схеме реализации работы цепного привода обрабатываемое изделие размещается между звездочками на ширине MN, тем самым обеспечивается выход инструмента.
Звено С цепи в крайних положениях движется по кривой траектории, описываемой уравнением
2 2 2
x 2 + y 2 = г 2 .
При равномерном вращении модуль скорости звена С на звездочках постоянен, и параметрическое уравнение годографа скорости имеет вид:
x = vv = x = — k • г • sin kt. x
У = vy = У = k ’ r ’ cos kt
Модуль полного ускорения через проекции на оси координат составит:
dv 2
av = —- =- k • r • cos kt ;
x dt dv a„ = —— = -k • r • sinkt;
y dt a = a2 + a2 = k2 • r = const. xy
Полное ускорение является нормальным по направлению к О при отсутствии касательного ускорения. Ускорение режущего инструмента, присоединенного через поводок к звену, также незначительно и приведено выше.
Графики изменения кинематических параметров представлены на рисунке 2.
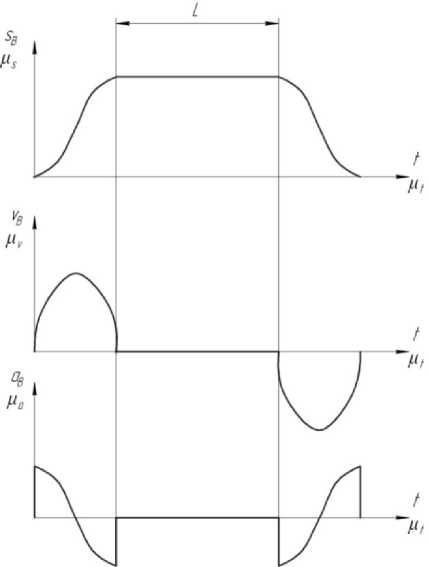
Рис. 2. Графическое изменение кинематических параметров цепного поступательного привода
Величина ускорений в крайнем левом и правом положениях при оптимальной угловой скорости звездочек в пределах 50–100 об/мин и диаметре 100 мм не превышает 10 м/с2, что позволяет перемещать значительные массы, включая обрабатывающий инструмент. Инерционные нагрузки, силы полезного сопротивления обеспечивают устойчивость поступательного привода, состоящего из цепи, звездочек, редуктора и приводного двигателя, проверенных практикой.
Выводы
-
1. Разработана методика расчета кинематических параметров цепного поступательного привода со значительными ходами перемещений рабочего органа.
-
2. Выполнены исследования, повышающие качество проектных решений, ускоряющих конструкторскую подготовку производства новых механизмов линейных перемещений для различных технологических процессов.
