Синтез структуры и свойств металломатричных композитов с наложением индукционного воздействия

Автор: О.А. Масанский, А.М.Токмин, А.Р. Масанская
Журнал: Материалы и технологии @mat-tech
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 (15), 2025 года.
Бесплатный доступ
В настоящее время развитие современной промышленности, как отечественной, так и зарубежной, требует разработки новых материалов с повышенными характеристиками физико-механических и эксплуатационных свойств. Это объясняется тем, что существующие на сегодняшний день материалы и технологии исчерпали свой ресурс для достижения заданных целей. Особый интерес в этом направлении представляют алюмоматричные композиционные материалы (АМКМ) с армированной гетерофазной структурой экзогенного и/или эндогенного происхождения. Основной задачей получения АМКМ – получение материала с новыми заданными свойствами и характеристиками. Разработка таких материалов дает возможность направленного выбора создаваемых свойств необходимых в конкретной области применения. Применение технологий, предусматривающих высокоэнергетическое воздействие в процессе структурообразования, позволяет управлять макрои микроструктурой, прочностными и эксплуатационными характеристиками для изделий различного назначения. Современное представление об эффективном управлении свойствами материалов основывается на возможности создания условий, которые могут радикально влиять на процессы самоорганизации структур. В статье приведены результаты исследования возможности получения металоматричного композитного материала на основе алюминия армированного частицами карбида кремния (SiC), в условиях высокоэнергетического индукционного воздействия, за счет электромагнитного перемешивания. Электромагнитное перемешивание (ЭМП) представляет собой перспективный метод, позволяющий достигать высокой степени однородности распределения армирующих частиц в металлической матрице. Данная технология использует силы, возникающие при взаимодействии переменного магнитного поля с индуцированными токами в расплаве, что приводит в движение металлический расплав. Это обеспечивает равномерное распределение армирующих частиц по объему сплава композиционного материала, предотвращая их агломерацию и седиментацию. Показано влияние технологических режимов на формирование структуры полученного алюмоматричного композитного материала.
Композитные материалы, алюмоматричные композитные материалы, армирующие частицы, электромагнитное перемешивание, карбид кремния
Короткий адрес: https://sciup.org/142245435
IDR: 142245435 | УДК: 621.762:669.715 | DOI: 10.24412/2617-149X-2025-1-40-49
Synthesis of the Structure and Properties of Metal-Matrix Composites with the Imposition of Inductive Action
Currently, the development of modern industry, both domestic and foreign, requires the development of new materials with enhanced physical, mechanical and operational properties. This is due to the fact that the materials and technologies currently available have exhausted their potential to achieve the set goals. Of particular interest in this area are aluminum matrix composite materials (AMCM) with a reinforced heterophase structure of exogenous and/or endogenous origin. The main task of producing AMCM is to develop a material with new specified properties and characteristics. The development of such materials makes it possible to select the desired properties for a specific application. The use of technologies involving high-energy effects in the process of structure formation makes it possible to control the macro- and microstructure, strength and performance characteristics for products for diverse applications. The contemporary concept of effective management of material properties is based on the possibility of creating conditions that can significantly affect the processes of self-organization of structures. The article presents the results of a study of the possibility of obtaining a metal matrix composite material based on aluminum reinforced with silicon carbide (SiC) particles under conditions of high-energy induction exposure through electromagnetic mixing. Electromagnetic mixing (EMM) is a promising method that allows achieving a high degree of uniformity in the distribution of reinforcing particles in a metal matrix. This technology uses the forces generated by the interaction of an alternating magnetic field with induced currents in the melt, which sets the metal melt in motion. This ensures uniform distribution of reinforcing particles throughout the volume of the composite material alloy, preventing their agglomeration and sedimentation. The influence of technological modes on the formation of the structure of the obtained aluminum-matrix composite material is shown.
Текст научной статьи Синтез структуры и свойств металломатричных композитов с наложением индукционного воздействия
Развитие промышленности создает потребность в разработке новых конструкционных материалов с повышенным комплексом физико-механических и эксплуатационных свойств. Это обусловлено тем, что применение имеющихся на сегодняшний день материалов и технологий их получения, для достижения требуемых характеристик, практически исчерпало свой ресурс.
Создание гетерогенных металлических материалов с заданным комплексом физико-механических свойств может быть реализовано благодаря применению комплексного подхода, сочетающего получение определенного химического состава, технологию получения и упрочняющую обработку. В результате этого возможно получение требуемого фазового состава и определенного структурного состояния композитных материалов. Свойства сплавов определяются не только химическим составом и микроструктурой, но и в значительной степени типом, размерами, формой и характером распределения фаз различной природы и происхождения [1, 2, 3].
В настоящее время особый интерес представляют металломатричные композиционные материалы (ММКМ). ММКМ относятся к литым композиционным материалам функционального и конструкционного назначения, состоящих из металлической основы (матрицы), армированной равномерно или заданным образом распределенными в ней тугоплавкими высокомодульными частицами экзогенного и/или эндогенного происхождения, не растворяющимися в металле матрицы при температурах получения и эксплуатации изделий. Целью создания таких композитов является получение материала с новыми заданными свойствами и характеристиками, отличными от свойств и характеристик исходных компонентов. Усиливающими или армирующими компонентами чаще всего являются порошкообразные, в т. ч. и наночастицы или волокнистые материалы различной природы. Армирующие частицы могут быть как искусственно введенными (экзогенно-армированные композиты), так и синтезированными непосредственно в матричном расплаве в процессах плавки и литья (эндогенно-армированные композиты) [4].
Согласно экспертным оценкам, основную долю литых композиционных материалов занимают материалы на основе алюминиевой матрицы, что в общемировом объеме производства металломатричных композитов составляет более 50 % (рис. 1) [5]. Значительными преимуществами алюминиевых сплавов в качестве матричных материалов для получения литых металломатричных композитов являются их высокие физические (теплопроводность, теплоемкость, малая плотность) и технологические (жидкотекучесть, усадка, обрабатываемость давлением и резанием) свойства, хорошая коррозионная стойкость, а также возможность варьирования механических и трибологических свойств за счет дополнительного легирования матричного сплава, совместимость с широким спектром различных армирующих компонентов и сравнительно малая дефицитность [6, 7]. По этой причине они находят все более широкое применение в различных отраслях промышленности: автомобильной, авиа- и ракетостроение, судостроительной и других.
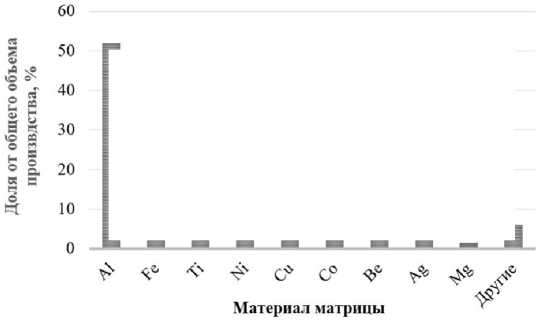
Рисунок 1 – Доля металломатричных композиционных материалов в зависимости от состава матрицы
Figure 1 – The proportion of metal matrix composite materials depending on the matrix composition
В качестве наполнителя наибольшее применение находят материалы, армированные дисперсными частицами карбида кремния (SiC) – около 19 % и оксидом алюминия (Al2O3) – около 10 % (рис. 2) [5].
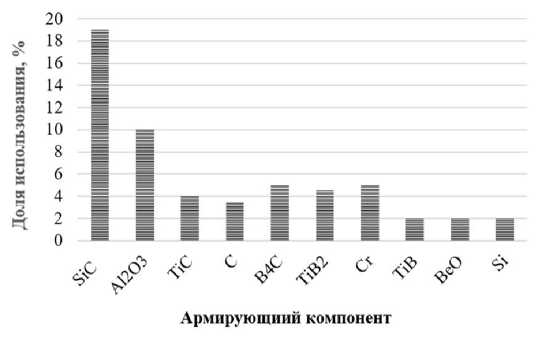
Рисунок 2 – Доля металломатричных композиционных материалов в зависимости от состава армирующего компонента
Figure 2 – The share of metal matrix composite materials depending on the composition of the reinforcing component
Анализ существующих на сегодняшний день технологий получения ММКМ: ультразвуковое замешивание, плазменная инжекция порошковых частиц, методы эндогенного армирования, инжекция струей инертного газа, механическое замешивание реакционно-активных порошков и др. позволяет сделать вывод, что используемые методы получения ММКМ не имеют стабильных результатов, а в некоторых случаях применимы только для отдель- ных видов ММКМ (по типу матрицы). Наиболее распространенным методом получения литейных ММКМ, является метод совмещения фаз путем энергичного перемешивания расплава матрицы с вводом в него дисперсных частиц или коротких волокон армирующих компонентов (рис. 3).
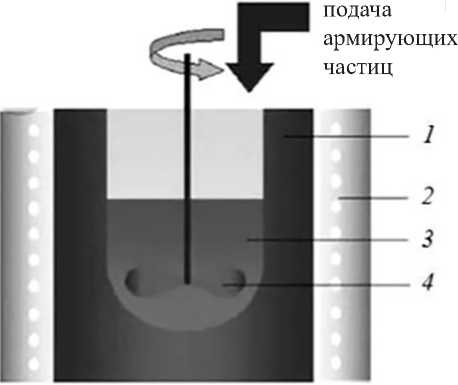
1 – тигель; 2 – печь; 3 – матричный расплав;
-
4 – импеллер
-
1 – crucible; 2 – furnace; 3 – matrix melt; 4 – impeller
Рисунок 3 – Схема получения металломатричных композиционных материалов методом механического замешивания
Figure 3 – Scheme of obtaining metal-matrix composite materials by mechanical mixing
Данный метод имеет ряд недостатков, к основным из которых можно отнести: интенсивное газо-насыщение расплава матрицы в процессе замешивания армирующих частиц, пористость полученных отливок, образование конгломератов из армирующей фазы и окисных пленок матричного материала, невозможность введения тонкодисперсной, в том числе наноразмерной, армирующей фазы, эрозионный износ лопастей импеллера.
Применение технологий, предусматривающих высокоэнергетическое воздействие в процессе струк-турообразования, позволяет управлять макро- и микроструктурой, прочностными и эксплуатационными характеристиками изделий различного назначения. Современное представление об эффективном управлении свойствами материалов основывается на возможности создания условий, которые могут радикально влиять на процессы самоорганизации структур [8, 9].
Существующие на сегодняшний день методы получения металломатричных композитных материалов не имеют стабильных результатов, а в некоторых случаях применимы только для конкретных материалов. Поэтому разработка новых технологий получения ММКМ, направленная на повышение экономической эффективности за счет снижения удельного веса деталей машин и оборудования, повышения прочностных характеристик, снижение линейного коэффициента температурного расширения, повышения жаропрочности, коррозионно- и износостойкости, тепло- и электропроводности и др. является актуальной задачей.
Целью настоящей работы является исследование возможности получения алюмоматричных композиционных материалов (АМКМ) на основе алюминия и его сплавов, армированных дисперсными частицами SiC в условиях высокоэнергетического индукционного воздействия. Провести исследования структуры и свойств полученных экспериментальных образцов АМКМ.
Материалы и методы исследования. Для получения экспериментальных образцов АМКМ в качестве материала матрицы использовали гранулированный алюминий технической чистоты марки А1 (ТУ 6-09-3742-87), сплавы на основе Al. В качестве армирующих частиц применяли SiC в виде порошка с размером фракции F120 (90–125 мкм). Получение экспериментальных образцов осуществлялось на индукционной установке УВГ2-25 мощностью 25кВт.
Методы проведения исследования полученных образцов АМКМ:
– металлографические с применением оптического микроскопа CarlZeissAxioVision, оснащенного устройством визуализации изображения;
– электронной микроскопии с применением электронного микроскопа JEOL JSM 7001F;
– энергодисперсионный и химический анализ в растровом электронном микроскопе JEOL JSM 7001F, оснащенном энергодисперсионным спектрометром фирмы OxfordInstruments;
– анализ твердости на приборе ТР5006 при нагрузке 980,7 Н, в качестве индентора был использован шарик из закаленной стали D = 2,5 мм.
Значение твердости определялось по формуле:
НВ = 2Р , МПа (1)
πD (D - √ (D2 - d2)
где Р – нагрузка, D – диаметр шарика, d – диаметр отпечатка.
ОСНОВНАЯ ЧАСТЬ
Образцы АМКМ были получены в условиях высокоэнергетического индукционного воздействия с применением высокочастотной индукционной установки транзисторного типа УВГ2-25 мощностью 25 кВт. Общий вид установки приведен на рисунке 4. Плавление шихты осуществлялось в керамическом тигле, который размещался внутри индуктора (рис. 4 б).

а (а)
б (b)
Рисунок 4 – Высокочастотная индукционная установка: а – общий вид; б – тигель с расплавом, размещенный в индукторе
Figure 4 – High-frequency induction unit: a – general view; b – crucible with melt placed in the inductor
Индукционный нагрев металлов основан на двух физических законах: законе электромагнитной индукции Фарадея-Максвелла и законе Джоуля-Ленца. Получение расплавов металлических материалов в условиях высокоэнергетического индукционного воздействия заключается в нагреве металла вихревыми токами, которые возбуждаются в нём переменным электромагнитным полем индуктора. На рисунке 5 приведена схема получения расплава в условиях высокоэнергетического индукционного воздействия.
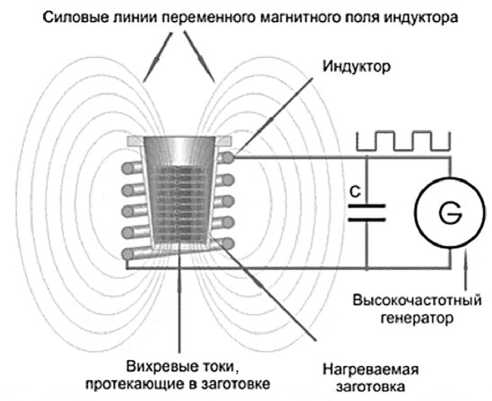
Рисунок 5 – Схема получения расплава в условиях высокоэнергетического индукционного воздействия
Figure 5 – Scheme of obtaining a melt under conditions of high-energy induction action
Кроме того, электромагнитное поле, взаимодействуя с вихревыми токами, создает объемную силу Лоренца, которая способствует перемешиванию расплава в условиях магнитной гидродинамики [10]. Интенсивность перемешивания расплава увеличивается с повышением циклической частоты. При этом повышается и скорость нагрева, за счет уменьшения толщин скин-слоя [11].
м
где ω = 2π·f – циклическая частота генератора; µ – магнитная проницаемость вещества; µ0 – магнитная постоянная; ρ – удельное сопротивление вещества.
Повышение скорости нагрева, за счет снижения толщины скин-слоя обусловлено тем, что для получения матричного расплава АМКМ был использован гранулированный алюминий (диаметр гранул
7–12 мм, толщина 2–3 мм), что значительно увеличивает удельную площадь нагреваемой поверхности, а, следовательно, и скорость нагрева.
Получение экспериментальных образцов осуществлялось по двум методам:
-
1. Армирующий компонент вводился в расплав алюминия при помощи «колокола», после чего производилось предварительное механическое замешивание в течение 15–20 секунд.
-
2. Исходные материалы для получения экспериментальных образцов перед плавлением подвергались предварительному брикетированию (без подогрева) на гидравлическом прессе с усилием 50 кН. Общий вид полученных брикетов приведен на рисунке 6.
Содержание армирующего компонента (SiC) составляло 15 % (по массе).

Рисунок 6 – Общий вид брикета после прессования Аl-SiC
Figure 6 – General view of the briquette after pressing Al-SiC
Брикетирование шихтового материала позволят распределить армирующий компонент (SiC) по объему АМКМ и исключить этап механического ввода армирующих частиц после расплавления материала матрицы. Введение армирующего компонента в расплав матричного материала при помощи «колокола» с последующим механическим перемешиванием может сопровождаться газонасыщением расплава и снижением механических и эксплуатационных свойств.
В ходе выполнения работы частота тока уменьшалась с 48 кГц до 38 кГц. После полного расплавления шихтового материала при частоте тока 48 кГц, перемешивание расплава осуществлялось в течение 1,5–2,0 мин. при температуре 900–950 ºС. С целью предотвращения осаждения частиц армирующей фазы SiC, плотность которой составляет 3,21 г/см3, частоту понижали до 38 кГц, что приводило к сни- жению температуры расплава близкой к температуре ликвидус алюминия, при этом перемешивание расплава продолжалось. После выключения индуктора, полученный расплав остается в тигле до полного охлаждения.
Образцы для проведения исследований вырезались из середины слитка, полученного АМКМ, в продольном и поперечном сечениях (рис. 7).

а (а)

б (b)
Рисунок 7 – Образцы для проведения исследований: а – общий вид; б – в продольном сечении; в – в поперечном сечении

в (с)
Figure 7 – Samples for research:a – general view; b – in longitudinal section; c – in cross section
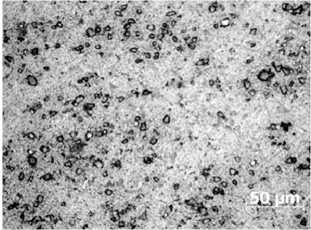
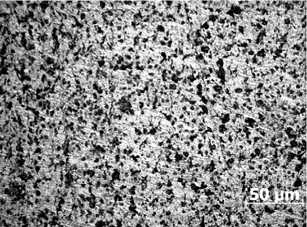
Микроструктура нетравленых АМКМ, полученных введением армирующего компонента в расплав матричного материала при помощи «колокола» с последующим механическим перемешиванием при- ведена на рисунке 8. Полученная структура характеризуется наличием равномерно распределенного армирующего компонента (темные частицы) по объему матрицы (серый фон).
а (а)
б (b)
Рисунок 8 – Структура алюмоматричных композиционных материалов с механическим замешиванием:
а – верхняя часть слитка; б – средняя часть слитка; в – нижняя часть слитка
в (с)
Figure 8 – Structure of aluminum matrix composite materials with mechanical mixing:
a – upper part of the ingot; b – middle part of the ingot; c – lower part of the ingot
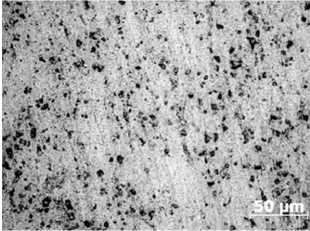
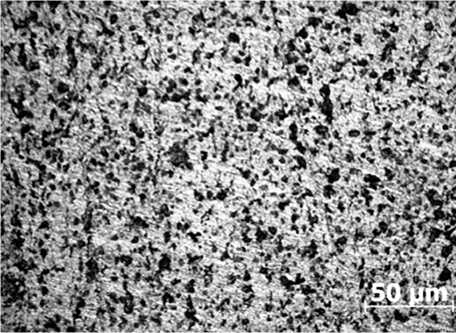
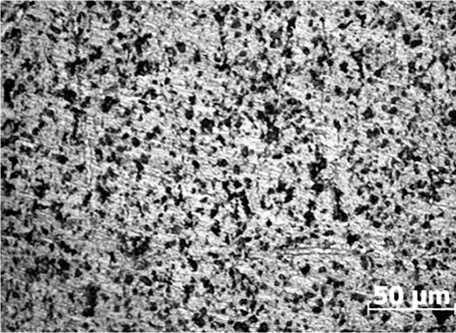
Микроструктура АМКМ, полученных с применением предварительно брикетированных компонентов, так же показывает равномерность распределения армирующих частиц по объему матричного материала (рис. 9).
В структуре полученных экспериментальных образцов наблюдается разница объемной доли армирующего компонента (см. рис. 8 и 9). Это связано с тем, что введение армирующего компонента при помощи колокола с последующим механическим замешиванием сопровождается образованием кон- гломератов SiC, которые частично смешиваются с оксидной пленкой алюминия, поднимаются на поверхность расплава и не участвуют в формировании структуры АМКМ. Предварительное брикетирование исключает этап принудительного распределения карбида кремния по объему расплава.
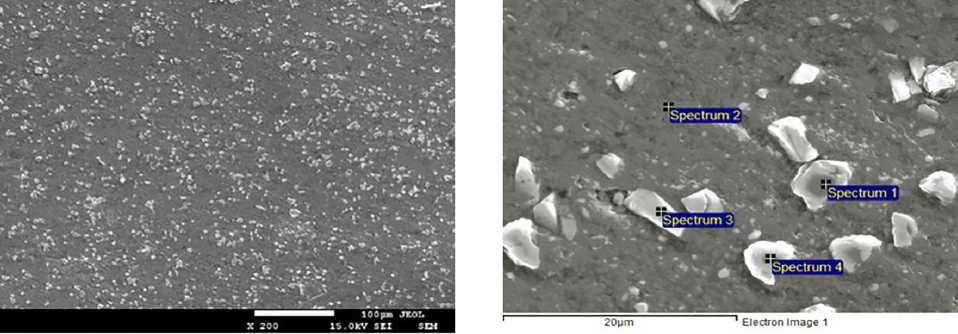
Результаты проведенного энергодисперсионного анализа (рис. 10) показывают, что химический состав исследованных включений, отмеченных спектрами 1, 3, 4 (рис. 10 б) соответствует составу SiC (табл. 1). Химический состав матрицы, спектр 2 – алюминий.
а (а)
Рисунок 9 – Структура алюмоматричных композиционных материалов с предварительным брикетированием: а – верхняя часть слитка; б – нижняя часть слитка
б (b)
Figure 9 – Structure of aluminum matrix composite materials with preliminary briquetting: a – upper part of the ingot; b – lower part of the ingot
а (а) б (b)
Рисунок 10 – Энергодисперсионный анализ:
а – общий вид электронно-микроскопического изображения; б – точечные спектры для определения химического состава
Figure 10 – Energy dispersive analysis: a – general view of electron microscopic image; b – point spectra for determining chemical composition
Таблица 1 – Химический состав алюмоматричных композиционных материалов в ат. %
Table 1 – Chemical composition of aluminum matrix composite materials in at. %
|
Химические элементы, ат. % |
Spectrum 1 |
Spectrum 2 |
Spectrum 3 |
Spectrum 4 |
|
C |
53,73 |
- |
45,59 |
50,87 |
|
Al |
0,64 |
100,0 |
1,92 |
- |
|
Si |
45,64 |
- |
52,49 |
52,49 |
Твердость экспериментальных образцов АМКМ, полученных методом механического замешивания, составляет 195–220 МПа, а с применением предварительного брикетирования 240–260 МПа (твердость алюминия марки А1 составляет 20 МПа). Твердость одного из наиболее широко применяемых в различных отраслях промышленности сплавов АМг5 составляет 70–75 МПа. Стоит отметить, что значение твердости является косвенным показателем предела прочности материала при статическом растяжении, а значит прочностные характеристики полученных экспериментальных образцов выше, чем у материала АМг5.
ЗАКЛЮЧЕНИЕ
Результаты проведенных исследований показали возможность получения ММКМ на основе алюминия в условиях высокоэнергетического индукционного воздействия с применением в качестве армирующих частиц карбида кремния в виде порошка. Металлографические исследования показали равномерность распределения армирующих частиц по объему композитного материала, что является решением одной из важных задач в формировании структуры литейных композиционных материалов. Предварительное брикетирование исходных материалов позволяет исключить этап механического замешивания и способствует сохранению большей доли армирующего компонента SiC в структуре полученного композита, что приводит к увеличению твердости и снижению себестоимости продукта. Проведенный энергодисперсионный анализ показал, что структура полученных образцов композиционного материала состоит из алюминиевой матрицы и дисперсных частиц карбида кремния. Отсутствие других фаз и структурных составляющих позволяет предположить, что растворение карбида кремния в расплаве матричного материала, с образованием новых фаз, не происходит.
