Система диспетчеризации опытного и мелкосерийного производства радиоэлектронной аппаратуры

Автор: Казанцев Михаил Александрович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Математика, механика, информатика
Статья в выпуске: 4 (50), 2013 года.
Бесплатный доступ
Рассмотрено применение исполнительной системы производства на примере реализации системы диспетчеризации производства ОАО «НПП «Радиосвязь». Проанализировано применение существующих систем, решающих задачи управления производством предприятия. Выявлены требования, предъявляемые к системе диспетчеризации опытного и мелкосерийного производства современного предприятия радиоэлектронной аппаратуры. Описан опыт создания системы диспетчеризации опытного и мелкосерийного производства трехуровневой архитектуры на базе веб-технологий. Подведены итоги внедрения системы диспетчеризации в работу ОАО «НПП «Радиосвязь», перечислен ряд преимуществ, которых удалось добиться после внедрения в работу такой системы.
Исполнительная система, диспетчеризация
Короткий адрес: https://sciup.org/148177153
IDR: 148177153 | УДК: 004.3
The system of the pilot and small-scale production scheduling of the radio-electronic equipment
In the present paper we give the description of the production executive system on the example of realization of the production dispatcher system of JSC NPP Radiosvyaz. The usage of the existing systems which can solve problems of the production management of the enterprise is analysed. The demands made to the system of the pilot and small-scale production scheduling of the modern enterprise of the radio-electronic equipment are revealed. The experience of the creation of the system of the pilot and small-scale production scheduling of three-level architecture on the basis of web technologies is described. The introductions of the scheduling system in JSC NPP Radiosvyaz work are summed up, a number of advantages which managed to achieve after introduction in work of such systems is listed.
Текст научной статьи Система диспетчеризации опытного и мелкосерийного производства радиоэлектронной аппаратуры
Для современных машиностроительных предпри- возможно только при наличии адекватной системы ятий основными являются задачи оперативного реа- управления предприятием [1]. гирования и принятия оптимального решения, что
Чтобы обеспечить конкурентоспособность, научно-производственные предприятия должны оперативно реагировать на потребности рынка, обеспечивать изготовление продукции в сроки, установленные в контрактах, проводить модернизацию изготавливаемой продукции, разрабатывать новые изделия и максимально быстро запускать их в серийное производство. Для обеспечения данных требований автоматизированная система управления предприятием должна способствовать выпуску продукции в соответствии с производственным планом, гибко реагировать на запуск в производство опытных образцов продукции, а также обеспечивать равномерную загрузку оборудования для своевременного выпуска деталей и сборочных единиц (ДСЕ) [2]. Задачи такого плана усложняются на предприятиях радиоэлектронной промышленности при малой серии, позаказном и опытном производстве. Это связано с тем, что сложные комплексы радиоэлектронных систем имеют длительные сроки изготовления, высокий уровень вхождений ДСЕ и зачастую, на этапе запуска в производство, имеют только маршрутную технологию. Все это приводит к тому, что на этапе производства добавляется большое количество изменений конструкторской и технологической документации и, как следствие, появляется большое количество производственных приказов, которые должны быть максимально быстро доведены до исполнителей для успешного выполнения производственных заказов и исключения затрат на изготовление деталей и блоков, снятых с производства. Для успешного выполнения заказов необходима возможность проведения анализа в различных разрезах и на разных этапах производства.
Одним из ведущих российских предприятий по разработке и серийному изготовлению наземных станций спутниковой и тропосферной связи, а также навигационных систем и комплексов является открытое акционерное общество «Научно-производственное предприятие «Радиосвязь». Предприятие обеспечивает разработку и серийное изготовление базовых станций спутниковой связи для систем Министерства обороны ЕССС-2 с учетом возможности широкого использования гражданских и коммерческих каналов связи [3; 4].
Все перечисленные факторы накладывают определенные требования к оперативному планированию производства такого предприятия, которые подчас недостаточно проработаны и реализованы в существующих системах.
Применение существующих систем, решающих задачи управления производством, таких как типовые версии «Гольфстрим» и «1С: Управление производственным предприятием», в условиях малой серии, позаказном и опытном производстве не обеспечивает всех необходимых функций.
Как следствие, для данных систем потребуется большой объем доработок и есть сложность обновления до следующих релизов данных программных комплексов, что соизмеримо с разработкой собственной системы диспетчеризации производства. Кроме того, на предприятии ранее были разработаны и успешно применяются, начиная с 2003 г., следующие системы:
-
– учет движения товароматериальных ценностей;
-
– управление закупками;
-
– учет деталей и сборочных единиц;
-
– планирование производства.
Интеграция данных модулей со сторонними системами планирования производства также накладывает дополнительные трудности. Поэтому было принято решение разработать собственную систему диспетчеризации производства.
Для разработки системы диспетчеризации производства была выбрана трехуровневая архитектура на базе веб-технологий, что обеспечивает кроссплат-форменность и низкие требования к производительности оборудования на уровне клиентских устройств, относительную легкость обновления и сопровождения программного обеспечения.
При проведении обследования предприятия радиоэлектронной промышленности (на примере ОАО «НПП «Радиосвязь») и анализа схем существующих бизнес-процессов управления производством (рис. 1) были выявлены основные требования к функциям разрабатываемой системы [6]:
-
– диспетчеризация производства – управление потоком изготавливаемых деталей по операциям, заказам, партиям, сериям, посредством рабочих нарядов;
-
– управление документами – контроль содержания и прохождения документов, сопровождающих изготовление продукции, ведение плановой и отчетной цеховой документации;
-
– отслеживание истории продукции – визуализация информации о месте и времени выполнения работ по каждому изделию. Информация должна включать отчеты: об исполнителях, технологических маршрутах, комплектующих, материалах, партийных и серийных номерах, произведенных переделках, текущих условиях производства и т. п.;
– сбор и хранение данных – взаимодействие информационных подсистем в целях получения, накопления и передачи технологических и управляющих данных, циркулирующих в производственной среде предприятия.
-
– анализ производительности – предоставление подробных отчетов о реальных результатах производственных операций. Сравнение плановых и фактических показателей.

Рис. 1. Схема прохождения информации об изготавливаемых ДСЕ
Для увеличения достоверности информации, облегчения работы производственного отдела, начальников цехов и мастеров участков была разработана система диспетчеризации производства, которую, в свою очередь, можно разделить на 3 основных компонента:
-
– обработка и доведение планов, допланировок и приказов до участков производственных цехов;
-
– написание приказов;
-
– участковые планы.
Кроме того, данная система имеет глубокую интеграцию с системой складского учета предприятия. Например, для серийно изготавливаемых узловых станций спутниковой связи среднее количество наименований ДСЕ 7000 шт., общим количеством 100– 110 тыс. шт., 2 000–3 000 наименований покупных комплектующих изделий и 2 000–3 000 наименований материалов с уровнем вхождения ДСЕ 15 и периодом изготовления 9 месяцев. Для данных изделий отработана технология изготовления и присутствует вся необходимая информация для планирования.
В качестве основы для работы системы диспетчеризации производства выступает номенклатурный план производства, полученный из системы АСУП предприятия. Содержимое плана включает перечень всех деталей и сборок планируемого изделия, цеховой маршрут изготовления каждой ДСЕ и ее трудоемкость. План формируется на заданный период времени (как правило, это квартал) с разбивкой по срокам изготовления, их может быть до четырех. Сроки выпуска каждой ДСЕ определяются в зависимости от трудоемкости ее изготовления и уровня ее вхождения в изделие.
План для последующей обработки спускается в производственно-диспетчерские бюро (ПДБ) цехов, в которых определяются участки изготовления ДСЕ и производится перенос информации о состоянии ДСЕ, находящихся в работе в данный момент, в новый уча- стковый план. Для изделий рассмотренного типа работникам ПДО нужно только провести план, что займет не более 5 минут рабочего времени.
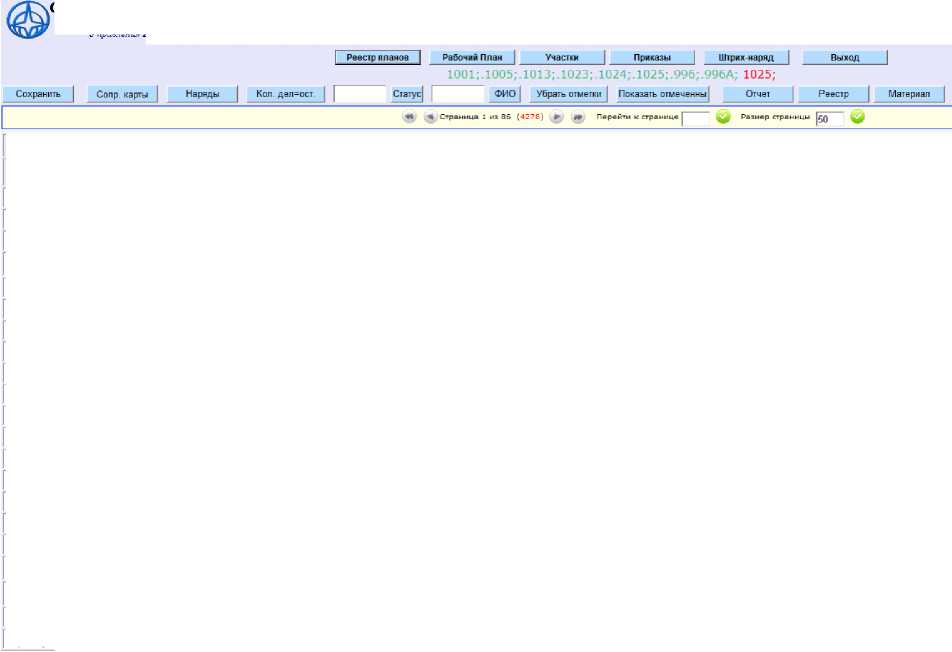
Мастера цехов работают с участковым планом (рис. 2), в котором присутствует вся необходимая информация для принятия решения об изготовлении конкретной ДСЕ. К такой информации относится: наличие материала, заготовки или входящих деталей на складе, срок, к которому должна быть изготовлена данная ДСЕ, количество по срокам и общая трудоемкость изготовления ДСЕ, цех-потребитель данной ДСЕ. Для срочных позиций предусмотрен специальный признак, который может быть автоматически выставлен на основании срочных приказов или в ручном режиме начальником цеха или мастером участка. Данная информация представлена в виде электронной таблицы с возможностью быстрого доступа к требуемым данным и для получения сопутствующих печатных форм, что значительно упрощает работу мастеров.
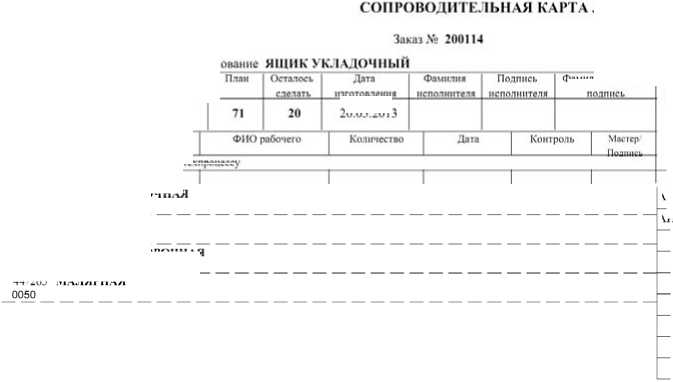
После принятия решения об изготовлении конкретной ДСЕ мастер цеха дает задание рабочему цеха. Если это первый цех по маршруту, то кроме производственного задания на основании технологической документации и плановой информации формируется сопроводительная карта (рис. 3, 4) на ДСЕ, которая сопровождает их по всему циклу изготовления. При выдаче рабочему необходимых материалов, заготовок или деталей в цеховой комплектации кладовщик на основании данного задания и штрих-кода рабочего (содержится в пропуске) производит списание со склада, и автоматически данным ДСЕ в участковом плане проставляется признак «в работе». Для сложного оборудования, такого как установка лазерного кроя, обрабатывающие центры и станки с ЧПУ, предусмотрены дополнительные статусы, позволяющие определить, на каком этапе изготовления находится ДСЕ.
Здравствуйте, Бехер ЭА
ОАО «ШШ «Радиосвязь»
Ле?мймати?к.ррваллые Системы Управления Предприятием
|
ft |
г- |
г- |
к |
г |
г |
г- |
г |
\ I ж Опер. I |
Г |
||||||||||||||||
|
г |
Г Заказ |
Т Инд |
Обозначение |
Цех |
Уч |
Код О1 |
02 |
Оз |
04 |
Ост. |
Ср |
ФИО | С По |
Статус |
дел. |
Кому |
СД. |
Дата |
Приказы кол./номер |
ТМуч. |
||||||
|
- |
233001 |
Н |
16*70*1500 |
3 |
02 |
0 |
2 |
2 |
□ |
|| || |
2 ;539; |
02 |
|||||||||||||
|
- |
233001 |
н |
16*70*700 |
3 |
02 |
0 |
1 |
1 |
□ |
II II |
1 ;539; |
02 |
|||||||||||||
|
г |
233001 |
н |
16*700*1500 |
3 |
02 |
0 |
1 |
1 |
г |
II II |
1 ;539; |
02 |
|||||||||||||
|
- |
- |
203401 |
Б |
Э4310-7482 Е^ |
3 |
02 |
0 |
0 |
□ |
|| || |
Приостанс |
— |
0 №3®" |
15 |
|||||||||||
|
- |
203401 |
Д |
34310-7507 |
3 |
02 |
0 |
1 |
1 |
г |
Косогоров || | |
В раб. |
1 |
1 ;258; |
14-02 |
|||||||||||
|
- |
203401 |
д |
34310-7509 |
3 |
02 |
0 |
1 |
1 |
□ |
Косогоров || | |
Не оконча |
1 |
22.04.13 |
1 ;258; |
14-02 |
||||||||||
|
- |
203401 |
д |
Э4310-7510 |
3 |
02 |
0 |
2 |
2 |
- |
[Косогоров || | |
В раб. |
2 ;258; |
14-02 |
||||||||||||
|
г |
203401 |
д |
Э4310-7563 |
3 |
02 |
0 |
0 |
г |
II II |
15.04.13 |
2 ;;402; |
45 |
|||||||||||||
|
г |
203401 |
д |
Э4310-7564 |
3 |
02 |
0 |
1 |
1 |
г |
II II |
1 ;;402; |
14-02 |
|||||||||||||
|
г |
203401 |
д |
Э4310-7568 |
3 |
02 |
0 |
0 |
г |
Il II |
2 |
16.03.13 |
2 ;;402; |
14-02-45 |
||||||||||||
|
г |
203401 |
д |
Э4310-7569 |
3 |
02 |
0 |
0 |
г |
Il II |
1 |
15.04.13 |
1 ;;402; |
02-45 |
||||||||||||
|
г |
203401 |
д |
Э4310-7570 |
3 |
02 |
0 |
0 |
г |
II II |
15.04.13 |
1 ;;402; |
02-45 |
|||||||||||||
|
- |
203401 |
д |
Э4310-7571 |
3 |
02 |
0 |
0 |
г |
II II |
Сдано |
15.03.13 |
1 /402; |
14-02 |
||||||||||||
|
- |
203401 |
д |
Э4310-7576 |
3 |
02 |
0 |
0 |
г |
|| || |
Сдано |
3 |
22.03.13 |
3 ;454; |
14-02 |
|||||||||||
|
- |
203401 |
д |
Э4310-7580 |
3 |
02 |
0 |
О' |
г |
II II |
Сдано |
1 |
20.03.13 |
1 ;454; |
14-02 |
|||||||||||
|
г |
203401 |
д |
Э4310-7581 |
3 |
02 |
0 |
0 |
г |
II II |
Сдано |
1 |
20.03.13 |
1 ;454; |
14-02 |
|||||||||||
|
г |
203401 |
д |
Э4310-7582 |
3 |
02 |
0 |
0 |
г |
II II |
Сдано |
1 |
20.03.13 |
1 <454; |
14-02 |
|||||||||||
|
г |
203401 |
Б |
Э4310-7583 g ‘ |
3 |
02 |
0 |
0 |
г |
Сдано |
— |
1 |
20.03.13 |
1 ;454; |
02 |
|||||||||||
|
г |
203401 |
Б |
Э4310-7606 5 " |
3 |
02 |
0 |
0 |
г |
Сдано |
— |
1 |
30.03.13 |
1 /529; |
02 |
|||||||||||
|
г |
203401 |
д |
Э4310-7607 |
3 |
02 |
0 |
0 |
г |
Il II |
Сдано |
1 |
03.04.13 |
1 /529; |
14-02 |
|||||||||||
|
г |
203401 |
д |
Э4310-7608 |
3 |
02 |
0 |
0 |
г |
II II |
Сдано |
1 |
03.04.13 |
1 ;529; |
14-02 |
|||||||||||

Рис. 2. Участковый план
|
Сопроводительная карта № 6342 ТМ:01-15 по пр |
ЭКРАН |
Приказы: |
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII *7070430* |
|||
|
УЭ7070430 |
Заказ |
План |
Ост. |
Дата |
Контролер |
Мастер |
|
200114 |
256 |
24 |
20.05.2013 |
|||
ЭКРАН ДЕТАЛЕЙ ИЗ ЗАГОТОВКИ: 5 НОРМА_РАСХОДА: 0.0029 БРОНЗА ЛЕНТА ДПРНТ 0.12X250 НД БР.Б2 ГОСТ1789-70
|
ТМ/Проф |
11аименование операции |
ФИО рабочего |
Количество/ дата |
Контроль |
Мастер/ Подпись |
|
Описание операции по техпроцессу |
|||||
03 /588 ОТРЕЗКА НА НОЖНИЦАХ |
03 . 653 СЛЕСАРНАЯ
44 / 768 ВСПОМОГАТЕЛЬНАЯ
01 / 755 ТЕРМИЧЕСКАЯ
03 / 653 СЛЕСАРНАЯ
44 / 768 ВСПОМОГАТЕЛЬНАЯ
01 1 755 ТЕРМИЧЕСКАЯ |
44 058 ГАЛЬВАНИЧЕСКАЯ
3-44-1-3-44-1-44-47
Рис. 3. Сопроводительная карта для деталей
IIIIIIIIIIIIUIIIII
Наименование операции
ГМ Проф
Б УЭ6875129
Цех______ F
Клеи, компаунды, применяемые в процессе с6орки(наименопа1п<е)
Сборка
изготовления
20.05.2013
Кол-во О
Приказы:
ЛСТЗО152700452
ЛСТ 32117600202
УЭ4406004
УЭ6103099
УЭ6177П2
УЭ8123060
УЭ8953019-02
УЭ9250332
УЭ9250444
Обозначение входяших материалов, полуфабрикатов, комплектующих изделий
Рис. 4. Сопроводительная карта для сборочных единиц
Описание операции по техпроцессу
03 176 КОМПЛЕКТОВОЧНАЯ 0010
15 540 РЕЦЕПТУРНАЯ 0020
03 653 СЛЕСАРНО-СЬОРОЧНАЯ 0030
~44 265 МАЛЯРНАЯ
Фамилия мастера,
ТМ:02
ТМ по пр.:
Наименование входящих материалов, комплектую ши х

Задание №
Выдало заготовок
Талон рабочею
Бригада 15
Бригада 15 [фамилия рабочего;
По серии Исполнить до
УЭ 7070430
□ьо^мвиие *ерте-а
УЭ 7070430
ТТлАнирОвщик ПДЬ нормировщик
Мастер
Дикая К. _____ Зыбрев А.Ю.
18.01.13
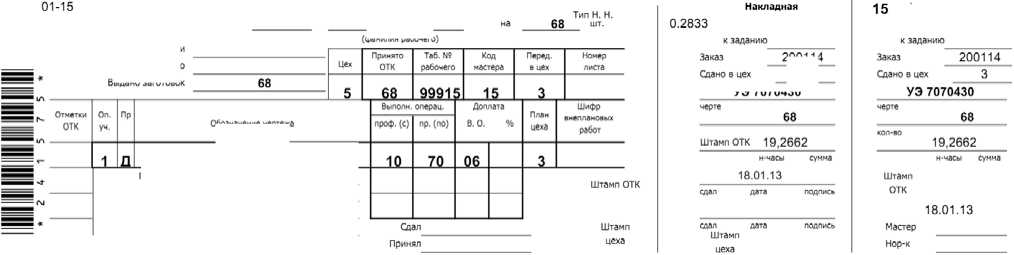
Рис. 5. Наряд на выполнение работ
2001 14 3
УЭ 7070430
После выполнения задания рабочим, мастером участка в автоматизированной системе формируется «наряд» (рис. 5), который является основанием для начисления заработной платы рабочим. Для облегчения последующей обработки «нарядов» на них печатается штрих-код, считывание которого на каждом этапе изготовления ДСЕ позволяет автоматизировано проследить путь продвижения в производстве. Для мастеров, экономистов и начальников цехов предусмотрены сводные отчеты по объемам работ, выполненных рабочими подразделения за требуемый период времени.
Наряд на выполнение конкретных операций вместе с ДСЕ идет в следующий по маршруту цех, в котором кладовщик делает отметку о получении. Кроме того, наряд проходит ПДБ цеха, в котором все проходящие наряды сканируются для контроля прохождения и ускорения обработки следующих участковых планов. После обработки в ПДБ наряды передаются в АСУП.
Кроме плановых позиций, для опытного производства характерно большое количество внеплановых заданий, служебных записок в дополнение и изменение плана и отсутствие необходимой информации для запуска ДСЕ в производство. Данная проблема решается в модуле «Написание приказов». В этом модуле работники ПДО на основании входящих документов формируют производственные приказы, в которых указывается вся необходимая для изготовления ДСЕ информация, такая как маршрут изготовления и необходимые материалы. Для ДСЕ, информация на которые присутствует в информационной системе предприятия, реквизиты заполняются автоматически, а для новых ДСЕ эти реквизиты заполняются на основании данных отдела главного технолога. Приказы могут быть как на увеличение, так и на уменьшение плана, а также на изменение технологии производства. Кроме того, в рамках работы производственного плана возможны допланировки (запуск в производство новых заказов в период действия текущего плана). Доплани-ровки и приказы также проходят через ПДБ, которое, в свою очередь, спускает их до участков цехов.
Так, для разрабатываемой перспективной станции, комбинирующей в своем составе комплекс тропосферной и спутниковой связи, через планы было доведено 860 наименований ДСЕ. Остальная часть ДСЕ была проведена через производственные приказы и содержала 659 наименований.
После внедрения системы диспетчеризации производства на ОАО «НПП «Радиосвязь» значительно увеличилась прозрачность и достоверность получения информации о состоянии производства ДСЕ, уменьшился объем бумажного документооборота. Также облегчилась работа мастеров, связанная с принятием решения о начале изготовления ДСЕ и выдаче сопроводительной документации. За счет внедрения систе- мы ПДО получило эффективные механизмы своевременного доведения информации об изменении состава изделий до исполнителей. Как следствие, был минимизирован риск изготовления ДСЕ, выведенных из конструкторской документации. Все это в совокупности помогает обеспечить выполнение производственных планов в установленные сроки.
