Система оперативного планирования (MES-система) механообрабатывающего производства авиастроительного предприятия
 механообрабатывающего производства авиастроительного предприятия")
Автор: Полянсков Юрий Вячеславович, Китаев Владимир Логинович, Гисметулин Альберт Растемович, Зайкин Михаил Александрович, Лотоцкий Артем Михайлович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-4 т.15, 2013 года.
Бесплатный доступ
В статье рассмотрена возможность использования систем оперативного планирования (MES -систем) на авиастроительных предприятиях, рассмотрены критерии для оптимизации загрузки технологического оборудования, описаны состав и структуры технологических справочников
Система оперативного планирования, mes-система, внутрицеховое планирование, загрузка оборудования, технологический процесс
Короткий адрес: https://sciup.org/148202388
IDR: 148202388 | УДК: 658.51
Operational planning system (MES-system) machining production aircraft building enterprises
The article describes the use of operational planning (MES-systems) in the aircraft manufacturing companies, considers the criteria for calculating the schedule of the equipment work process, describes the composition and structure of the technological directories
Текст научной статьи Система оперативного планирования (MES-система) механообрабатывающего производства авиастроительного предприятия
ных с цеховым планированием, а значит и увеличения эффективности работы производства является использование систем оперативного управления производством (MES-систем).
На рис. 1 представлена схема системы планирования авиастроительного предприятии.
Годовая производственная программа формируется планово-экономическим управлением согласно заключенным договорам на поставку продукции. Производственно-диспетчерское управление, в соответствии с договорами, оформляет производственный график сборки агрегатов изделия и график закрытия групп опережения. Данные графики заносятся в главный информационный вычислительный центр (ГИВЦ). Сформированный системой планирования верхнего уровня план производства спускается в цех планово-диспетчерскому бюро для его проработки на предмет обеспеченности позиций плана материалом, заготовками и оснасткой, а также совместно с цехами-потребителями устанавливаются сроки выпуска и сдачи партий деталей. План прорабатывается до 1 числа следующего месяца и утверждается главным диспетчером предприятия. По утвержденному плану производства плановик планово-диспетчерского бюро производит запуск деталей мастерам, за которыми закреплена данная номенклатура
К недостаткам существующей системы планирования можно отнести следующее:
-
. длительность сроков проработки плана;
-
. недостоверные сроки изготовления деталей;
-
. отсутствие проработанного по срокам производственного плана по участкам;
-
. некорректное распределение номенклатуры по участкам;
-
. распределением заданий по рабочим местам занимается мастер;
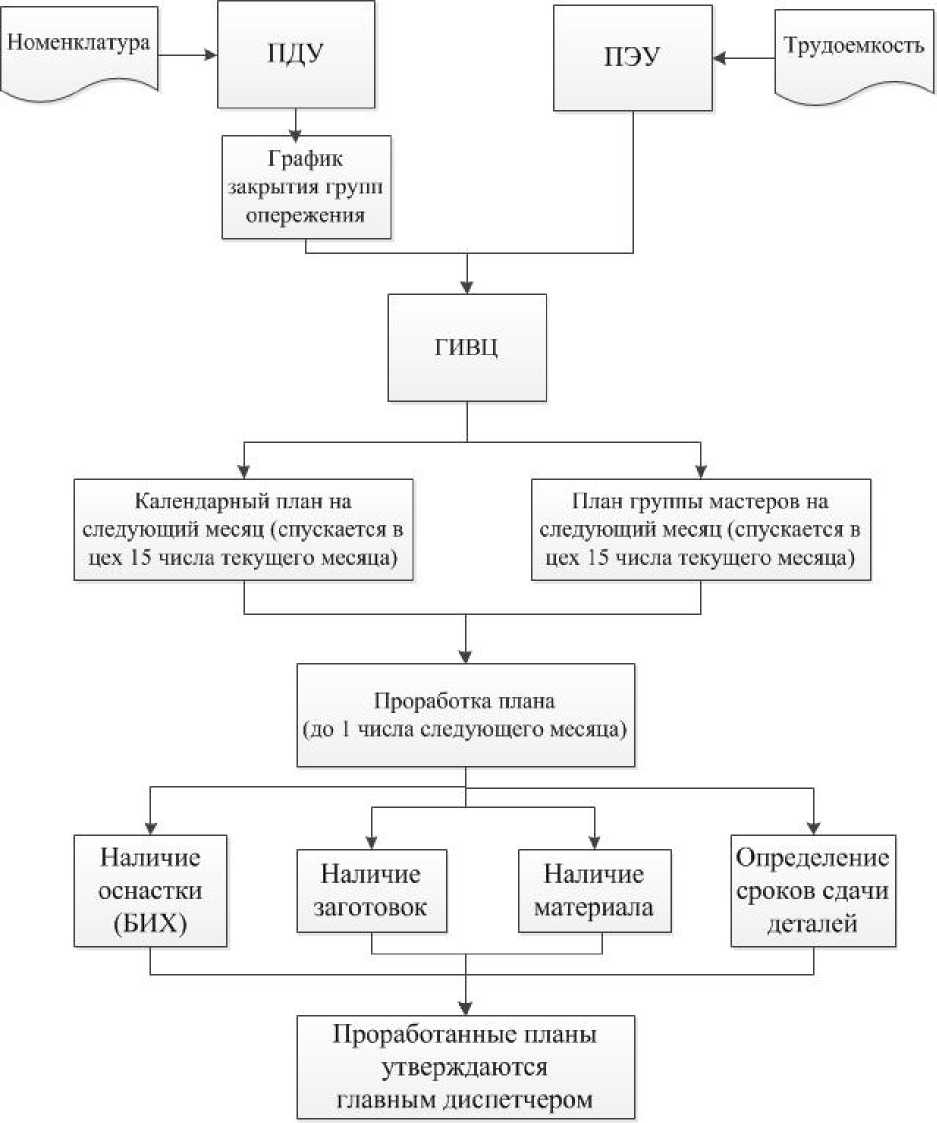
Рис. 1. Система планирования механообрабатывающего производства
-
. невозможно определить незавершенное производство;
-
. неоптимальная загрузка цехового оборудования;
-
. отсутствует информация о наличии технологической оснастки;
-
. невозможно в короткий срок получить данные о фактической готовности деталей.
Оптимальный производственный план позволяет повысить фондоотдачу цехового оборудования, следовательно, уменьшится производ- ственный простой оборудования, сократится производственный цикл. Как правило, стоимость станко-часа простоя оборудования значительно выше, чем стоимость нормо-часа, закрепленного за ним рабочего.
В настоящее время проводится пилотное внедрение MES-системы на ЗАО «Авиастар-СП». В качестве тестовой системы взята российская разработка – MES «Фобос». Это система применяется для машиностроительных предприятий с мелкосерийным и единичным типом производ- ства. К преимуществам MES-системы «Фобос» следует отнести:
-
1. MES «Фобос» разработана российскими авторами для российских условий производства.
-
2. Сравнительно невысокая стоимость внедрения MES «Фобос» (зарубежные аналоги оцениваются на порядок дороже).
-
3. Возможность модернизации и интеграции. Базы данных открыты. Заказчик может использовать их для написания своих собственных программных модулей для MES «Фобос».
Авиастроительное производство обладает следующими специфическими особенностями по сравнению с другими машиностроительными предприятиями, которые накладывают свой отпечаток на процесс внедрения MES-системы:
-
1) большое количество продуктовых проектов и реализуемых программ. Так механообрабатывающий цех, на базе которого выполняется пилотный проект, изготавливает детали на изделия Ил-476МД-90А, Ан-124 «Руслан», Ту-204 и его модификации, МС-21, а также детали для реверса и сопла;
-
2) многоуровневое управление (межцеховое, внутрицеховое, внутриучастковое управление);
-
3) множество направлений планирования, учёта и планово-учётных единиц;
-
4) необходимость согласованного управления на уровне связей производителя с поставщиками и заказчиками. ПДБ цеха проставляет сроки подачи заготовок и материалов цехам-поставщикам и управлению материально-технического снабжения;
-
5) большое количество сопроводительной документации, оформляемой вручную;
-
6) многономенклатурность. Номенклатура пилотного цеха составляет более 10 тысяч пози-
- ций. Максимальная номенклатура одного из цехов заготовительно-штамповочного производства более 33 тысяч;
-
7) длительные производственные циклы. Трудоемкость изготовления некоторых деталей превышает 2000 нормо-часов;
-
8) большой удельный вес технической и технологической подготовки производства:
-
. проработка плана на один месяц занимает порядка 15 дней;
-
. изготовление оснастки отстает от сроков изготовления деталей;
-
9 ) многообразие технологических процессов – заготовительные, сварочные, литейные, механообрабатывающие, сборочные, гальванические и т.д.;
-
1 0) изготовление симметричных деталей, партии деталей должны производиться на одном оборудовании последовательно.
Для оптимизации каждого из типов производств в MES «Фобос» существует возможность задать свои критерии расчета расписания (рис.2). Также существует возможность выбора нескольких критериев одновременно в зависимости от потребности производств. При разработке и внедрении MES систем основное внимание должно быть уделено уточнению критериев оптимизации и повышению качества построения производственных планов [1, 2]. Например, выбор в качестве критерия загрузки оборудования механообрабатывающего производства, «Min количество переналадок» обеспечит выполнение обработки детали на одном оборудовании.
Любая информационная система эффективно работает только при наличии корректной исходной информации. Для создания MES-системы необходимо иметь комплекс технологических справочников определенной структуры:
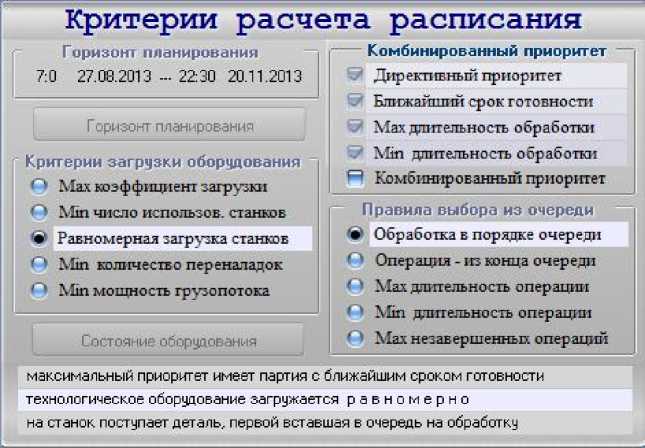
Рис. 2. Критерии оптимизации производственного расписания в MES “Фобос”
-
. справочник «Технологический процесс»;
-
. справочник «Технологическое оборудование»;
-
. справочник «Технологическая оснастка»;
-
. справочник «Инструмент»;
-
. справочник «Материал»;
-
. справочник «Заготовки»;
-
. справочник «Номенклатурный план»;
-
. справочник «Покупные изделия»;
-
. справочник «Незавершенное производство»;
-
. справочник «Рабочие. Рабочее время»;
-
. справочник «Планово-предупредительный ремонт»;
-
. справочник «Комплектующие»;
-
. справочник «Цикл изготовления деталей»;
-
. справочник «Управляющие программы».
Справочники MES-системы «Фобос» несут в себе практически всю исходную информацию, необходимую для функционирования системы. Другая часть информации поступает непосредственно из системы планирования верхнего уровня. Многие из технологических справочников уже существуют на предприятии, но требуют доработки структуры данных.
Справочник «Технологический процесс» является одним из главных, на основании которого составляется плановое задание на рабочее место.
Наличие технологических процессов на предприятии только на бумажных носителях потребует разработки единой базы данных для конвертации в MES-систему.
Продолжительность процесса внедрения MES-системы может быть существенно сокращена при условии наличия на предприятии технологических процессов в электронном виде. Это достигается применением систем автоматизированного проектирования технологических процессов (САПР ТП). В настоящее время применяются следующие САПР ТП:
-
1. Вертикаль;
-
2. ТехноПРО;
-
3. NATTA;
-
4. TechCard;
-
5. Timeline.
Некоторые предприятия сами разрабатывают системы автоматизированного проектирования ТП, так на ЗАО «Авиастар-СП» используется системы «ТЕМП-2» и «Проект-ТП».
Исходные данные для справочника «Номенклатурный план» формируются ERP-системой. Плановая дата запуска детали должна определяться, исходя из приоритетов партии запуска. Плановая дата выпуска детали должна определяться, исходя из цикла изготовления детали. Данный справочник позволяет сформировать
Таблица 1. Реквизитный состав справочника “Номенклатурный план”
|
Имя поля |
Тип данных |
|
Номер цеха |
Числовой |
|
Код изделия |
Числовой |
|
СТК |
Числовой |
|
Группа опережения (ГО) |
Числовой |
|
Подгруппа опережения (ПГО) |
Числовой |
|
Номер детали |
Числовой |
|
Цех-поставщик заготовки |
Числовой |
|
Применяемость детали |
Числовой |
|
Номера плановых машин |
Числовой |
|
Количество деталей |
Числовой |
|
Наименование материала |
Строковый |
|
Код материала |
Числовой |
|
Код заготовки |
Числовой |
|
Норма материала |
Числовой |
|
Количество материала |
Числовой |
|
Трудоемкость 1 шт. |
Числовой |
|
Планов ая трудоемкость |
Числовой |
|
Планов ая дата запуска |
Дата |
|
Планов ая дата выпуска |
Дата |
|
Цех-потребитель |
Числовой |
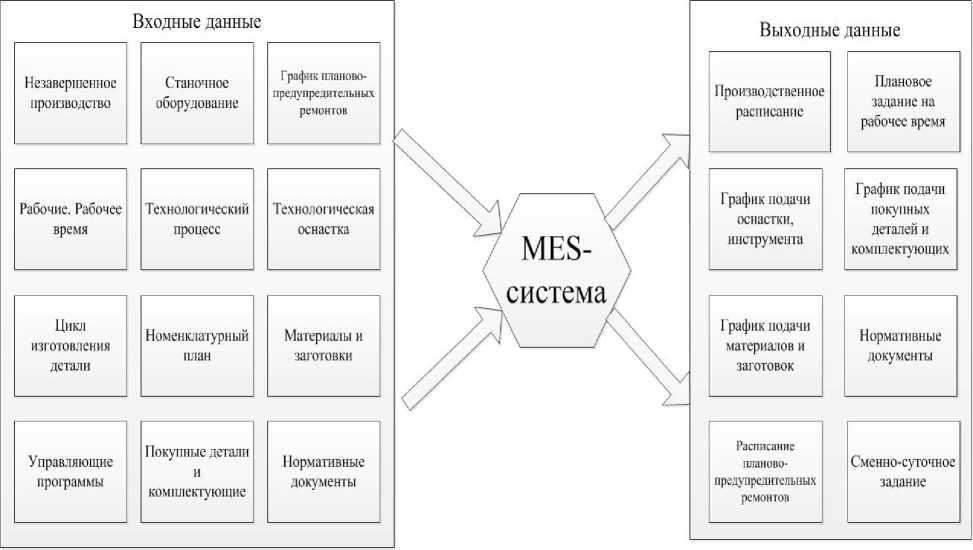
Рис. 3. Входные и выходные данные MES-системы
структуру данных для расчета производственного расписания с помощью MES-системы. В таблице 1 дан реквизитный состав справочника «Номенклатурный план».
Так как при создании MES-системы «Фобос» она была ориентирована на машиностроение, то в ней отсутствуют некоторые понятия присущие авиастроению, например «применяемость», «сборочно-технологические комплекты (СТК)», «группа опережения», «подгруппа опережения» и другие. Это потребовало внесения корректив в настройку системы.
Системы оперативного планирования находятся в самом центре единого информационного пространства предприятия, поскольку связывают управление ресурсами с производственными процессами. Они аккумулируют все информационные потоки, характеризующие текущее состояние производственного процесса (рис.3). Источником информации для функционирования MES-системы является АСУТП предприятия. Как уже говорилось, основой для изготовления каждой позиции номенклатурного плана является технологический процесс. На предприятии ЗАО «Авиастар-СП» основная часть технологического процесса создается в технологическом бюро цеха меха нообрабатывающего производства. Если в технологическом процессе используются операции по обработке деталей на оборудовании с числовым программным управлением, то эту часть подготавливает отдел главного технолога по разработке управляющих программ. Процессом нормирования технологических операций занимается бюро труда и заработной платы цеха, которая вносит данные о времени выполнения только тех операций, которые выполняются в данном цехе. Операции, выполняемые по кооперациям в других цехах, нормируют соответствующие службы, закрепленные за данным цехом.
Одним из условий успешного функционирования MES-системы является закрепление каждой технологической операции за определенным оборудованием или группой взаимозаменяемого оборудования. Система также должна содержать пооперационные нормативы маршрута изготовления детали.
В результате внедрения MES-системы на предприятии планируется достигнуть следующих показателей:
-
. до 40-50 % - увеличение скорости прохождения заказов;
-
. на 30-40 % - повышение коэффициента загрузки станков;
-
. на 25-30 % - снижение объемов незавершенного производства.
Работа выполнена в рамках государственного задания Министерства образования и науки Российской Федерации.
Список литературы Система оперативного планирования (MES-система) механообрабатывающего производства авиастроительного предприятия
- Леньшин В.Н., Куминов В.В., Фролов Е.Б., Будник Р.А. Производственные исполнительные системы (MES) -путь к эффективному предприятию//М.: САПР и графика. 2003. № 6.
- Загидуллин Р.Р. Вопросы синтеза математических моделей оперативно-календарного планирования. М.: Технология Машиностроения. 2006. № 1. C.76-78.
