Система управления температурой муфельной электропечи с адаптивным регулятором температуры

Автор: Воронцов Евгений Юрьевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургическая теплотехника и теплоэнергетика
Статья в выпуске: 1 т.19, 2019 года.
Бесплатный доступ
Представлена модель адаптивной системы управления температурой муфельной электропечи сопротивления (ЭПС) типа МП-2УМ, реализованная в программной среде MATLAB. Основу модели системы составляет блок электропечи, разработанный с использованием данных, полученных в результате эксперимента, проведенного на действующей полупромышленной ЭПС типа МП2-УМ, а также с использованием линейных моделей объектов и дискретной активной идентификации. В модели реализованы ввод исходных данных процесса термообработки и обрабатываемого металла с использованием блока задания температурного режима печи, расчет температуры нагреваемого металла с использованием показаний эффективной температуры печи, определяемой термопарой и температурой пирометра, имитация графиков изменения температуры внутри камеры печи и график изменения коэффициента передачи настройки ПИД-регулятора, тем самым решаются задача оптимального управления тепловыми режимами электропечи по выбранным критериям и задача информационного обеспечения, позволяющая технологу более точно проводить процесс термообработки, предоставляя ему дополнительную информацию, недоступную для прямого измерения. Рассмотрена работа созданной модели системы на примере отжига прутка из сплава технического титана марки ВТ1-0, широко используемого при изготовлении различных изделий, соответствующего жестким требованиям эксплуатационных характеристик. Данная модель также может быть использована для обучения персонала предприятий промышленного металлургического комплекса с целью повышения их квалификации и уровня профессиональной подготовки, а также в учебном процессе для высших учебных заведений.
Настройка, эмулятор, адаптация, электропечь сопротивления, температура
Короткий адрес: https://sciup.org/147232532
IDR: 147232532 | УДК: 62-551.454 | DOI: 10.14529/met190110
Control system of temperature muffle furnace with adaptive temperature controller
The article presents a model of the adaptive temperature control system of the muffle electric resistance furnace (ERF) of the MP-2UM type, implemented in the MATLAB software environment. The basis of the system model is the electric furnace unit, developed using data obtained from the experiment conducted on the operating semi-industrial ERF type MP2-UM, as well as using linear models of objects and discrete active identification. The model includes input of the initial data of the heat treatment process and the processed metal using the temperature control unit of the furnace, calculation of the temperature of the heated metal using the readings of the effective temperature of the furnace determined by the thermocouple and the temperature of the pyrometer, simulation of graphs of the temperature change inside the furnace chamber and the graph of the change of the transmission coefficient of the PID controller settings, thereby solving the problem of optimal control of the thermal modes of the electric furnace according to the selected criteria and the problem of information support., allowing the technologist to more accurately carry out the heat treatment process, providing him with additional information that is not available for direct measurement. The work of the created model of the system is considered on the example of annealing a rod of technical titanium alloy grade VT0-1, widely used in the manufacture of various products that meet the stringent performance requirements. This model can also be used to train personnel of enterprises of the industrial metallurgical complex in order to improve their skills and level of professional training, as well as in the educational process for higher education institutions.
Текст научной статьи Система управления температурой муфельной электропечи с адаптивным регулятором температуры
Современная тенденция развития систем регулирования характеризуется внедрением адаптивных систем и широким использованием компьютерных систем поддержки принятия решений в АСУ ТП, в основу которых положены методы математического моделирования. Задача создания математических моделей, работающих в составе систем управления нагревом в электропечах сопротивления, является актуальной для металлургии, машиностроения и других отраслей промышленности. В этом случае с помощью математических моделей технологического процесса и соответствующих методов и алгоритмов решается задача близкого к оптимальному управлению тепловыми режимами печи по выбранным критериям. Кроме того, решается задача информационного обеспечения, позволяющая технологу более точно проводить процесс термообработки, предоставляя ему дополнительную информацию, недоступную для прямого измерения [1]. При этом в технологическом плане ставится задача нагрева до заданных температур за определенное время, обеспечения требуемой равномерности нагрева, снижения угара металла.
Одним, из основных аспектов применения виртуальных моделей является их использование в учебном процессе высших учебных заведений, обучающих по технологическим направлениям, а также для обучения персонала предприятий металлургического комплекса с целью повышения их квалификации и уровня профессиональной подготовки [2].
Для решения указанной задачи нами предложена модель адаптивной системы управления температурой муфельной ЭПС МП-2УМ. Для исследования и реализации способа адаптации регулятора используются как линейные модели объектов, так и модели дискретной активной идентификации [3].
В качестве программного средства для моделирования использованы система MATLAB, а также пакет символьной математики Maple, которые на сегодняшний день являются одними из самых высокоэффективных математических инструментов [4–7].
Структурно модель адаптивной системы управления муфельной электропечи МП-2УМ состоит из:
-
– блока электропечи;
-
– блока задания температурного режима печи;
-
– блока расчета температуры металла;
-
– блок ПИД-регулятора.
Блок печи представляется динамической моделью первого порядка с запаздыванием. Для определения параметров модели электропечи были использованы данные, полученные в результате эксперимента, проведенного на действующей однозонной муфельной ЭПС МП-2УМ, расположенной на термическом участке электромеханического цеха ЗАО «Уралкабель» (г. Екатеринбург, Свердловская область).
Для обработки экспериментальных данных были использованы инструментарий Curve Fittng Tool из среды MATLAB (рис. 1), а также соответствующие средства из Maple.
В качестве аппроксимирующих кривых разгона были использованы переходные функции линейных объектов первого и второ- го порядков:
h l ( t ) = K 1 1 - exp [- T jj ;
( 71
-
* 2 ( t ) = K 1 - 7^
V T 3 T 4
( t ) exP +
V T 3 j
T 4
T 3 — T 4
( exp
V

которым соответствуют передаточные функции:
K
W 1 ( p ) = ( T^ ;
-
W 2 ( P ) = T .
( T3 p + 1 )( T 4 + 1 )
Блок ПИД-регулятора включает в себя расчет коэффициента теплоотдачи и нелинейной постоянной времени, а также определение параметров настройки регулятора по методу Копеловича для апериодического процесса.
Блок задания температурного режима печи применяется для задания двухступенчатого режима работы печи.
Блок расчета температуры металла включает в себя расчет температуры металла с использованием показаний эффективной температуры печи, определяемой термопарой и температурой пирометра [3] в соответствии с формулой
9 4 "9 4Ф ( 1 -= м )
° M = 4 ------------------.
S m
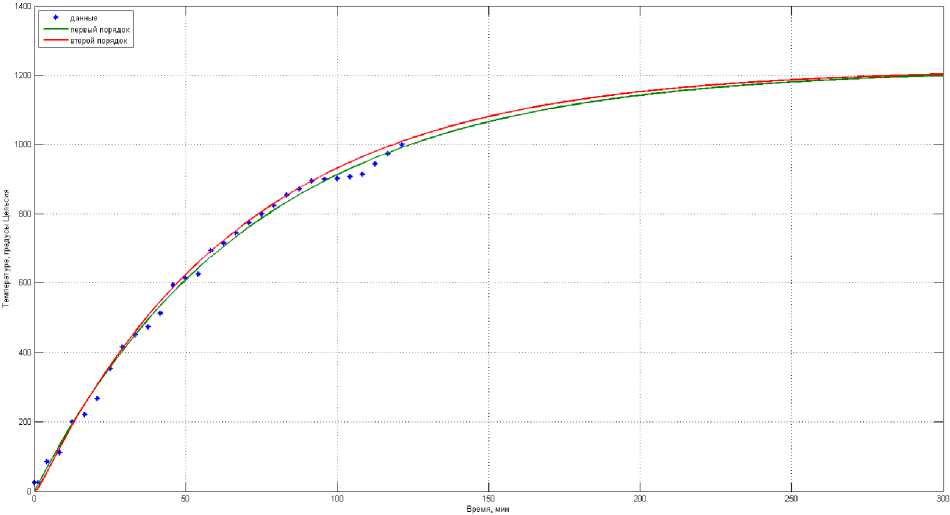
Рис. 1. Графики кривой разгона муфельной ЭПС МП-2УМ
Вывод результатов моделирования производится с помощью блока виртуального осциллографа, отображающего графики температуры внутри рабочей камеры печи, а также графики изменения параметров настройки ПИД-регулятора (коэффициента передачи K ). Для наглядного восприятия тренажера-эмулятора создадим графическую маску отдельных блоков модели.
Окончательный вид модели адаптивной системы управления в среде MATLAB/Simulink представлен на рис. 2.
Рассмотрим работу созданной модели на примере отжига прутка из сплава технического титана марки ВТ1-0. Данный титановый сплав широко используется при изготовлении различных изделий, соответствующих жестким требованиям эксплуатационных характеристик [8].
В соответствии с методикой А.П. Копело-вича для апериодического процесса регулирования значения настроек ПИД-регулятора [9] будут следующими:
коэффициент передачи K п = 0,05 (в реальных условиях имеет размерность В/°С);
постоянная времени интегрирования Т и = 199,2 с;
постоянная времени дифференцирования Т д = 33,2 с.
Согласно условиям технологического процесса [10] зададим температурную уставку, равную 520 °С.
В блоке расчета температуры металла зададим степень черноты титанового сплава ВТ1-0, равную 0,35 [11].
Полученные результаты представим в виде графиков. Корректировка постоянной времени объекта представлена в виде графика на рис. 3, а изменение коэффициента передачи показано в виде графика на рис. 4. Переходные процессы нагрева заготовки титанового сплава ВТ1-0 при управлении процессом нагрева детерминированным адаптивным регулятором представлены на рис. 5.
Соберем схему автоматического регулирования температуры ЭПС с линейным ПИД-регулятором (рис. 6) и построим график нагрева (рис. 7).
Сравним полученные показатели качества нагрева с разными регуляторами.
При управлении процессом нагрева в муфельной ЭПС МП-2УМ с использованием линейного ПИД-регулятора динамические отклонения процесса регулирования температуры печи от заданного значения составило 37 °С (см. рис. 7). При этом значения настроек регулятора постоянны и равны: K п = 0,05, Т и = 199,2 с и Т д = 33,2 с. Средняя скорость нагрева составила 0,088 °С/с.
При управлении процессом нагрева с использованием детерминированного адаптивного регулятора температуры динамическое отклонение составило 0,04 °С от заданного значения (см. рис. 5). На протяжении всего
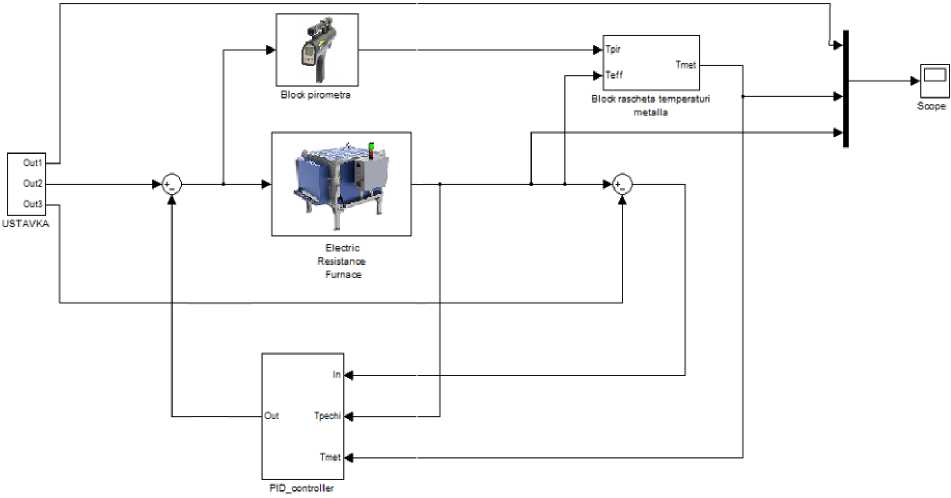
Рис. 2. Главное окно модели системы управления муфельной ЭПС МП-2УМ с адаптивным регулятором температуры
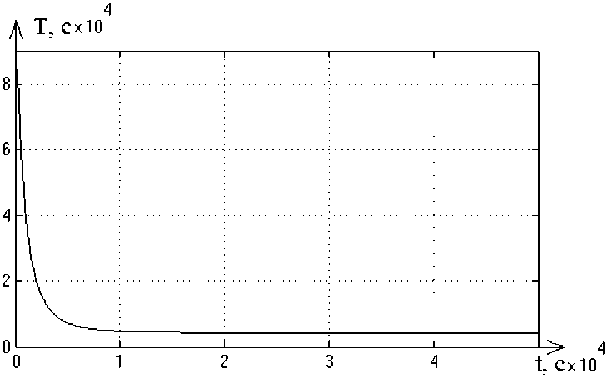
Рис. 3. Изменение значения постоянной времени печи
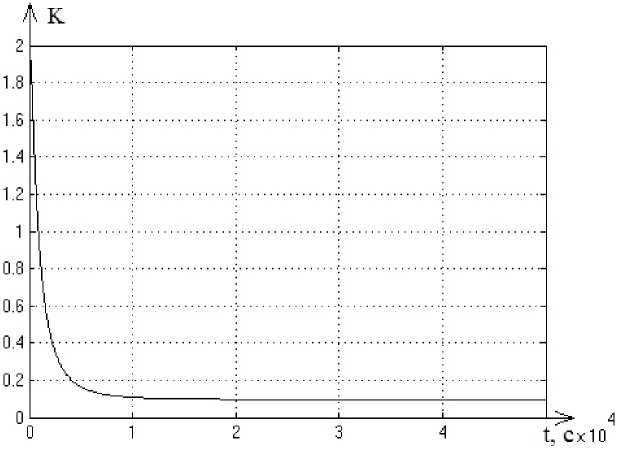
Рис. 4. График изменения коэффициента передачи
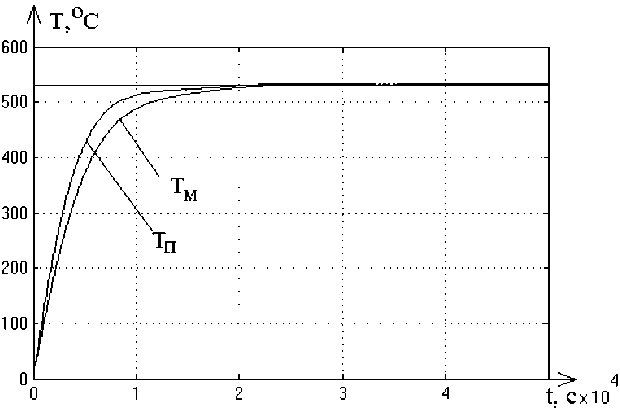
Рис. 5. Переходные процессы нагрева заготовки из титанового сплава марки ВТ1-0 в муфельной ЭПС МП-2УМ
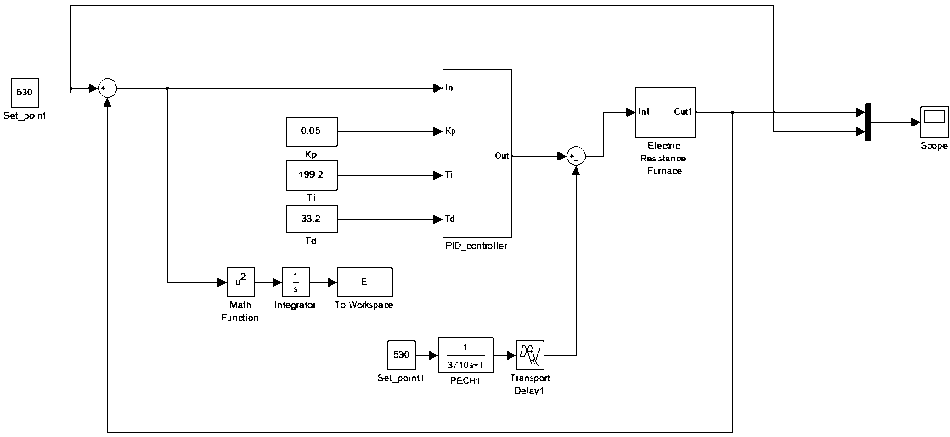
Рис. 6. Структурная схема САР температуры муфельной ЭПС МП-2УМ с линейным ПИД-регулятором
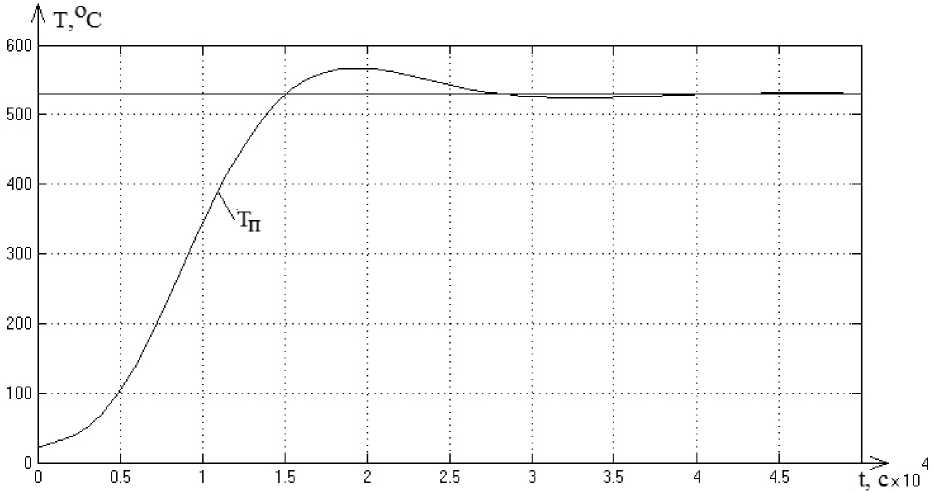
Рис. 7. График нагрева муфельной ЭПС МП-2УМ при управлении регулятором со средними настройками по методу А.П. Копеловича
периода нагрева в соответствии с заданным технологическим процессом осуществлено поддержание температуры печи в заданном диапазоне. При этом коэффициент передачи изменяется в диапазоне: K = 1,94…0,096 (см. рис. 4). Средняя скорость нагрева составила 0,09 °С/с.
Занесём данные анализа в таблицу.
При управлении процессом нагрева с детерминированным адаптивным регулятором средняя скорость нагрева увеличилась на
0,002 °С/с. Величина перерегулирования сократилась до 0,01 %.
Из вышесказанного можно сделать выводы, что непрерывная корректировка коэффициента передачи (см. рис. 4) позволила обеспечить требуемый температурный режим электропечи и осуществить равномерный нагрев по объему. Определение динамического параметра модели объекта Т кор позволяет оценивать и адаптировать настройки регулятора температуры печи.
Результаты моделирования процесса термообработки титанового сплава ВТ1-0 в муфельной ЭПС МП-2УМ
|
Материал |
T op зад , |
Тип регулятора |
|||||
|
Линейный ПИД-регулятор со средними настройками по методу А.П. Копеловича для апериодического процесса |
|||||||
|
Т , с |
V ср.нагр , °С/с |
Параметры настройки |
∆, °С |
P , % |
Мин. СКО |
||
|
ВТ1-0 |
530 |
3720 |
0,088 |
K п = 0,05 Т и = 199,2 с Т д = 33,2 с |
37 |
6,53 |
1,725∙10–9 |
|
Детерминированный адаптивный ПИД-регулятор |
|||||||
|
20 252,1– 4173,7 |
0,09 |
K п = 1,94…0,091 Т и = 199,2 с Т д = 33,2 с |
0,04 |
0,01 |
1,361∙10–6 |
||
Таким образом, в данной статье была разработана система управления температурой муфельной ЭПС типа МП-2УМ с адаптивным регулятором температуры в программной среде MATLAB/Simulink. С помощью данной модели можно производить моделирование процесса термообработки для различных материалов, т. е. получать графическую информацию об изменении температуры внутри камеры печи, изменении коэффициента передачи и параметров настройки ПИД-регулятора. Конкретные результаты практического использования модели системы показаны на примере моделирования отжига титанового сплава ВТ1-0.
Поскольку для создания модели печи использовались экспериментальные данные, полученные в результате эксперимента, проведенного на действующей муфельной ЭПС МП-2УМ, то данная модель может быть использована для обучения персонала предприятий металлургического комплекса с целью повышения их квалификации и уровня профессиональной подготовки, а также для обучения студентов высших учебных заведений. Модель может быть усовершенствована посредством улучшения блока модели печи и применения других алгоритмов настройки регулятора, указанных в [12–15].
Данная работа выполнена под руководством заслуженного деятеля науки и техники РФ, д-ра техн. наук В.Г. Лисиенко, при участии канд. техн. наук Н.Н. Пономарева.
Список литературы Система управления температурой муфельной электропечи с адаптивным регулятором температуры
- Лисиенко, В.Г. Математическое моделирование теплообмена в печах и агрегатах / В.Г. Лисиенко, В.В. Волков, А.Л. Гончаров. - Киев: Наук. думка, 1984. - 232 с.
- Карпов, К.А. Особенности применения тренажеров и компьютерного моделирования на предприятиях нефтегазохимического комплекса / К.А. Карпов. - СПб.: Изд-во СПбГЭУ, 2013. - 75 с.
- Пат. 121606 Российская Федерация, МПК G05D23/00. Устройство адаптации регулятора температуры электрической печи сопротивления / Е.Ю. Воронцов, В.Г. Лисиенко, Н.Н. Пономарев; заявитель и патентообладатель Уральский федеральный университет имени первого Президента России Б.Н. Ельцина. - № 2012120757/08; заявл. 18.05.2012; опубл. 27.10.2012.
- Дьяконов, В. Анализ, идентификация и моделирование систем. Специальный справочник / В. Дьяконов, В. Круглов. - СПб.: Питер, 2002. - 448 с.
- Дьяконов, В.П. Simulink: Самоучитель / В.П. Дьяконов. - М.: ДМК Пресс, 2013. - 784 с.
- Дьяконов, В.П. Справочник по применению системы PC MatLAB / В.П. Дьяконов. - М.: Физматлит, 1993. - 112 с.
- Алексеев, Е.Р. Решение задач вычислительной математики в пакетах Mathcad 12, MATLAB 7, Maple 9 / Е.Р. Алексеев, О.В. Чеснокова. - М: НТ Пресс, 2006. - 496 с.
- Абковиц, С. Титан в промышленности / С. Абковиц, Дж. Бурке, Р. Хилц; пер. с англ. В.А. Алексеева; под. ред. С.Г. Глазунова, Л.П. Лужникова. - М.: Оборонгиз, 1957. - 146 с.
- Чесноков, Ю.Н. Проектирование систем регулирования на ПК / Ю.Н. Чесноков, О.А. Гусев; под ред. В.В. Муханова. - Екатеринбург: УГТУ, 1999. - 108 с.
- Самохоцкий, А.И. Технология термической обработки металлов / А.И. Самохоцкий, Н.Г. Парфеновская. - изд. 2-е, перераб. и доп. - М.: Машиностроение, 1976.
- Теплотехника металлургического производства. В 2 т. Т. 2: Конструкция и работа печей / В.А. Кривандин, В.В. Белоусов, Г.С. Сборщиков и др. - М.: МИСИС, 2001. - 736 с.
- Silva, G.J. PID Controllers for Time-Delay Systems / Guillermo J. Silva, Aniruddha Datta, S.P. Bhattacharyya. - Boston, 2005.
- DOI: 10.1007/b138796
- Лисиенко, В.Г. Улучшение топливоиспользования и управление теплообменом в металлургических печах / В.Г. Лисиенко, В.В. Волков, Ю.К. Маликов. - М.: Металлургия, 1988. - 231 с.
- Сметана, А.З. Автоматическая и автоматизированная настройка регуляторов теплоэнергетических процессов / А.З. Сметана // Теплоэнергетика. - 2004. - № 11. - С. 47-52.
- O'Dwyer, A. PID compensation of time delayed processes 1998-2002: a survey / A. O'Dwyer // Proceedings of the American Control Conference, 4-6 June 2003. - Vol. 2. - P. 1494-1499.
