Системный анализ процесса изготовления детали на производственном предприятии

Автор: Бурзянцева Е.Ю.
Журнал: Форум молодых ученых @forum-nauka
Статья в выпуске: 8 (24), 2018 года.
Бесплатный доступ
Данная статья посвящена анализу процесса изготовления детали на производственном предприятии. Анализ был проведен с точки зрения системного подхода. В работе определена проблема, по которой далее сформулирована цель. Также было определено взаимодействие системы с внешней средой и установлен тип управления. По итогам исследования предложены рекомендации по решению установленной проблемы.
Система, процесс производства, цель, анализ, управление
Короткий адрес: https://sciup.org/140284160
IDR: 140284160
A systematic analysis of the process of manufacturing parts in a manufacturing enterprise
This article is devoted to the analysis of the part manufacturing process at the manufacturing plant. The analysis was conducted from the point of view of a systematic approach. The paper defines the problem on which the goal is formulated further. It was also determined the interaction of the system with the external environment and set the type of control. According to the results of the study, recommendations for solving the established problem are proposed.
Текст научной статьи Системный анализ процесса изготовления детали на производственном предприятии
С практической точки зрения любой производственный процесс сталкивается с наличием тех или иных проблем или неопределенностей. Одним из эффективных способов их решения является проведение системного анализа, т.е. процесс должен быть рассмотрен с позиции системного подхода.
Под системным подходом понимают такой научный подход к изучению и исследованию объекта (явления, процесса), когда последний рассматривается как система со всеми присущими ей особенностями строения, свойств, характеристик [1].
Тем самым, для проведения системного анализа была выявлена основная проблема исследования, сформулирована основная цель, описаны основные свойства системы, ее законы и принципы, а также построена ее структура, обозначены цель и принцип управления, по итогам предложены альтернативные и оптимальные решения проблем с прогнозированием будущих тенденций решения проблемы.
В качестве проблемосодержащей системы был выбран процесс изготовления детали «Тройник» на производственном предприятии ПАО «ОДК-УМПО». Согласно результатам опроса сотрудников БТК и ТБ цеха ПАО «ОДК-УМПО», главной и часто возникающей проблемой при производстве детали является возникновение брака по ряду причин.
Поэтому целью исследования является проведение системного анализа процесса изготовления детали, а также выявление причин брака.
Исходя из основной проблемы исследования, было построено дерево проблем, представленное на рисунке 1.

Рисунок 1 – Дерево проблем
По данным исследования, высокий процент брака составляет сбой оборудования либо некачественная заготовка детали.
На основе получившегося дерева проблем сформировали главную цель самой системы, которая заключается в снижении процента брака при производстве детали.
Исходя из основной цели системы, было построено дерево целей по её достижению (рисунок 2):

Рисунок 2 – Дерево целей
Чтобы достичь главную цель системы – снижение % брака детали, можно улучшить оборудование либо повысить качество самой заготовки.
На рисунке 3 изображено структурное представление исследуемой системы.
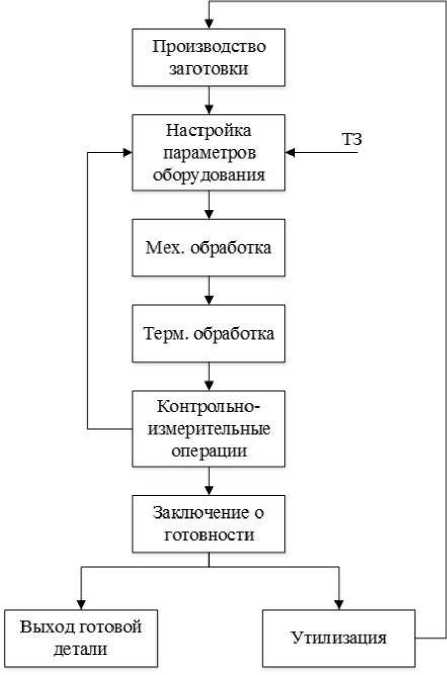
Рисунок 3 – Структура системы
Процесс производства детали начинается с производства заготовки. Далее, в соответствии с техническим заданием настраиваются параметры оборудования для дальнейшей механической и термической обработки заготовки. После окончания обработки проводятся контрольноизмерительные операции над обработанной заготовкой, для заключения о ее годности. Если деталь соответствует всем нормам и требованиям, то она транспортируется в сборочный цех, в противном случае – подвергается утилизации.
Анализируемая система имеет все свойства, характерные для системы с точки зрения системного подхода, а именно: целостность и членимость, наличие связей, упорядоченность, эмерджентность, наличие цели и достижение цели.
Особенности внешней среды заключаются в следующем:
-
• Зависимость от поставщиков оборудования - как уже говорилось
ранее, если оборудование вышло из строя до истечения срока гарантии, то стоит задуматься о смене поставщиков;
-
• Зависимость от спроса - чем больше заказов на производство
деталей, тем больше заготовок необходимо подготовить, что сопровождается описанным выше контролем химического состава, контролем соблюдения правил эксплуатации и проверками заготовки.
Данная система является открытой, т.к. постоянно взаимодействует, так или иначе, с внешней средой, находясь в зависимости от поставщиков оборудования. Система также является смешанной, поскольку состоит из технических подсистем с оборудованием, настраиваемых людьми. К тому же она относится к производственной, т.к. производит детали в результате взаимодействия различных подсистем.
Что касается типа управления, то исследуемая система построена на принципе замкнутого управления по отклонению, т.е. в системе присутствует обратная связь, которая несет информацию о текущем состоянии объекта управления (рисунок 4).
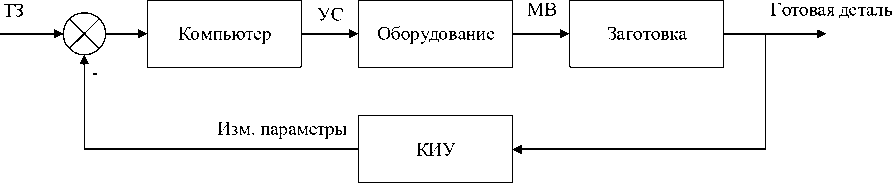
Рисунок 4 - Структура управления системы
В соответствии с данной структурой процесс управления имеет следующее описание: на основе технологической карты детали данные вводятся в компьютер, после чего в виде управляющий сигнал с компьютера подается непосредственно на единицу оборудования. Оборудование, в свою очередь, в соответствии с настройками, заданными компьютером, осуществляет термическую и механическую обработку заготовки. По завершении обработки, обработанная деталь с помощью контрольноизмерительных устройств проверяется на наличие отклонений в виде различного рода дефектов, т.е. брака. Если брак подтверждается, то параметры подвергаются изменению и снова вводятся в компьютер для дальнейшей обработки заготовок, тем самым, исключая возможность появления брака. Если отклонения у детали отсутствуют, она переходит к эксплуатации.
На основе проведенных исследований были предложены следующие рекомендации по решению проблемы:
-
• привлечение специалистов по настройке, ТО и ремонта
оборудования;
-
• смена поставщиков в случае выходе оборудования из строя до
истечения гарантии;
-
• разработка новых методов диагностики оборудования;
-
• повышение квалификации работников и проведение
инструктажей.
Для конкретной ситуации «нарушение проверки заготовки и несоблюдения алгоритмов проверки» был подобран оптимальный вариант ее разрешения:
-
• проверка на знание алгоритма работников и при необходимости
дополнительное обучение;
-
• формирование системы взысканий при частых систематических
нарушениях.
В качестве прогноза будущих тенденций решений проблемы предлагается создание базы знаний для всех сотрудников цеха, содержащую алгоритмы проверки заготовки и различные инструктажи.
В ходе данного исследования был проведен подробный системный анализ процесса изготовления детали на производственном предприятии, выявлена главная проблема системы, поставлена цель, а также предложены способы по ее достижению.
Список литературы Системный анализ процесса изготовления детали на производственном предприятии
- Основы теории систем и системного анализа [Электронный ресурс] / Б. Г. Ильясов, И. Б. Герасимова, Е. А. Макарова, Н. В. Хасанова, Л. Р. Черняховская; Уфимский государственный авиационный технический университет (УГАТУ); под ред. Б. Г. Ильясова. - Уфа: УГАТУ, 2014.
