Системный анализ технологической скорости процесса производства хлыстов комплексом лесных машин и механизмов

Автор: Базаров С.М., Соловьев А.Н.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Техника
Статья в выпуске: 3, 2014 года.
Бесплатный доступ
В статье рассматриваются комплексы машин и механизмов, выполняющие последовательные операции производства хлыстов на лесосеке. С позиции системно-синергетического подхода они представляют собой единую динамическую структуру, качество которой определяется эффективной технологической скоростью и мощностью.
Валка, трелевка, обрезка сучьев, погрузка
Короткий адрес: https://sciup.org/14083577
IDR: 14083577 | УДК: 630.323
System analysis of the process technological speed of whip production by forest machine and mechanism complex
The complexes of machines and mechanisms performing successive operations of whip production in the cutting area are considered in the article. From the viewpoint of system-synergetic approach they represent a single dynamic structure, which quality is determined by the effective technological speed and capacity.
Текст научной статьи Системный анализ технологической скорости процесса производства хлыстов комплексом лесных машин и механизмов
Комплексы машин и механизмов, последовательно выполняющие технологические операции производства хлыстов на лесосеке, представляют собой единую взаимосвязанную системно-синергетическую структуру, динамическими критериями связанности которой в целом является технологическая скорость производства и мощность. Поэтому определение технологической скорости процесса, осуществляемого комплексом, является необходимым условием его эффективной работы, связанной с обеспечением максимальной производительности при наименьших энергетических потерях.
Методика и результаты исследований . Ниже представлены результаты аналитического анализа технологической скорости производства хлыстов на лесосеке различными машинно-механизированными системами.
Производство хлыстов комплексом: бензопила – трелевочный трактор – бензопила – челюсной погрузчик. В лесозаготовительном производстве бензопилы находят широкое применение и это обусловлено тем обстоятельством, что вальщик с бензопилой способен наносить минимальный вред лесной среде.
В технологическую операцию процесса заготовки хлыстов, выполняемую данным комплексом, входят валка деревьев, трелевка, обрезка сучьев на погрузочном пункте, погрузка на лесовозный автопоезд.
В данном комплексе валка деревьев осуществляется бензопилой Хускварна-262, трелевка – трелевочным трактором с манипулятором ТБ-1М, обрезка сучьев на погрузочном пункте – бензопилой «Тайнага-245», погрузка на лесовозный автопоезд – челюстным погрузчиком ЛТ-65Б.
Технологическая скорость производства рассматриваемого комплекса рассчитывается по формуле:
VТ4 = 4S-1x П1П2П3П4 / (П1П2П3 + П1П2П4 + П1П3П4 + П2П3П4 ),(1)
или
VТ4 = 4V-1x L П1П2П3П4 / (П1П2П3 + П1П2П4 + П1П3П4 + П2П3П4 ),(1a)
где S x , V x , L – соответственно среднее поперечное сечение, объем и длина хлыста.
Производительность бензопилы определяется по формуле [1, 2]
П1= Vx / tx ,(2)
а время производства как tx = t1 + t2 + t3 ,(3)
где t 1 – время на подпил, спиливание и сталкиванияе дерева; t 2 – время на переход к следующему дереву; t 3 – время на подготовку рабочего места.
Производительность трелевочного трактора находят по формуле:
П2 = Vxn / (S/v0 + S/vg + tnp + t0 ),(4)
где V x n = V n – средний объем трелюемой пачки, м3; n – число деревьев в пачке; S – среднее расстояние трелевки, м; V 0 – средняя скорость движения без груза; V g – средняя скорость движения с грузом; t np – время на формирование пачки; t 0 – время на освобождение от пачки.
Производительность бензопилы при обрезке сучьев определяют по формуле
П 3 = V x / t x , (5)
время как tx = t1 + t5 , где t1 – время перехода от одного дерева к другому; t5 – время обрезания сучьев.
Производительность челюстного погрузчика находят по формуле
П 4 = V n / (t 1 + t 2 + t 3 ) , (6)
грузоподъемность пачки деревьев равна
Vn = Vx n , где t1 – время погрузки пачки: захват пачки, её подъем, переход с пачкой к подвижному составу, опускание пачки, её укладка и возвращение пустого захвата; t2 – время подготовки подвижного состава к погрузке; t3 – время оправки крепления воза после погрузки.
Технологическая мощность данного комплекса равна [1]:
N = 4 N 1 N 2 N 3 N 4 / (N 1 N 2 N 3 + N 1 N 2 N 4 + N 1 N 3 N 4 + N 2 N 3 N 4 ) = 5,5 кВт , (6а)
где N 1 – мощность бензопилы Хускварна 262; N 2 – мощность трелевочного трактора ТБ-1М; N 3 – мощность бензопилы «Тайга -245»; N 4 – мощность челюстного погрузчика ЛТ-65Б.
График зависимости технологической скорости производства хлыстов от объема для комплекса бензопила «Хускварна-262» – трелевочный трактор с манипулятором ТБ-1М – бензопила «Тайга -245» – челюстной погрузчик ЛТ-65Б представлен на рис. 1.
км/ч 1,0
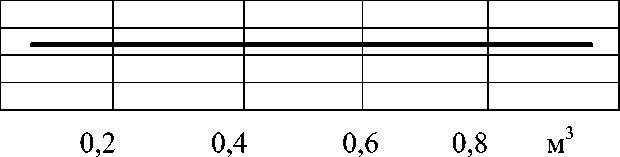
Рис. 1. График зависимости технологической скорости производства хлыстов от объема для комплекса бензопила «Хускварна-262» – трелевочный трактор с манипулятором ТБ-1М – бензопила «Тайга-245» – челюстной погрузчик ЛТ-65Б
0,5
Удельной технологической скорости соответствует формула vT4 = VТ4 /N. (6б)
График зависимости удельной технологической скорости производства хлыстов от объема для рассматриваемого комплекса представлен на рис. 2.
км/кВт.ч
0,1
0,2 0,4 0,6 0,8 м3
Рис. 2. График зависимости удельной технологической скорости производства хлыстов от объема для комплекса бензопила «Хускварна-262» – трелевочный трактор с манипулятором ТБ-1М – 2 бензопилы «Тайга-245» – челюстной погрузчик ЛТ-65Б
Производство хлыстов комплексом валочно-пакетирующая машина – гусеничный трактор с пач-ковым захватом – сучкорезная машина – челюстной погрузчик. Технологические операции, в которые входят валка и пакетирование деревьев, трелевка, обрезка сучьев и погрузка на лесовозный автопоезд, выполняются соответствующими машинами: валочно-пакетирующей машиной ЛП 19А, гусеничным трактором с пачковым захватом ЛТ 154А, сучкорезной машиной ЛП-33А, челюстным лесопогрузчиком ЛТ-65Б.
Технологическая скорость производства хлыстов рассматриваемого комплекса машин равна:
VT4 = 4S-1x П1П2П3П4 / (П1П2П3 + П1П2П4 + П1П3П4 + П2П3П4 ),(7)
или
VT4 = 4V-1xL П1П2П3П4 / (П1П2П3 + П1П2П4 + П1П3П4 + П2П3П4 ),(8)
производительность валочно-пакетирующей машины [3]:
П1 = Vn / [ 104Vv/ Qbv + ( t1 + Vx/(ϕ Ппл f(L-1,3) +t2 + t3)Vn/Vx + t4 ] ,(9)
где Vn – средний объем формируемой пачки, м3; Q – ликвидный запас древесины на 1 га, м3 ; b – ширина полосы леса, разрабатываемая машиной за один проход, м; v – средняя скорость движения машины при переходе с одной позиции на другую, м/с; t1 – время на подготовку к спиливанию дерева, с; Ппл – производи- тельность чистого пиления срезающего устройства, м3/с; ϕ – коэффициент использования производительности чистого пиления; f – видовое число ствола дерева; t2 – время сталкивания спиленного дерева, с; t3 – время на укладку дерева в пакет, с; t4 – время сброса пачки и выравнивание комлей.
Производительность трелевочного трактора П 2 определяется по формуле (4). Производительность сучкорезной машины находят как:
П 3 = V х / (t 1 + t 2 n + t 3 + t 4 n + t 5 ) , (10)
где V х – объем хлыста; t 1 – время захвата и подачи дерева в срезающее устройство; t 2 – время зажима дерева; t 3 – время протаскивания дерева через сучкорезное устройство; t 4 – время на открытие захвата протаскивающего устройства; t 5 – время возвращения в исходное положение.
Производительность челюстного погрузчика П 4 определяют по формуле (6). Технологическая мощность данного комплекса равна:
N = 4 N 1 N 2 N 3 N 4 / (N 1 N 2 N 3 + N 1 N 2 N 4 + N 1 N 3 N 4 + N 2 N 3 N 4 ) = 88 кВт , (11)
где N 1 – мощность валочно-пакетирующей машины ЛП19А; N 2 – мощность гусеничного трактора с пачковым захватом ЛТ 154; N 3 – мощность сучкорезной машины ЛП-33А; N 4 – мощность челюстного погрузчика ЛТ-65Б.
На рисунке 3 показаны результаты расчетов зависимости технологической скорости производства хлыстов от объема для комплекса машин: валочно-пакетирующая машина ЛП 19А; гусеничный трактор с пачковым захватом ЛтТ154А; сучкорезная машина ЛП-33А; челюстной лесопогрузчик ЛТ-65Б.
На рисунке 4 представлены результаты расчетов зависимости удельной технологической скорости производства хлыстов от объема для комплекса машин: валочно-пакетирующая машина ЛП 19А, гусеничный трактор с пачковым захватом Лт 154А, сучкорезная машина ЛП-33А, челюстной лесопогрузчик ЛТ-65Б.
|
км/ч |
|||||
|
2,0 |
|||||
|
1,0 |
0,2 |
0,4 |
0,6 0,8 м3 |
||
Рис. 3. График зависимости технологической скорости производства хлыстов от объема для комплекса машин: валочно-пакетирующая машина ЛП 19А; гусеничный трактор с пачковым захватом Лт 154А; сучкорезная машина ЛП-33А; челюстной лесопогрузчик ЛТ-65Б
|
км/кВт.ч |
|||||||||
|
0,01 |
0,2 |
0,4 |
0,6 |
0,8 |
м3 |
||||
Рис. 4. График зависимости удельной технологической скорости производства хлыстов от объема для комплекса машин: валочно-пакетирующая машина ЛП 19А; гусеничный трактор с пачковым захватом Лт 154А; сучкорезная машина ЛП-33А; челюстной лесопогрузчик ЛТ-65Б
Производство хлыстов комплексом машин: валочно-трелевочная машина - сучкорезная машина -челюстной погрузчик. Технологические операции валка и трелевка, обрезка сучьев на погрузочном пункте, погрузка на лесовозный автопоезд производятся в комплексе валочно-трелевочной машиной ЛП 17, сучкорезной машиной ЛП-33А, челюстным погрузчиком ЛТ-65Б. Технологическая скорость производства хлыстов рассматриваемого комплекса равна:
V T3 = 3S-1 x П 1 П 2 П 3 / (П 1 П 2 + П 1 П 2 + П 1 П 3 + П 2 П 3 ), (12)
или
V T3 = 3V-1 x LП 1 П 2 П 3 / (П 1 П 2 + П 1 П 2 + П 1 П 3 + П 2 П 3 ).
(12a)
Производительность валочно-трелевочной машины составляет [3]:
П 1 = V x n [ 104V x n/Qbv 1 + ((t 1 + V x (fφ p(L-1,3)-1 + t 2 + t 3 ))n + S/v 2 + S/v 3 + t 4 ]-1
где tx = n-1 [ 104Vx n/Qbv1+((t1+Vx(fφ p(L-1,3)-1+t2+t3))n+S/v2+ S/v3 + t4]; Q – эксплуатационный запас древе сины на 1 га; b – ширина полосы леса, разрабатываемой машиной за один проход; v1 – среднее скорость движения машины при переездах с одной позиции на другую; t1 – время на подготовку дерева к спиливанию; f – видовое число ствола; φ = 0,7 – 0,8; p – производительность чистого пиления срезающего механизм; t2 – время на повал спиленного дерева; t3 – время на укладку спиленного дерева; S – среднее расстояние трелевки; V2 – средняя скорость движения машины с грузом; V3 – средняя скорость движения машины без груза; t4 – время сброса пачки на погрузочном пункте.
Производительность сучкорезной машины П 2 определяется по формуле (10), производительность челюстного погрузчика – по формуле (6).
Технологическая мощность данного комплекса равна:
N = 3 N1N2N3/ (N1N2+ N1N3 + N2) = 83,3 кВт , где N1 – мощность валочно-трелевочной машины ЛП 17; N2 – мощность сучкорезной машины ЛП-33А; N3 – мощность челюстного погрузчика ЛТ-65 Б.
На рисунке 5 представлен график зависимости технологической скорости производства хлыстов от объема комплексом машин: валочно-трелевочная машина ЛП 17; сучкорезная машина ЛП-33А; челюстной погрузчик ЛТ-65Б.
км/ч
1,0
0,5
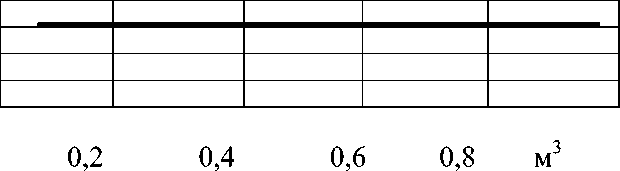
Рис. 5. График зависимости технологической скорости производства хлыстов от объема комплексом машин: валочно-трелевочная машина ЛП17; сучкорезная машина ЛП-33А; челюстной погрузчик ЛТ-65Б
|
км/кВт.ч |
|||||
|
0,01 |
0,2 |
0,4 |
0,6 0,8 |
м3 |
|
Рис. 6. График зависимости удельной технологической скорости производства хлыстов от объема комплексом машин: валочно-трелевочная машина ЛП 17; сучкорезная машина ЛП-33А;
челюстной погрузчик ЛТ-65Б
На рисунке 6 представлен график зависимости удельной технологической скорости производства хлыстов от объема комплексом машин: валочно-трелевочная машина ЛП 17; сучкорезная машина ЛП-33А; челюстной погрузчик ЛТ-65Б.
Заключение . Результаты выполненного исследования показывают, что: 1) эффективная мощность механизировано-машинной технологии составляет 5,5 кВт, в то время как для представленных машинных соответственно 88 и 83,3 кВт; 2) технологическая скорость механизировано-машинной технологии (0,70 км/ч)
практически такого же порядка величины, что и у машинных (1,15 и 0,89 км/ч); 3) удельная технологическая скорость механизировано-машинной технологии (0,131 км/кВт.ч) практически на порядок величины выше, чем у машинных (0,013 и 0,011 км/кВт.ч), а это означает, что присутствие механизированной операции в машинной технологии способствует энергосбережению.
