Системы автоматизированного эксперимента для исследования свойств полимерных материалов транспортного назначения при высокочастотной электротермии

Автор: Филиппенко Н.Г., Ларченко А.Г.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 т.21, 2020 года.
Бесплатный доступ
Последние десятилетия характеризуются повышенной активностью использования полимерных и композитных материалов в транспортном машиностроении. В данной работе авторами дается обобщающий анализ ранее созданных систем научных исследований и анализируются принципы построения автоматизированных систем научного исследования (АСНИ), позволяющие решать задачи определения параметров теплообмена, электрофизических параметров и фазовых превращений в полимерных и композитных материалах при воздействии на них ВЧ-поля. Авторы продолжают исследования разработанных АСНИ ВЧ коллективом ИрГУПС, ряда других научных школ, работающих в том же направлении, поэтому в рамках аппаратной части, созданной этими коллективами, просматриваются как схожие, так и оригинальные разработки и решения. Дается анализ программных частей АСНИ ВЧ, представленных рядом математических моделей и комплексами программного обеспечения. Таким образом, анализ структуры разработанных систем научного исследования позволяет говорить о динамическом ее развитии. Разработанные и представленные блок-схемы систем автоматизированного эксперимента и автоматизированных исследований позволяют авторам утверждать, что созданные под определенные задачи системы автоматизированного эксперимента по изучению свойств полимерных материалов при ВЧ-электротермии, несмотря на то что велись самостоятельно и разрознено, имеют единую методика построения. Сопоставив результаты исследований, авторы делают вывод о том, что построение комплексной системы АСНИ ВЧ полярных термопластичных полимеров в целом завершено. (Русскоязычная версия представлена по адресу https://vestnik.sibsau.ru/articles/?id=677)
Системы автоматизированных научных исследований, высокочастотная электротермия, полимерные изделия, методология построения систем исследований
Короткий адрес: https://sciup.org/148321975
IDR: 148321975 | УДК: 620.192 | DOI: 10.31772/2587-6066-2020-21-2-279-288
Automated experiment systems for studying the properties of transport polymer materials in high-frequency electrothermia
Recent decades have been characterized by increased activity in the use of polymer and composite materials in transport engineering. In this paper, the authors give a generalizing analysis of previously created systems of scientific research and analyze the principles of building automated systems of scientific research (ASSR) that allow solving the problems of determining the parameters of heat exchange, electrophysical parameters and phase transformations in polymer and composite materials when exposed to the HF field. The authors continue the research of the ASSR HF developed by the Irgups team, a number of other scientific schools working in the same direction.therefore, within the framework of the hardware created by these teams, both similar and original developments and solutions are viewed. The analysis of the software parts of the ASSR HF presented by a number of mathematical models and software complexes is given. Thus, the analysis of the structure of the developed systems of scientific research allows us to speak about its dynamic development. The developed and presented flowcharts of automated experiment and automated research systems allow the author to assert that the systems of automated experiment for studying the properties of polymer materials in RF electrothermia created for certain tasks, despite the fact that they were conducted independently and separately, have a single construction methodology. Comparing the results of the research, the author concludes that the construction of a complex system of ASSR HF polar thermoplastic polymers is generally complete
Текст научной статьи Системы автоматизированного эксперимента для исследования свойств полимерных материалов транспортного назначения при высокочастотной электротермии
Введение. Движущей силой роста отрасли полимерной продукции по-прежнему остается постоянно растущий уровень жизни человечества. При этом необходимо отметить, что непрерывный рост демонстрирует прежде всего транспортный сектор отрасли машиностроения.
В современном мире компании полимерной индустрии строят новые мощности с минимальными капитальными затратами благодаря использованию передовых технологий, позволяющих сократить расходы через снижение норм расхода электроэнергии, и в первую очередь это относится к технологиям высокочастотной электротермии [1–11]. Однако внедрение этих технологий сдерживается в связи с отсутствием достоверных данных об электрофизических свойствах современных материалов, необходимых для организации процессов управления. Поэтому решение данной проблемы является важной народнохозяйственной задачей.
В связи с этим, целью данной работы является анализ существующих систем автоматизации научных исследований (САНИ) и систем автоматизации экспериментов (САЭ) воздействия высокочастотной электротермии на свойства обрабатываемых в поле ВЧ полимерных материалов в широком диапазоне температур.
Анализ состояния САНИ и САЭ ВЧ-электротермии. В технологических процессах обработки пластмасс метод ВЧ-нагрева, как уже неоднократно отмечалось, является одним из наиболее совершенных. Об эффективности применения ВЧ-нагрева судят по величине фактора диэлектрических потерь материала диэлектрической проницаемости ε′, тангенса угла диэлектрических потерь tgδ [1–28]. Авторы системы автоматизированного исследования по определению диэлектрической проницаемости ε′ и тангенса угла диэлектрических потерь –tgδ, полиамида-610 проводили работы с помощью куметра Е9 (измерителя добротности) резонансными методами двух и трех измерений [Error! Reference source not found.; 29]. Функциональная схема измерений и расположение обрабатываемого материала представлены на рис. Error! Reference source not found. и 2, соответственно, где на образец материала, помещенного между двумя обкладками рабочего конденсатора 2 воздействовало ВЧ-поле. Контроль температуры и осуществлялся пирометром 3 и термопарами ТЕ 4-1. Расчет диэлектрических показателей осуществлялся вычислительным устройством 1.
Результатами работы стали полученные данные по характерным изменениям электрофизических параметров полиамида ПА-6 (ε′ и tgδ) в зависимости от температуры. Тем не менее, даже сами авторы в работе указывают на сложности использования такой системы исследований при определении момента расплава материала, ссылаясь на трудноконтролируемый процесс, сопровождаемый газообразованием в момент фазового перехода. Очевидные недостатки разработанного автоматизированного эксперимента заключаются также в отсутствии систем помехоустойчивости, а математическая модель, не соответствует реальной технологической системе и состоит из одного слоя свариваемого материала.
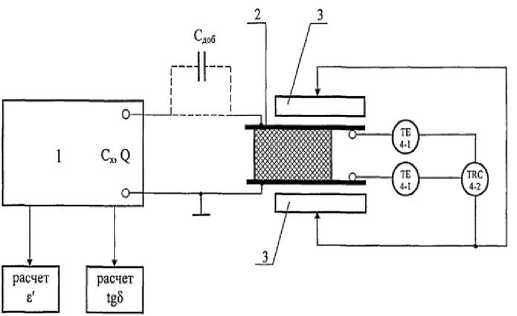
Рис. 1. Функциональная схема измерений:
1 – вычислительное устройство; 2 – верхняя и нижняя обкладки рабочего конденсатора;
3 – окна для пирометрии температуры
Fig. 1. Functional measurement scheme:
1 – computing device; 2 – upper and lower plates of the working capacitor;
3 – windows for temperature pyrometry
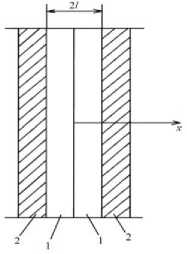
Рис. 1. Расположение свариваемого материала в рабочем конденсаторе: 1 – свариваемые материалы; 2 – электроды
Fig. 2. The location of the welded material in the working capacitor:
1 – materials to be welded; 2 – electrodes
Математический аппарат модели ВЧ-нагрева, предложенный авторами [ Error! Reference source not found. ; Error! Reference source not found. ], описывает распределение температуры в толще термопласта с учетом конструктивных особенностей технологической оснастки (рис. 3) .
Расчет процесса сварки осуществлялся путем численного решения уравнения при переменных значениях у . Использовались зависимости, полученные расчетноэкспериментальным путем.
Недостаток данной системы, как и у предшествовавших авторов, связан также с математической моделью. Модель претерпела изменения и была расширена, но рассматривается только частный случай обработки, а именно сварка. Принципиальная схема экспериментальной установки представлена на рис. 4.
В работах [ Error! Reference source not found. ; Error! Reference source not found. ] недостатки, указанные в предыдущих вариантах автоматизированных экспериментов, уже не столь явны, но тем не менее представленная САЭ имеет ограниченные возможности и применима только при исследовании полярных термопластов. Приспособление для высокочастотной обработки деталей представлено на рис. 5.
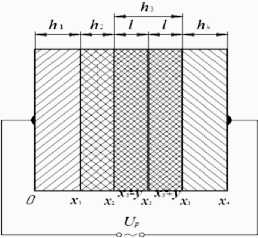
Рис. 2. Высокочастотная сварка деталей из пластмасс в технологической оснастке с одним изолированным электродом, где h 1 , h 4 – толщина высокопотенциального и заземленного электродов; h 2 – толщина изоляционного вкладыша; l = h 3 /2 – толщина свариваемой детали; x i – координата границы слоя; x s – координата сварного шва; y – расстояние от сварного шва; U р – напряжение на рабочем конденсаторе
Fig. 3. High-frequency welding of plastic parts in industrial equipment with one insulated electrode, where h 1 , h 4 is the thickness of the high potential and grounded electrodes; h 2 is the thickness of the insulating liner; l = h 3 /2 – thickness of the welded part; x i is the coordinate of the layer boundary; x s is the coordinate of the weld; y is the distance from the weld; U р is the voltage at the working capacitor
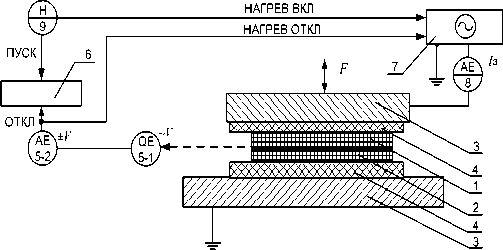
Рис. 4. Принципиальная схема экспериментальной установки:
-
1 и 2 – образец изделия; 3 – электроды рабочего конденсатора; 4 – изоляционный вкладыш; 5-1 – акустический датчик; 5-2 – аналогово-цифровой преобразователь (АЦП); 6 – вычислительное устройство; 7 – ВЧ-генератор; 8 – амперметр анодного тока; 9 – кнопка «ПУСК»
Fig. 4. Schematic diagram of the experimental setup:
1 and 2 is a product sample; 3 is for electrodes of the working capacitor; 4 is an insulating liner; 5-1 is an acoustic sensor; 5-2 is an analog-to-digital converter (ADC); 6 is a computing device; 7 is a HF generator;
8 is an ammeter of the anode current; 9 is a “START” button
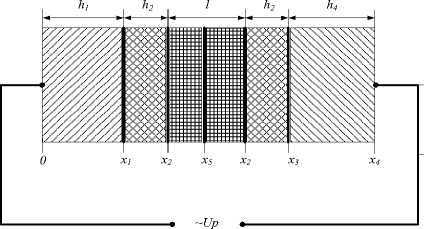
Рис. 3. Приспособление для высокочастотной обработки деталей:
h 1 , h 4 – толщина высокопотенциального и заземленного электродов; h 2 – толщина изоляционных вкладышей; l – толщина обрабатываемой (свариваемой) детали; x – координата границы слоя; x s – координата соединения; y – расстояние от места соединения; U р – напряжение на рабочем конденсаторе
-
Fig. 5. Applience for high-frequency processing of parts:
h1, h4 are thickness of high-potential and grounded electrodes; h2 is the thickness of the insulating liners; l is the thickness of the processed (welded) part; x is the coordinate of the layer boundary; xs is the coordinate of the connection; y is the distance from the junction; Uр is the voltage at the working capacitor
Было найдено решение по организации расчета и измерения температуры на поверхности и внутри материала и защиты электродов от пробоя, реализация которой осуществлена как в аппаратной, так и в программно-математической части системы исследования [4; 14; 23].
Претерпела изменения и аппаратная часть АСНИ. Были добавлены системы коммутации и блоки управления.
Тем не менее представленная модель хоть и расширила возможности технологической системы (увеличено до пяти слоев материала), но возможность ее применения ограничивается рядом процессов ВЧ-обработки, таких как сварка, сушка, акклиматизация.
Особенностью работ [ Error! Reference source not found. ; Error! Reference source not found. ; Error! Reference source not found. ] является расширение возможностей научных ВЧ-исследований, касательно диагностических процессов. Была разработана математическая модель измерения емкости рабочего конденсатора, а также создан программный комплекс расчета результативных параметров диагностирования (рис. 6) при ВЧ-воздействии в зависимости от форм и размеров образцов [7; 14; 22; 33; 34].
Данная автоматизированная система (рис. Error! Reference source not found. ) научных исследований расширила возможность и перечень технологических процессов ВЧ-электротермии, но касается только одного из видов исследований, а именно диагностики.
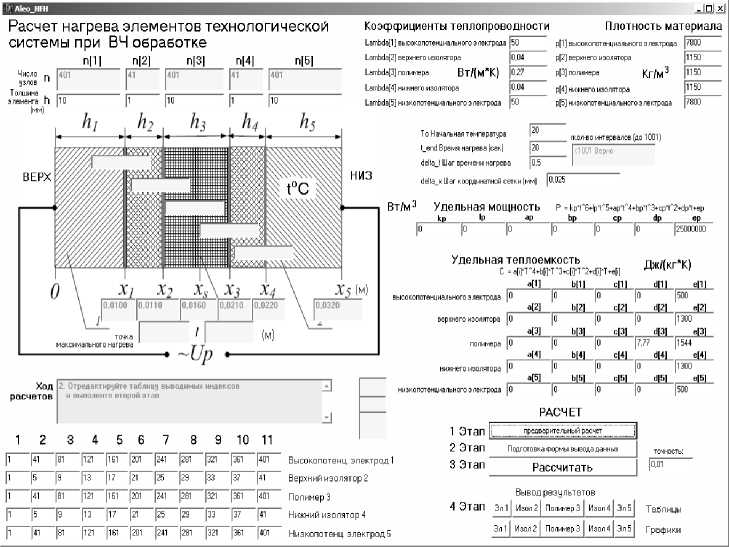
Рис. 6. Интерфейс программного комплекса Aleo_HFH
-
Fig. 6. Interface of Aleo_HFH software complex
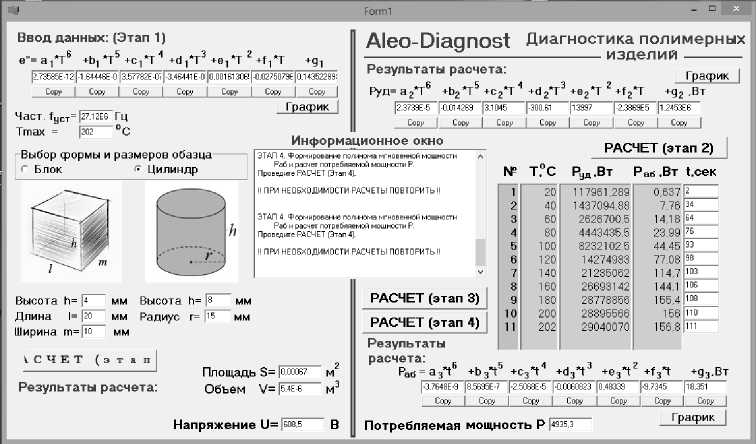
Рис. 7. Интерфейс программного комплекса Aleo-Diagnost
-
Fig. 7. Aleo-Diagnost software interface
Анализ одной из последних работ систем научных исследований [8; 12; 24; 25] по изучению взаимосвязей электрофизических параметров электротермического оборудования и широко применяемых в транспортном машиностроении полимерных материалов показывает, что были решены ряд задач, не входивших в работы предшествующих авторов.
Была разработана математическая модель технологической системы в 3D постановке (рис. Error! Reference source not found. и Error! Reference source not found.), включающей изменяемое количество электродов, изоляторов и обрабатываемых материалов, а разработанный алгоритм позволил произвести расчеты температурного поля, учитывающего нагрев технологической системы.
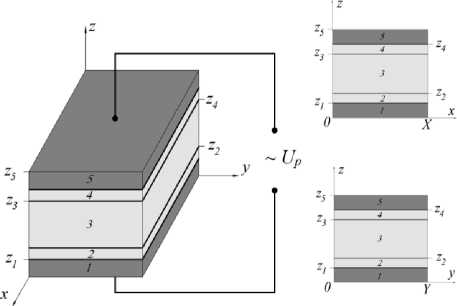
Рис. 8. 3D пятислойная технологическая схема ВЧ-обработки.
1-я группа технологической схемы: 1 – низкопотенциальный электрод рабочего конденсатора;
2 – изолятор; 2-я группа: 3 – обрабатываемый полимер (внутренний источник тепла); 3-я группа:
5 – высокопотенциальный электрод рабочего конденсатора; 4 – изолятор; X , Y , Z – координаты границ слоев; U р – напряжение на рабочем конденсаторе
-
Fig. 8. 3D five-layer high-frequency processing technological scheme.
The first group of the technological scheme consists of:
-
1 – low-potential electrode of the working capacitor; 2 – insulator; 2nd group: 3 – processed polymer (internal heat source); 3rd group: 5 – high-potential electrode of the working capacitor; 4 – insulator; X , Y , Z are coordinates of the boundaries of the layers; U р is the voltage at the working capacitor
Наиболее системно-развитой, на сегодняшний день, можно считать полноценную автоматизированную систему научных исследований (АСНИ ВЧ), разработанную в Иркутском государственном университете путей сообщения. Она была окончательно сформирована и обозначена в работах [1; 8; 12; 24–26; 29].
Хронологически были разработаны два варианта АСНИ ВЧ с различной аппаратной частью. В качестве источника электромагнитного излучения использовалась промышленная установка ВЧ-обработки модели УЗП-2500. Разработанный и запатентованный блок автоматизации [4] выполнял регистрацию, обработку и передачу информации. Реализован он был на базе программируемого контроллера ATmega 328.
Необходимо отметить, что данная система помимо аппаратной части обеспечивалась и программной составляющей, состоящей из ряда программных комплексов, реализующих автоматизированное выполнение программ исследования.
Основные принципы построения полнофункциональной аппаратной части АСНИ ВЧ и ее структурная схема для изучения процесса-термообработки полимерных материалов представлена на рис. 10.
Принципиально работа блока организована следующим образом. Одновременно с включением высокочастотного генератора, включаются блок управления и блок автоматизации. Линейный датчик Холла [30; 31] измеряет анодный ток высокочастотного генератора (АТВЧ), а акустические датчики регистрируют частичные разряды (ЧР), возникающие на полимере в процессе ВЧ-обработки. Данные по АТВЧ и ЧР передаются в вычислительное устройство микроконтроллера, собранного на базе процессора «ATmеga8» [2].
Микроконтроллер производит расчет величины изменения анодного тока, времени сушки, межразрядного времени, количества частичных разрядов. Монтаж блока и датчиков осуществлялся без переоборудования существующих электрических схем ВЧ-установок [6; 17; 18; 25; 27].
Интеграция элементов АСУ с привязкой к схеме ВЧ-оборудования модели УЗП-2500 представлена на рис. 11.

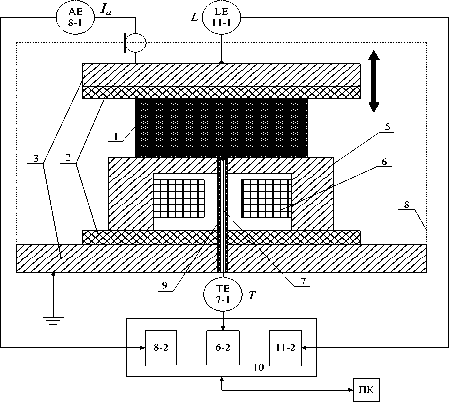
Рис. 9. Схема автоматизированной экспериментальной установки по определению амперометрической зависимости диэлектрических потерь в полимерных материалах:
1 – обрабатываемый образец; 2 , 9 – тепло-, электроизоляторы; 3 – электроды рабочего конденсатора; 4 – ВЧ-генератор; 5 – приспособление для контактного нагрева образца; 6 – электронагревательный элемент; 7 – термопара; 7-1 – термопара-термометр; 8 – защитный экран; 8-1 – датчик тока; 10 – вычислительный блок; 11-1 – датчик линейного теплового расширения
-
Fig. 9. Scheme of an automated experimental setup for determining the amperometric dependence of dielectric loss in polymeric materials:
-
1 is a processed sample; 2 , 9 are heat-electric insulators; 3 is for electrodes of the working capacitor; 4 is a HF generator; 5 is a device for contact heating of the sample; 6 is an electric heating element; 7 is a thermocouple; 7-1 is a thermocouple thermometer;
-
8 is a protective screen; 8-1 is a current sensor; 10 is a computing unit; 11-1 is a linear thermal expansion sensor
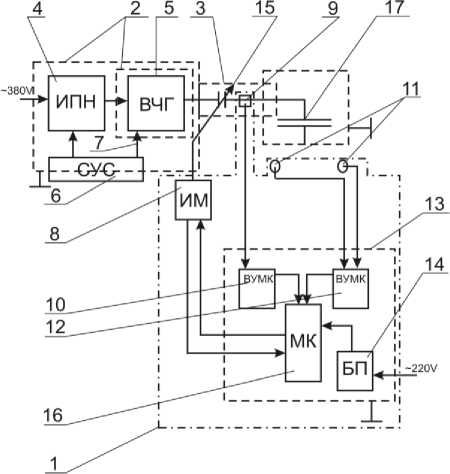
Fig. 10. Block diagram of the ASSR HF hardware:
1 is an automation unit; 2 is a shielding case; 3 is a coaxial cable; 4 is a constant voltage source; 5 is a high-frequency generator; 6 is an alarm control system; 7 is a generator control circuit; 8 is an actuator;
9 is a linear current sensor; 10 is a computing device; 11 are acoustic sensors for detecting partial discharges;
12 is a computing device; 13 is anti-interference housing; 14 is power supply; 15 is a variable capacitor;
16 is a microcontroller; 17 is a working capacitor
Рис. 10. Структурная схема аппаратной части АСНИ ВЧ:
-
1 – блок автоматизации; 2 – экранирующий корпус; 3 – коаксиальный кабель; 4 – источник постоянного напряжения; 5 – высокочастотный генератор; 6 – система управления сигнализацией;
-
7 – цепь управления генератором; 8 – исполнительный механизм; 9 – линейный токовый датчик; 10 – вычислительное устройство; 11 – акустические датчики регистрации частичных разрядов; 12 – вычислительное устройство; 13 – помехозащищенный корпус; 14 – блок питания;
15 – переменный конденсатор; 16 – микроконтроллер; 17 – рабочий конденсатор
Блок устройства регистрации и управления был реализован со следующими техническими характеристиками:
– количество каналов измерений – 6;
– измеряемый ток – 0,01...10 AC, VC;
– измеряемое напряжение – 100...4000 V AC;
– интервал измерений – 0,005 с (возможно расширение до 8,10–6 с);
-
– максимальная погрешность измерения – ±1,5 %;
-
– память энергонезависимая – 64 Кб;
– питание –100...380 в VC;
-
– потребляемая мощность – 50 мА.
Как упоминалось выше, наряду с разработанными АСНИ ВЧ коллективом ИрГУПС, ряд других научных школ работают в том же направлении, поэтому, в рамках аппаратной части, созданной этими коллективами, просматриваются как схожие, так и оригинальные разработки и решения. Программные части АСНИ ВЧ также представлены рядом математических моделей и комплексами программного обеспечения.
Таким образом, анализ структуры разработанных систем научного исследования, позволяет говорить о динамическом ее развитии. На сегодняшний день, сопоставив результаты исследований, можно утверждать, что построение комплексной системы АСНИ ВЧ в целом завершено. Как видно из представленных ниже блок-схем систем автоматизированного эксперимента и автоматизированных исследований, они хоть и создавались разрозненно, конкретно под определенные задачи, но во всех работах просматривается определенная методика построения.
ДАТЧИК ТОКА
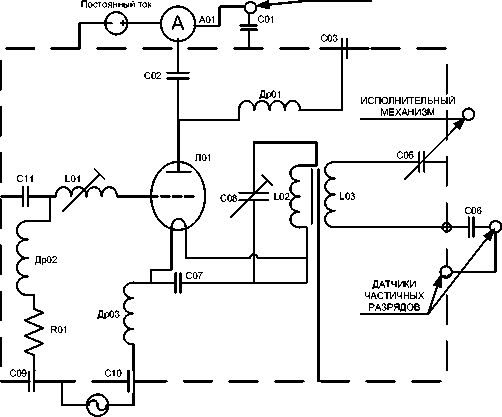
Переменный ток
Рис. 11. Интеграция элементов АСУ с привязкой к схеме ВЧ установки модели УЗП-2500
Fig. 11. Integration of ACS elements with reference to the HF scheme of the installation of the model UZP-2500
Заключение. Таким образом, анализ структуры разработанных систем научного исследования позволяет сделать вывод о том, что динамическое развитие САНИ и САЭ различными научными школами электротермистов привело к единообразной методологии построения АСНИ ВЧ.
Сопоставив результаты исследований, можно утверждать, что построение комплексной системы АСНИ ВЧ полярных термопластичных полимерных материалов в целом завершено.
Список литературы Системы автоматизированного эксперимента для исследования свойств полимерных материалов транспортного назначения при высокочастотной электротермии
- Shastin V. I., Kargapoltcev S. K., Gozbenko V. E., Livshits A. V., Filippenko N. G. Results of the complex studies of microstructural, physical and mechanical properties of engineering materials using innovative methods. International Journal of Applied Engineering Research. 2017, Vol. 12, No. 24, P. 15269-15272.
- Baranov V. N. Primeneniye mikrokontrollerov AVR: skhemy, algoritmy programmy [Application of AVR microcontrollers: circuits, program algorithms]. Moscow, Dodeka Publ., 2004, 288 p.
- Bezmenov F. V., Fedorova I. G. Vysokochastotnaya svarka plastmass [High frequency welding of plastics]. Moscow, Mashinostroyeniye Publ., 1989, 89 p.
- Filippenko N. G., Livshits A. V., Mashovich A. Ya., Kargapol'tsev S. K. Blok avtomatizatsii ustroystva vy-sokochastotnoy termoobrabotki polimernykh materialov [Automation unit for high-frequency heat treat-ment of polymer materials]. Patent RF, No. 118916. 2011.
- GOST 22372-77. Materialy dielektricheskiye. Me-tod opredeleniya dielektricheskoy pronitsayemosti i tangensa ugla dielektricheskikh poter' v diapazone chastot ot 100 do 510(6) Gts [State Standard 22372-77. Dielectric materials. The method for determining the dielectric constant and the dielectric loss tangent in the frequency range from 100 to 5 • 10 (6) Hz]. Moscow, Standartinform Publ., 1977. 52 p.
- Kiseleva T. F. Tekhnologiya sushki [Drying technology]. Kemerovo, Kemerovskiy tekhnologicheskiy institut pishchevoy promyshlennosti Publ., 2007.
- Larchenko A. G. Sistema avtomatizirovannogo upravleniya vysokochastotnym diagnostirovaniem pri pro-izvodstve i ekspluatatsii izdelii iz polimernykh mate-rialov. Kand. Diss. [Automated control sys-tem for high-frequency diagnostics in the production and operation of products from polymeric materials. Cand. Diss.]. Irkutsk, 2014. 164 p.
- Larchenko A. G. [Automated Device for Diagnosing Polymeric Products of Complex Configuration by the Method of High-Frequency Radiation]. Kontrol'. Diagnostika. 2016, No. 2, P. 61-65 (In Russ.).
- Livshits A. V. Avtomatizirovannoye upravleniye tekhnologicheskimi protsessami vysokochastotnoy elek-trotermii polimerov. Dokt. diss. [Automated process control of high-frequency electrothermal pol-ymers. Doct. diss.]. Irkutsk, 2016. 351 p.
- Markova T. E. [The current state and development trends of the polymer industry]. Ekonomika i upravleniye. Available at: https://ecsn.ru/files/pdf/201406/ 201406_94.pdf (accessed 15.04.2020).
- Matsyuk L. N., Vishnevskaya N. V., Kotovsh-chikova O. A. [The effect of melt flow on the weldability of polymeric materials]. Svarochnoye proizvodstvo. 1975. P. 25-26.
- Obzor mirovoy polimernoy industrii [Overview of the global polymer industry]. Available at: https://polyprofi.ru/blogs/Blog_Poly_and_Pro/obzor-mirovoy-polimernoy-industrii.php (accessed 15.04.2020).
- Popov S. I. Avtomatizatsiya upravleniya tekhnologicheskimi protsessami vosstanovleniya eksplua-tatsion-nykh svoystv polimerov. Kand. diss. [Automation of control of technological processes of restoration of operational properties of polymers. Cand. Diss.]. Irkutsk, 2013.150 p.
- [The order of Rosstat dated April 23, 2017 The industrial production index is calculated by type of activity: "Mining", "Manufacturing"]. Available at: https://www.gks.ru/bgd/free/B04_03/IssWWW.exe/Stg/d 04/7.htm (accessed 15.04.2020).
- Rumynskiy S. N. Avtomatizirovannaya sistema upravleniya protsessom vysokochastotnoy svarki izdeliy iz poliamida. Kand. diss. [Automated control system for the process of high-frequency welding of products made of polyamide. Cand. Diss]. St. Petersburg, 2005. 133 p.
- Zaytsev K. I. Matsyuk L. N. Svarka polimernykh materialov [Welding of polymeric materials]. Moscow, Mashinostroenie Publ., 1988, 312.
- Sukhoguzov A. P., Kosyakov A. A [Investigation of partial discharges in electrical isolation]. Vestnik UGTU-UPI. 2003, No. 5 (25), Part 1, P. 363-371 (In Russ.).
- Skhemy upravleniya v ASUTP [Control schemes in process control systems]. Available at: http://automation-system.ru/main/item/42-sxemy-upravleniya-v-asutp.html (accessed 15.04.2020).
- Trostyanskaya Ye. B., Komarov G. V., Shishkin V. A. Svarka plastmass [Welding plastics]. Moscow, Mashinostroenie Publ., 1967, 251 p.
- Trofimov N. V., Markov A. V. [Mathematical model of the optimal mode of high-frequency welding of plastics]. Matematicheskiye metody v tekhnike i tekhnologiyakh (MMTT-21) [Mathematical methods in engineering and technology (MMTT-21)]. Pskov, 2009, P. 71-73.
- Trofimov N. V. Upravleniye rezhimom vysokochastotnoy svarki izdeliy iz plastmass slozhnoy formy. Kand. diss. [Control of high-frequency welding of plastic products of complex shape. Cand. Diss]. St. Petersburg, 2011. 112 p.
- Shengeliya R. G. [On the application of the method of three measurements on a meter when measuring e and tan5 of materials with large losses]. Elektrich-estvo. 1966, P. 79-81 (In Russ.).
- Larchenko A. G. [Evaluation of the quality of products from polymeric materials for engineering purposes]. Vestnik Irkutskogo gosudarstvennogo tekhnicheskogo universiteta. 2019. Vol. 23, No. 3, P. 463-471 (In Russ.).
