Снижение энергозатрат конвейерной системы и продления ресурса конвейерной ленты, на примере портовых конвейерных систем

Автор: Карамнов Е.И., Иванов М.Ю.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 6 (6), 2015 года.
Бесплатный доступ
В статье описаны проблемы транспортировки навалочных грузов конвейерными системами, рассмотрена возможность использования вибрационных питателе в зонах перегрузки с конвейера на конвейер. Поставлен вопрос о необходимости изучения высоко и низкочастотных колебаний конвейерных лент.
Вибрационный питатель, срок службы, конвейер, опоры, колебания транспортировка
Короткий адрес: https://sciup.org/140267050
IDR: 140267050
Текст научной статьи Снижение энергозатрат конвейерной системы и продления ресурса конвейерной ленты, на примере портовых конвейерных систем
Большую долю в грузообороте речных и морских портов занимают насыпные и навалочные грузы, поэтому в последнее время большую важность и значимость приобрели вопросы их перегрузки и транспортировки. Одним из наиболее эффективных решений является применение конвейерных систем. Чаще всего, в качестве основной машиной подобной системы применяют ленточный конвейер.
Конвейерный транспорт хотя и связан с большими капитальными затратами, дешев в эксплуатации, высокопроизводителен, обеспечивает поточность транспортирования, что создает благоприятные предпосылки для его автоматизации. Распространение этого способа транспорта сдерживается некоторыми его недостатками: высоким износом лент, зависимостью качества доставляемого продукта от климатических и метеоусловий.
В связи с необходимостью ускорить обработку судов в портах последнее время широко используются высокопроизводительные конвейерные системы со скоростью движения ленты до 10 м\с. При транспортировке насыпных грузов на большие расстояния, и особенно на быстроходных конвейерах (скорость движения превышает 1 метр в секунду) груз подвергается истиранию, благодаря чему его стоимость снижается, нередко до 15 и более процентов.
Исходя из этого мы имеем задачу оптимизировать конструкцию и режимы работы конвейерных систем, с целью свести к минимуму негативные факторы.
-
а) Износ ленты и истирание груза в местах загрузки конвейеров планируется уменьшить благодаря усовершенствованию погрузо-перегрузочных узлов.
-
б) Исследование уравнения движения груза на ленте.
Для перегрузки грузов с конвейера на конвейер и для загрузки конвейеров широко применяются вибрационные питатели. Вибрационный питатель погрузочного пункта для обеспечения наиболее благоприятных условий поступления груза на транспортирующую ленту должен обеспечить максимально возможное его ускорение и подачу на транспортирующую поверхность со скоростью по возможности близкой к скорости движения конвейерной ленты, как по величине, так и по направлению. Для этого груз должен подаваться по касательной к транспортирующей поверхности. Так как современные конвейеры работают с высокими скоростями движения конвейерной ленты, нужно использовать все возможности для предварительного ускорения груза на рабочем органе вибрационного питателя в целях максимального приближения скорости груза к скорости конвейера и предотвращения проскальзывания ведущего к интенсивному износу конвейерной ленты.
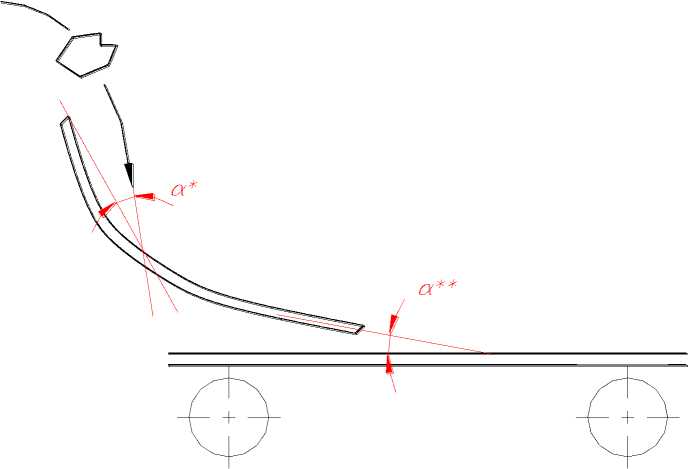
Рис. 1
Для решение этой задачи целесообразно создать условия для преобразования потенциальной энергии загружаемого груза в кинетическую, то есть использовать имеющийся запас потенциальной энергии для ускорения груза в направлении движения ленты.
Таким образом, нужно подобрать конфигурации грузонесущего органа и режима работы вибрационного питателя таким образом, чтобы груз сходил с него со скоростью совпадающей по направлению и величине со скоростью движения конвейерной ленты.
В этом случае грузонесущий орган конвейера будет испытывать наименьшие сопротивления от подаваемого груза в место погрузки, и конвейерная лента будет подвергаться минимальному износу на разгонном участке.
Перегрузочный вибрационный питатель установленный на стыке двух магистральных конвейеров должен решать те же задачи, однако условия его работы отличны от условий работы бункерного погрузочного вибрационного питателя.
На перегрузочный питатель груз поступает уже ускоренным предыдущим по линии конвейером. Однако если перепад между лентами загружающего и загружаемого конвейера велик, груз под действием силы тяжести может поступать на нижележащую ленту под большим углом к поверхности. В данном случае груз имеет достаточно высокую скорость движения. Но направлена она в основном не по движению ленты, а перпендикулярно ей. При этом лента испытывает сильные удары падающих кусков и подвергается интенсивному износу.
В связи с этим, грузонесущий орган и режим работы перегрузочного вибрационного питателя должны быть подобраны так, что бы сохранялась первоначальная скорость груза и направлена она была по касательной к конвейерной ленте загружаемого конвейера.
Для решения этой задачи предлагается к использованию вибрационный питатель представляющий собой лоток сложной формы закрепленный на раме с помощью пружин, так же к лотку прикреплен вибратор мощностью 5,5 киловатт. Амплитуда колебаний устройства 9,5 мм, частота 740 кол/мин. Так же целью снизить износ конвейерной ленты, в конструкции вибрационного питателя предусмотрен колосник находящийся в части лотка, где груз поступает на ленту последующего конвейера, благодаря этому осуществляется подсыпка. На ленту сначала поступают более мелкие фракции груза, а затем крупные. В итоге крупные фракции груза попадают на ленту поверхность на поверхности которой уже лежит груз, удар амортизируется, что приводит к меньшему износу ленты. Размер ячеек сит в предложенной конструкции 100х100 мм.
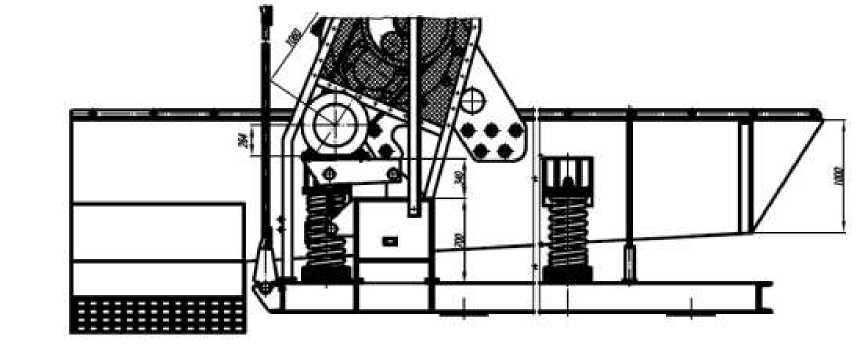
Рис. 2. Вибрационный питатель.
В случае использования предлагаемого вибрационного питателя износ конвейерной ленты в зоне загрузки уменьшится на 30-35 %. Что обеспечивает большую экономическую эффективность предлагаемого решения. Следует отметить что помимо снижения износа ленты конвейера, несколько снизится и энергопотребление за счет уменьшения местного
Определение местного сопротивления, возникающее в зоне загрузки конвейера в случае использования вибрационного питателя и без него.
а) Местное сопротивление с использованием стандартного метода
загрузки.
k ⋅ f ⋅ Qрм ⋅ ( ν - ν 0)
W =К ⋅ з з 3.6 ⋅ (ν - tgβ)
Kз - коэффициент неучтенных сопротивлений в зоне загрузки, принять
Кз=1,4;
k - коэффициент использования конвейера по производительности; f -
коэффициент трения груза по ленте;
ν0
составляющая скорости поступающего на ленту груза в
направлении вектора скорости ленты ;
β- угол наклона конвейера в месте загрузки.
1 ⋅ 0,6 ⋅ 3000 ⋅ (2.5 - 0 )
W =1,4⋅ з 3.6⋅(2,5-tg0)
= 500 Н
б) Местное сопротивление с использованием вибрационного питателя.
Wз = 1,4 ⋅
1 ⋅ 0,6 ⋅ 3000 ⋅ (2.5 - 2,4 )
3.6 ⋅ (2,5 - tg 2.5)
≈ 15,39 Н
ν
0 ≈ 2,4м/с (принимаем что груз поступает на ленту со скоростью максимально приближенной к скорости ленты и направлением по касательной к ленте)
Исследуя уравнение движения груза на ленте конвейера были получены системы уравнений позволяющие понять и изучить причины
истирания ленты и груза в ходе работы конвейера. В процессе движения на конвейерной ленте слой груза постоянно подвергается динамическим воздействиям. Имеющимися экспериментальными исследованиями зафиксирован широкий спектр высокочастотных и низкочастотных колебаний груженой ленты при движении её по роликоопорам. Колебания эти носят пространственный характер. Особенно интенсивны они в продольной плоскости перпендикулярной к поверхности конвейерной ленты. Главной их причиной является перемещение груженой ленты по криволинейной траектории, обусловленной ее провисанием между соседними роликоопорами. Поперечные колебания ленты, вследствие ее деформации, приводят к возникновению ее продольных колебаний, однако амплитуда этих колебаний ниже амплитуды поперечных колебаний. Двигаясь по U-образным роликоопорам, лента, испытывает боковые деформации: на роликоопоре она обжимается, а между роликоопорами под действием упругих сил и нагрузки она несколько выпрямляется. Это приводит к возникновению боковых колебаний, которые происходят относительно продольной оси ленты; причем края ленты, движутся в противофазе. Эти колебания также зависят от скорости движения ленты и расстояния между соседними роликоопорами. Вследствие рассмотренных колебаний конвейерной ленты слой груза в процессе перемещения ленточным конвейером постоянно подвергается пространственным упруговязкопластичным деформациям. Внешне это воспринимается как постоянное "шевеление" груза на ленте конвейера. Деформации перемещаемого груза приводят к постоянным смещениям его относительно транспортирующей поверхности.
Деформации и относительные перемещения транспортируемого груза сопровождаются непроизводительными затратами энергии, истиранием материала и износом рабочей поверхности конвейерной ленты. В ходе изучения закона движения планируется так подобрать привод и конструкцию движущихся частей конвейера, что позволит нам минимизировать негативные факторы.
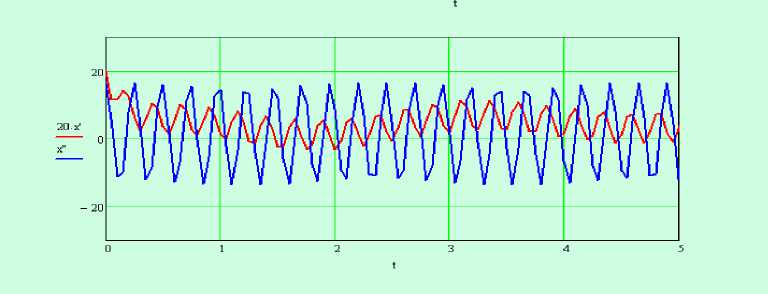
Рис.3 Пример высокочастотных и низкочастотных колебаний груженой ленты при движении её по роликоопорам.
