Снижение загрязненности агрегатов гидропривода машин и механизмов на основе гидродинамической очистки

Автор: Санчугов В.И., Решетов В.М.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-1 т.13, 2011 года.
Бесплатный доступ
В статье сформулированы основные принципы создания гидродинамические технологии очистки внутренних поверхностей агрегатов. Приведены основные результаты исследований параметров течения жидкости на основе модели процесса в среде Matlab-SimuLink.
Гидроагрегат, стендовые системы, гидродинамическая очистка, внутренней поверхности, пульсирующий поток, моделирование
Короткий адрес: https://sciup.org/148200509
IDR: 148200509 | УДК: 629.73.063
Reduction pollution of unit hydraulic drive machines and mechanism on base hydrodynamic cleaning
In article are formulated basic principles of the creation hydrodynamic technologies cleaning inside surfaces units. They are brought main results of the research parameter currents to liquids on base of the models of the process in ambience Matlab-SimuLink.
Текст научной статьи Снижение загрязненности агрегатов гидропривода машин и механизмов на основе гидродинамической очистки
Использование пульсирующих потоков жидкости является эффективным средством обеспечения чистоты рабочих жидкостей систем гидравлического привода машин и механизмов.
В Самарском государственном аэрокосмическом университете сформулированы основные принципы создания гидродинамических технологий ускоренных эквивалентных испытаний и очистки внутренней поверхности агрегатов [1].
Они заключаются в следующем:
-
1. Использование высокоамплитудного течения жидкости должно базироваться на учёте динамических характеристик основных элементов стендовых систем: трубопроводов, соединительных элементов и полостей.
-
2. В качестве источников пульсирующего течения жидкости целесообразно использовать быстродействующие двухпозиционные, одно- и двухканальные дросселирующие и полнопроходные распределители золотникового типа с внешним электрическим или гидравлическим приводом.
-
3. В структуры стендового технологического оборудования должны вводиться специальные устройства акустической развязки и граничных условий, предназначенные для локализации пульсирующих потоков на определенных участках системы, защиты стендового оборудования, снижения энергетических затрат на возбуждение колебаний и удобства управления режимами течения жидкости.
Применительно к очистке непроточных агрегатов (гидроаккумуляторы, гидроцилиндры) разработана схема гидродинамической очистки [2], представленная на рис. 1.
Схема включает в себя баллоны высокого и низкого давления (БВД и БНД), установленные в магистралях подачи и слива жидкости. Двухпозиционный двухканальный распределитель, выполняющий функции генератора колебаний (ГКЖ), периодически подключает объект очистки (ОО) к магистралям высокого и низкого давления с установленными пробоотборниками ПО1 и ПО2.
Принцип действия гидравлической системы иллюстрируется циклограммой срабатывания генератора и течения жидкости, представленной на рис. 2.
Полный цикл возбуждения колебаний состоит из фазы нагнетания, при которой объект очистки соединяется с магистралью высокого давления (рис. 2а), и фазы слива (рис. 2б). При соответствующем выборе параметров стендовой системы в полости объекта очистки развивается гидроударный процесс повышения давления (рис. 2в), сопровождающийся забросом давления и последующими затухающими колебаниями. При этом расход жидкости может достигать весьма значительных значений (рис. 2г). Происходит отрыв частиц загрязнений со стенок агрегата, которые переходят во взвешенное состояние в потоке жидкости. При подключении полости объекта очистки к магистрали слива происходит удаление частиц из полости агрегата (рис. 2д).
Исследования параметров течения жидкости, выбор геометрии магистралей стенда были проведены на модели процесса в среде Matlabe-SimuLink, представленной на рис. 3.
Модель включает в себя источники постоянного давления и слива Constant1 и Constant2, отражающие свойства баллонов высокого и низкого давления. Генератор колебаний моделировался переключателями Switch1 и Switch2 с временными сопротивлениями Rate Limiter 1 и 2.
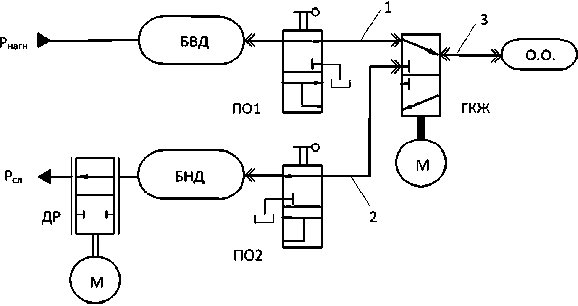
Рис. 1. Схема возбуждения гидроударных колебаний при очистке непроточных агрегатов БВД, БНД – баллоны высокого и низкого давления; ДР – регулируемый дроссель; ГКЖ – генератор колебаний жидкости; М – привод; ПО – пробоотборник; О.О. – объект очистки
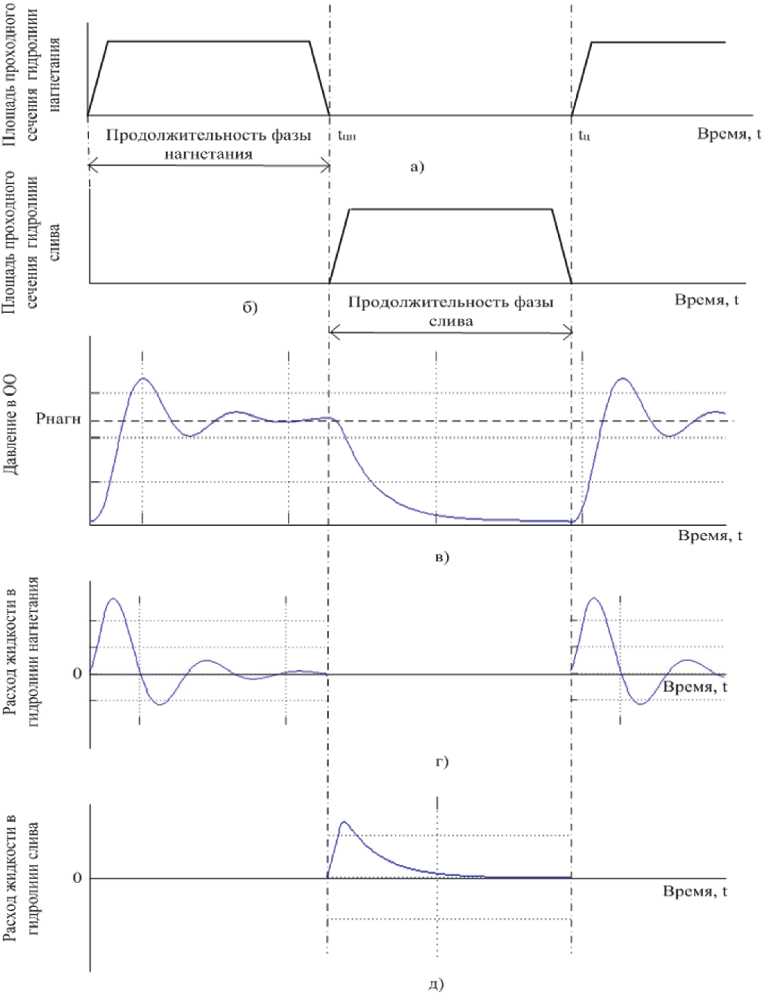
Рис. 2. Циклограмма течения жидкости и срабатывания генератора колебаний при возбуждении гидроударных колебаний
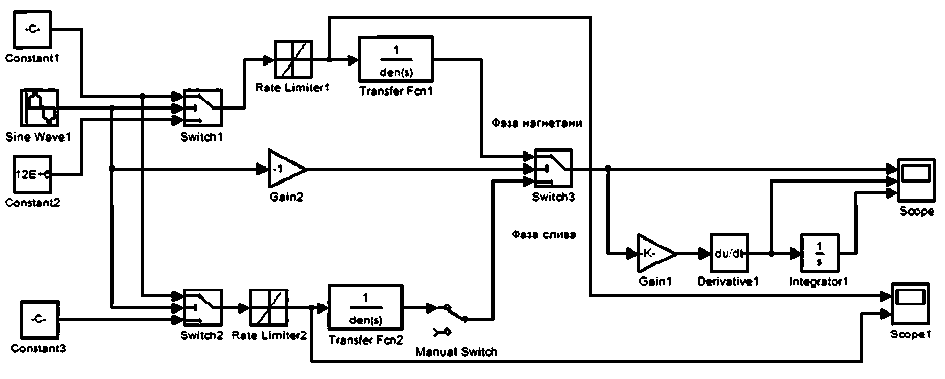
Рис. 3. Модель исследования колебаний жидкости при очистке непроточных агрегатов
Динамические свойства объекта очистки со- мальных значений давления. В противном слу- вместно с прилегающими магистралями моделировались колебательными звеньями второго порядка [3, 4] Transfer Fcn. Поскольку в геометрии магистралей в фазах нагнетания и слива различна, использовались два звена с соответствующими переключателями, работающими от общего управляющего генератора Sine Wave1. Регистрация вычисляемых параметров осуществлялась с использованием осциллографов. На осциллографе Scope регистрировались давление в полости объекта очистки, расход жидкости в полости и объём порций жидкости на входе и выходе.
Проверка адекватности расчетной модели проводилась сравнением результатов расчёта по приведенной модели с результатами физических экспериментов в стендовой системе с соответствующими параметрами.
В процессе исследований параметры стендовой системы варьировались в следующих диапазонах:
. Объём полости агрегата от 0,5 до 10 литров . Давление в магистрали нагнетания до 20 МПа . Давление в магистрали слива 0,5 МПа . Частота циклов нагнетания и слива от 20 до 200 Гц
. Диаметр соединительных магистралей от 4 до 12 мм
. Длина соединительных магистралей ограничивалась условием сосредоточенности пара меров £ <--, где X — длина волны колебаний.
2я
Основные результаты выполненных исследований заключаются в следующем:
-
1. В процессе возбуждения колебаний на входе жидкости в полости агрегата скорость потока достигает 250 м/с и более (рис. 4)
-
2. Переключение гидролиний нагнетания и слива целесообразно производить в моменты неподвижной жидкости в магистралях стенда, то есть при достижении максимальных или мини-
- чае происходит резкое изменение направления и скорости потока жидкости, значительной силы гидроудары и кавитация в потоке жидкости.
-
3. Значения максимальных расходов жидкости повышаются с увеличением добротности стендовой системы в цикле нагнетания и в 7-10 раз могут превышать среднее значение расхода, реализуемое в процессе очистки (рис. 5). В то же время высокая добротность стендовой системы на линии слива нарушает устойчивость течения жидкости, вызывая в конце фазы слива кавитацию жидкости в полости агрегата. Именно поэтому гидравлические характеристики систем нагнетания и слива должны быть различными.
-
4. Продолжительность фаз нагнетания и слива жидкости определяется следующими условиями. Начало фазы слива должно совпадать с максимумом давления в фазе нагнетания. Продолжительность фазы слива должна обеспечивать возможно полный слив жидкости из агрегата и падение давления до значений, близких к нулевому значению. Соотношение объёма вытекающей из полости агрегата жидкости (Vож) и объема магистрали от полости до генератора колебаний (Vмагистр) определяет эффективность выноса частиц загрязнений из условия: К > V
-
5. Продолжительность фазы нагнетания должна определяться с учетом геометрических размеров трубопроводов между баллоном высокого давления, проточной части генератора и соединительного канала от генератора до полости очищаемого агрегата. Время открытия магистрали нагнетания не должно превышать периода собственных колебаний стендовой системы Tо, образованной магистралью подачи и полостью агрегата (рис. 6). Инерционные свойства магистрали слива между генератором колебаний и баллоном низкого давления должны быть минимальными.
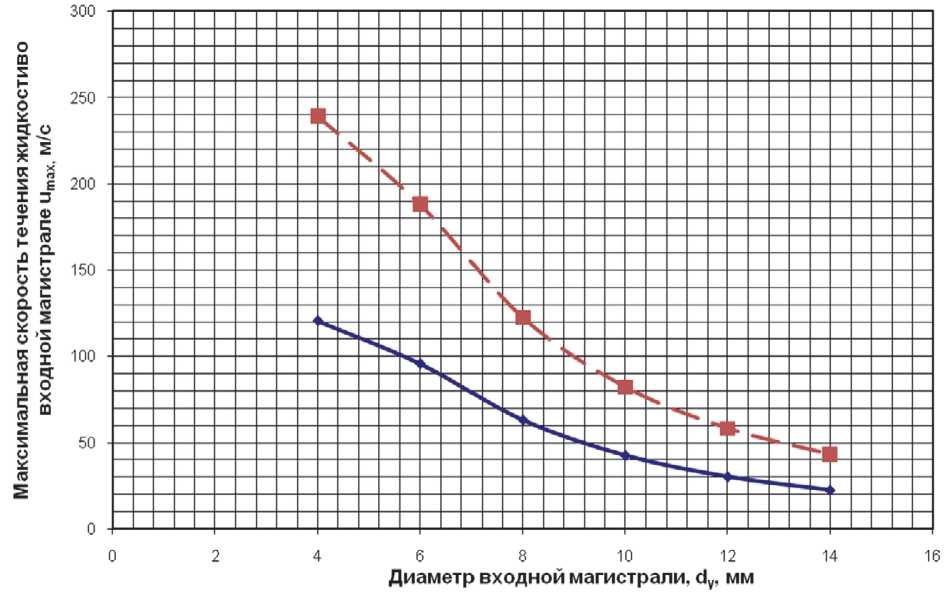
Рис. 4. Достижимые скорости течения жидкости на входе в объект очистки (Vп=1·10-3 м3/с; fцн=50 Гц) при Pнагн=10 МПа (–––– ) и Pнагн=20 МПа (– – –)
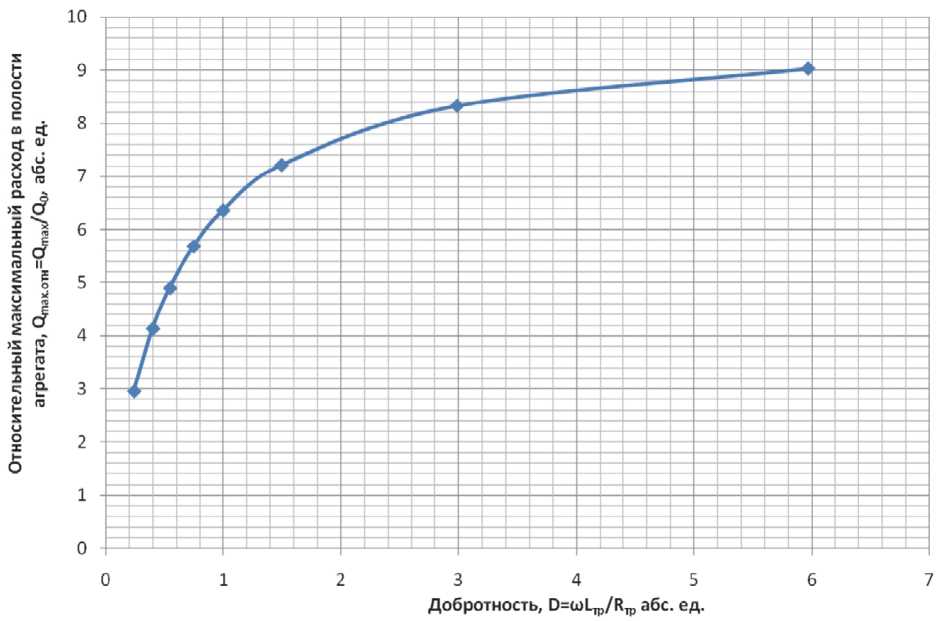
Рис. 5. Влияние добротности стендовой системы на относительный максимальный расход жидкости в полости агрегата объёмом VОО=1 . 10-3 м3
ож магистр
Проверка количественных показателей процессов очистки агрегатов с использованием выполненных исследований показала высокую эффективность в условиях производства агрегатов за счёт сокращения длительно- сти очистки в 2-3 раза при одновременном увеличении числа удаляемых частиц загрязнений. Наибольшая эффективность была достигнута для частиц мелких размерных фракций 5-10 мкм и 10-25 мкм.
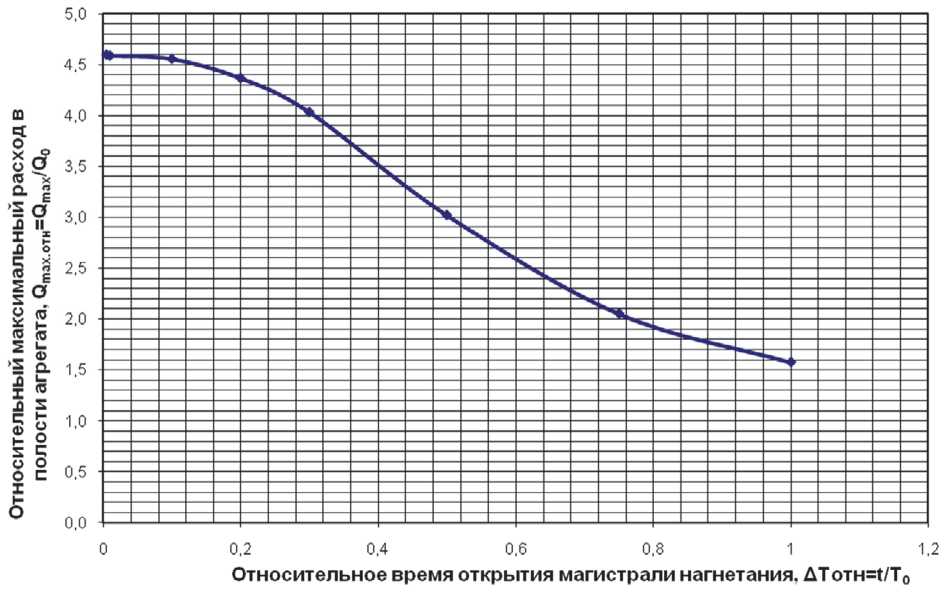
Рис. 6. Влияние времени открытия магистрали нагнетания на максимальный расход жидкости в полости ОО
Список литературы Снижение загрязненности агрегатов гидропривода машин и механизмов на основе гидродинамической очистки
- Санчугов В.И. Технологические основы динамических испытаний и отработки гидросистем и агрегатов. Учебное пособие. Самара: Самарский научный центр РАН, 2003. 96 с.
- ГОСТ 31303-2006. Чистота промышленная. Метод очистки гидродинамический газовых и жидкостных систем машин и механизмов от загрязнителей. Введ. 2008-03-01. М.: Стандартинформ, 2007. 18 с.
- Шорин В.П. Устранение колебаний в авиационных трубопроводах. М.: Машиностроение, 1980. 156 с.
- Гликман Б.Ф. Нестационарные течения в пневмогидравлических цепях. М.: Машиностроение, 1979. 256 с.
