Снижение затрат энергоресурсов на установке деасфальтизации гудрона

Автор: Котляр Н.В., Попов С.В., Николаева Ж.В., Хабибрахманова О.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 1 (95) т.85, 2023 года.
Бесплатный доступ
Установки пропановой деасфальтизации используются для «очистки» гудрона от асфальтосмолистых и полициклических ароматических компонентов. Используемые при этом энергоресурсы достаточно большие. Для снижения энергоёмкости рассматривается возможность рекуперации теплоты технологических потоков установки и уменьшения расхода пара и воды при регенерации пропана из раствора деасфальтизата. Исследования проведены с использованием программной системы Honeywell UniSim Design, в которой разработали модель установки пропановой деасфальтизации гудрона. Для расчета термодинамических свойств компонентов фракций использован метод Peng-Robinson. Выполненный анализ энергетических потоков технологической схемы показал, что для повышения температуры раствора деасфальтизата от 79,9оС до 120оС для трубчатого испарителя требуется подвести энергетический поток 2,709е5 кДж/ч. При этом величина теплового потока целевого продукта (деасфальтизата) составляет 5,746е6 кДж/ч, следовательно, имеется возможность рекуперации теплоты между рассмотренными потоками. Предложена энергосберегающая технология регенерации пропана из раствора деасфальтизата, в которой в трубчатом испарителе вместо острого пара используется теплота потока выделенного деасфальтизата. Проведенный вычислительный эксперимент показал, что рассчитанное уменьшение расхода острого пара в отпарной колонне К-2 снижает энаргопотребление установки с сохранением четкости разделения пропана и целевого продукта. Отсутствие в потоке регенерированного пропана углеводородной фракции делает возможным его рециркуляцию на питание экстракционной колонны. Показано, что в конденсаторе смешения К-5 возможно уменьшение расхода воды. За счет снижения расхода пара, используемого в отпарной колонне К-2, и понижения расхода воды в конденсаторе К-5 уменьшается количество воды, сбрасываемой в канализацию. Предложенная технологическая схема регенерации пропана из раствора деасфальтизата и модель установки могут использоваться в процессах одно- и двухступенчатой деасфальтизации гудрона для их расчета и проектирования.
Гудрон, пропан, установка деасфальтизации гудрона, раствор деасфальтизата, раствор асфальта, эвапоратор, сепаратор, отпарная колонна, энергосбережение
Короткий адрес: https://sciup.org/140301807
IDR: 140301807 | УДК: 665.6/.7:66.011 | DOI: 10.20914/2310-1202-2023-1-187-193
Reducing energy costs at the tar deasphalting unit
Propane de-asphalting units are used to "clean" tar from asphalt-resin and polycyclic aromatic components. The energy resources used in this case are quite large. To reduce energy consumption, the possibility of heat recovery of the technological flows of the installation and reduction of steam and water consumption during the regeneration of propane from a deasphaltisate solution is being considered. The research was carried out using the Honeywell UniSim Design software system, in which a model of a propane de-asphalting tar installation was developed. The Peng-Robinson method was used to calculate the thermodynamic properties of the fraction components. The analysis of the energy flows of the technological scheme showed that to increase the temperature of the deasphaltisate solution from 79.9 OC to 120 Oc for a tubular evaporator, it is required to bring an energy flow of 2.709e5 kJ/h. At the same time, the value of the heat flux of the target product (deasphaltisate) is 5,746e6 kJ / h, therefore, there is a possibility of heat recovery between the considered flows. An energy-saving technology for the regeneration of propane from a solution of deasphaltisate is proposed, in which the heat of the flow of the extracted deasphaltisate is used in a tubular evaporator instead of hot steam. The conducted computational experiment showed that the calculated reduction in the consumption of hot steam in the K-2 steam column reduces the energy consumption of the installation while maintaining the clarity of the separation of propane and the target product. The absence of a hydrocarbon fraction in the flow of regenerated propane makes it possible to recycle it to feed the extraction column. It is shown that it is possible to reduce water consumption in the K-5 mixing condenser. By reducing the steam consumption used in the K-2 steam column and lowering the water consumption in the K-5 condenser, the amount of water discharged into the sewer is reduced. The proposed technological scheme for the regeneration of propane from a deasphaltisate solution and the installation model can be used in the processes of one- and two-stage deasphaltization of tar for their calculation and design.
Текст научной статьи Снижение затрат энергоресурсов на установке деасфальтизации гудрона
DOI:
Процессы деасфальтизации используются как способ углубления переработки нефти «очисткой» гудрона от асфальтосмолистых и полициклических ароматических компонентов. В качестве растворителя, определяющего получаемые характеристики продуктов, в этих процессах применяют пропан, бутан, гептан и другие углеводороды. Процесс пропановой деасфальтизации наиболее распространен в промышленных условиях [1–7], при этом пропан выполняет функции коагулятора асфальто-смолистых веществ и, одновременно, избирательного растворителя для извлекаемых компонентов нефтяных фракций [4].
Отметим, что в процессе пропановой деасфальтизации используемые энергоресурсы достаточно большие [8–11]. Для их снижения в работах [10–12] предлагается изменение аппаратурного оформления процесса, в исследованиях [13–16] описано проведение процесса при сверхкритических условиях по отношению к растворителю. В работе [17] для расчета характеристик получаемого асфальта используется программный пакет SimSci-Esscor Pro II. В патенте [18] предлагается использовать тепло регенерированного растворителя для нагревания растворов, выходящих из экстракционной колонны. В исследовании [19] показана возможность снижения расхода пара при регенерации пропана из асфальтового раствора установки.
Цель работы – для промышленной установки пропановой деасфальтизации гудрона разработка варианта энергосберегающей технологии регенерации пропана из раствора деасфальти-зата, обеспечивающей снижение расхода пара и воды с использованием рекуперации тепловых потоков технологической схемы.
Методы
Исследования проводили с использованием моделирующей системы Honeywell UniSim
Design [20], для расчета термодинамических свойств компонентов фракций использован метод Peng-Robinson.
На рисунке 1 приведена разработанная модель технологической схемы регенерации пропана и выделения фракции деасфальтизата из раствора деасфальтизата, поступающего из экстракционной колонны промышленной установки [8].
Раствор деасфальтизата (поток см_ДеАСФ ), содержащий пропан (96,99% мас.) и углеводородные фракции (температуры кипения от 405о С до 537о С), выводится из экстрактора с температурой 75о С и давлением 3530 кПа. Регенерация пропана проводится с использованием трех последовательно работающих трубчатых испарителей {Э-1 V–I}, {Э-1А V-1А} и {Э-1Б V-1Б}, отпарной колонны К-2 и конденсатора смешения К-5. Переток раствора деасфальтизата из одного испарителя в другой осуществляется за счет перепада давления. В технологических потоках снижение давления проводится с помощью клапанов VLV-106 (до 1690кПа), VLV-107 (до 1660кПа), VLV-108 (до 1500кПа) и VLV-109 (до 245кПа).
Раствор деасфальтизата (поток деасф 9 ) с остаточным содержанием пропана (до 3% мас.) из испарителя {Э-1Б V-1Б} перетекает в отпарную колонну К-2, где происходит окончательная отпарка пропана из деасфальтизата острым паром. Поток пропан 13 (смесь водяного пара и пропана) поступает на конденсатор смешения К-5 для конденсации паров воды с использованием воды. Полученная фракция деасфальтизата (поток деасф 12 ) с низа колонны К-2 откачивается в товарный парк.
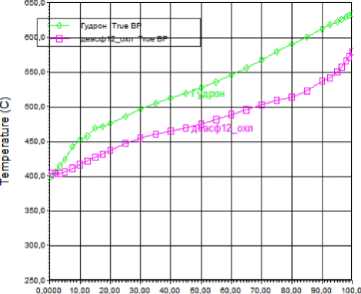
Графики ИТК разгонки гудрона и полученного деасфальтизата показаны на рисунке 2.
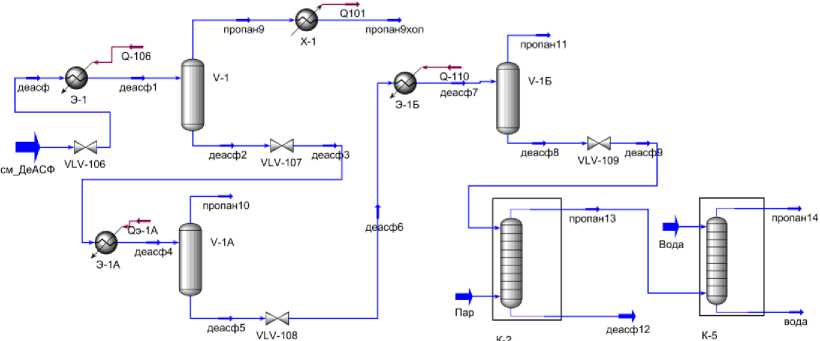
Рисунок 1. Фрагмент «типовой» технологической схемы регенерации пропана и получения фракции деасфальтизата установки пропановой деасфальтизации гудрона (распечатка в среде Honeywell UniSim Design)
Figure 1. Fragment of a "typical" technological scheme for the regeneration of propane and the production of a fraction of deasphaltisate of a propane tar deasphaltization plant (printout in the Honeywell UniSim Design environment)
Mass Percent (%)
Рисунок 2. График ИТК разгонки гудрона и полученной фракции деасфальтизата
Figure 2. Graph of the ITK of the tar dispersal and the resulting deasphaltisate fraction
Результаты и обсуждение
Анализ энергетических потоков технологической схемы (рисунок 1) показывает, что для повышения температуры от 79,9 о С (поток деасф 3 ) до 120о С (поток деасф 4 ) для трубчатого испарителя {Э-1А V-1А} требуется подвести энергетический поток Qэ-1А = 2,709 е5 кДж/ч. При этом величина теплового потока деасфальти-зата (поток деасф 12 ) составляет 5,746 е6 кДж/ч, следовательно имеется возможность передачи части теплоты от потока деасф 12 потоку деасф 3 .
Измененная технологическая схема с организацией рекуперативного теплообмена приведена на рисунке 3. Технологический поток деасф 12 отдаёт тепло в испарителе {Э-1А V-1А} и охлаждается от температуры 142,8 о С до 95,3 о С (поток деасф 12_охл), а поток раствора деасфальтизата нагревается с 79,9 о С до 120о С. В результате обеспечивается снижение энергоёмкости установки за счёт уменьшения расхода острого пара, который использовался для рассмотренного испарителя.
Проведенный вычислительный эксперимент также позволил рассмотреть используемые на промышленной установке режимные параметры и получаемые показатели работы отпарной колонны К-2 и конденсатора смешения К-5 и выполнить оценку их оптимальных значений.
Значения используемых на установке технологических режимов и компонентный состав потоков колонны К-2 показаны в таблице 1. Видно, что при расходе острого пара 150кг/ч (таблица 1а) в деасфальтизате (поток деасф 12 ) пропан отсутствует, а содержание воды в потоке пропан 13 82,83% мол. (66,34% мас.). Результаты расчетов, полученные для варианта снижения расхода острого пара с 150 кг/ч до 12кг/ч, показали, что в потоке деасф 12 остаточное содержание пропана составляет величину 0.0012% мол. (0.0001% мас.), а содержание воды в потоке пропана ( пропан 13 ), поступающего в аппарат К-5, составляет 25,6% мол. (12,33% мас.), следовательно на установке имеется возможность существенного уменьшения энергозатрат за счёт снижения потребления острого пара.
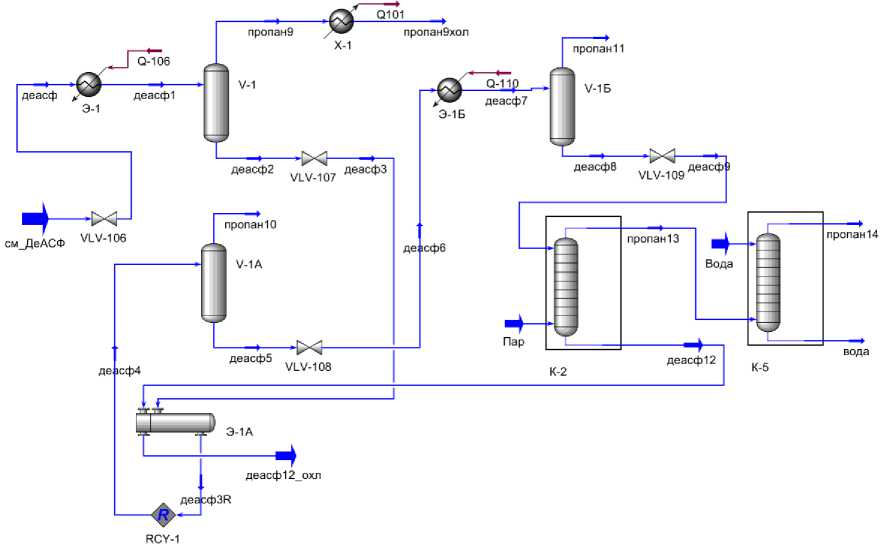
Рисунок 3. Фрагмент измененной технологической схемы регенерации пропана и получения фракции деасфальтизата установки пропановой деасфальтизации гудрона (распечатка в среде Honeywell UniSim Design)
Figure 3. Fragment of the modified technological scheme of propane regeneration and obtaining the deasphaltisate fraction of the propane tar deasphaltisation unit (printout in the Honeywell UniSim Design environment)
В конденсаторе смешения К-5 через орошение водой из потока пропан 13 удаляется вода. В таблице 2 приведены используемые на практике режимы и составы технологических потоков (входной поток пропан 13 имеет технологические параметры из таблицы 1, то есть до оптимизации расхода пара в колонне К-2).
Из таблицы 2b видно, что в потоке пропан 14 , выходящего из аппарата К-5 остаточное содержание воды 1,33% мол. (0,55% мас.). Расчёты показали возможность уменьшения расхода воды с 20000кг/ч до 6000 кг/ч. При этом в потоке
Значения технологических режимов (а) и компонентный состав потоков (b) колонны К-2
(распечатка в Honeywell UniSim Design)
Table
пропан 14 наблюдается остаточное содержание воды порядка 0,57% мол. (0,24% мас.) и практически отсутствует тяжелая углеводородная фракция, что делает возможным в промышленных условиях его рециркулирование на питание экстракционной колонны.
Отметим, что в предложенной схеме (рисунок 3) за счет уменьшения расхода пара в колонне К-2 уменьшается требуемый расход воды в колонне-конденсаторе К-5 и, как следствие, снижается её количественный сброс в канализацию.
Таблица
Values of technological modes (a) and component composition of flows (b) of the K-2 column (printout in Honeywell UniSim Design)
|
Name |
деасф9 |
Пар |
деасф12 |
пропан!3 |
|
Vapour |
0,1517 |
1,0000 |
0,0000 |
1,0000 |
|
Temperature [C] |
142,6 |
280,0 |
148,7 |
142,2 |
|
Pressure [kPa] |
245,2 |
588,4 |
200,0 |
196,0 |
|
Molar Flow [kgmole/h] |
9,664 |
8,326 |
8,029 |
9,961 |
|
Mass Flow [kg/h] |
3016 |
150,0 |
2942 |
224,1 |
|
Std Ideal Liq Vol Flow [m3/h] |
2,996 |
0,1503 |
2,849 |
0,2978 |
|
Molar Enthalpy [kJ/kgmole] |
-6,134e+005 |
-2,332e+005 |
-7,1566+005 |
-2,132е+005 |
|
Molar Entropy [kJ/kgmole-C] |
490,5 |
180,1 |
564,7 |
184,0 |
|
Heat Flow [kJ/h] |
-5,928e+006 |
-1,9426+006 |
-5,7466+006 |
-2,124е+00б |
|
деасф9 |
Пар |
деасф12 |
пропан13 |
|
|
Propane |
0,176930 |
0,000000 |
0,000000 |
0,171648 |
|
H20 |
0,000000 |
1,000000 |
0,009374 |
0,828343 |
|
NBP[0]405* |
0,078635 |
0,000000 |
0,094639 |
0,000005 |
|
NBP[0]420* |
0,074455 |
0,000000 |
0,089610 |
0,000002 |
|
NBP[O]440* |
0,175101 |
0,000000 |
0,210748 |
0,000001 |
|
N0P[O]473* |
0,210197 |
0,000000 |
0,252990 |
0,000000 |
|
N0P[O]5O4* |
0,149273 |
0,000000 |
0,179663 |
0,000000 |
|
N0P[O]528* |
0,092987 |
0,000000 |
0,111918 |
0,000000 |
|
N0P[OJ556* |
0,032996 |
0,000000 |
0,039713 |
0,000000 |
|
NBP[0J583* |
0,007917 |
0,000000 |
0,009529 |
0,000000 |
|
NBP[0)616* |
0,001510 |
0,000000 |
0,001817 |
0,000000 |
Таблица 2.
Значения технологических режимов (а) и компонентный состав потоков (b) конденсатора смешения К-5 (распечатка в Honeywell UniSim Design)
Table 2.
(a)
(b)
Values of technological modes (a) and component composition of flows (b) of the K-5 mixing capacitor (printout in Honeywell UniSim Design)
|
Name |
Вода |
пропан!3 |
вода |
пропан!4 |
|
|
Vapour |
0,0000 |
1,0000 |
0,0000 |
0,9935 |
|
|
Temperature [С] |
15,00 |
142,2 |
19,85 |
18,93 |
|
|
Pressure [kPa] |
315,0 |
196,0 |
350,0 |
310,0 |
|
|
Molar Flow [kgmole/h] |
1110 |
9,961 |
1118 |
1,733 |
|
|
Mass Flow [kg/h] |
2,000e+004 |
224,1 |
2,015е+004 |
75,83 |
|
|
Std Ideal Liq Vol Flow [m3/h] |
20,04 |
0,2978 |
20,19 |
0,1492 |
|
|
Molar Enthalpy [kJ/kgmole] |
-2,870e+005 |
-2,132e+005 |
-2,866е+005 |
-1,068е+005 |
|
|
Molar Entropy [kJ/kgmole-C] |
51,05 |
184,0 |
52,35 |
150,1 |
|
|
Heat Flow [kJ/h] |
-3,186e+008 |
-2,124e+006 |
-3,206е+008 |
-1,851 е+005 |
(a) |
|
Вода |
пропанН |
вода |
пропан14 |
||
|
Propane J 0,0000001 |
0,171649 |
0,000000 |
0,986702 |
||
|
H20 |
1,000000 |
0,828343 |
1,000000 |
0,013252 |
|
|
NBP[0]405‘ |
0,000000 |
0,000005 |
0,000000 |
0,000026 |
|
|
NBP[0]420* |
0,000000 |
0,000002 |
0,000000 |
0,000012 |
|
|
NBP[0]448* |
0,000000 |
0,000001 |
0,000000 |
0,000006 |
|
|
NBP[0]473* |
0,000000 |
0,000000 |
0,000000 |
0,000002 |
|
|
NBP[0]504* |
0,000000 |
0,000000 |
0,000000 |
0,000000 |
|
|
NBP[0]528* |
0,000000 |
0,000000 |
0,000000 |
0,000000 |
|
|
NBP[0]556* |
0,000000 |
0,000000 |
0,000000 |
0,000000 |
|
|
NBP[0]583- |
0,000000 |
0,000000 |
0,000000 |
0,000000 |
|
|
NBP[0]616* |
0,000000 |
0,000000 |
0,000000 |
0,000000 |
(b) |
Заключение
На промышленных установках пропановой деасфальтизации гудрона в качестве основного теплоносителя применяется острый водяной пар, использование которого имеет ряд известных недостатков. В качестве альтернативы его использованию для рассматриваемой установки проведено исследование возможности рекуперации теплоты технологических потоков.
С использованием программной среды Honeywell UniSim Design разработана модель установки.
Проведенный вычислительный эксперимент позволил получить следующие результаты.
Предложена энергосберегающая технология регенерации пропана из раствора деас-фальтизата, в которой в трубчатом испарителе вместо острого пара используется теплота потока выделенного деасфальтизата.
Рассчитанное уменьшение расхода острого пара в отпарной колонне К-2 снижает энаргопо-требление установки с сохранением четкости разделения регенерированного пропана и целевого продукта (фракции деасфальтизата). Отсутствие в потоке регенерированного пропана углеводородной фракции делает возможным его рециркуляцию на питание экстракционной колонны.
Показано, что в конденсаторе смешения К-5 возможно уменьшение расхода воды.
В целом, за счет снижения расхода пара, используемого в отпарной колонне К-2, и понижения расхода воды в конденсаторе К-5 уменьшается количество воды, сбрасываемой в канализацию.
Предложенная технологическая схема регенерации пропана и модель установки могут использоваться в процессах одно- и двухступенчатой деасфальтизации гудрона для их расчета и проектирования.
Список литературы Снижение затрат энергоресурсов на установке деасфальтизации гудрона
- Халикова Д.А., Петров С.М., Башкирцева Н.Ю. Обзор перспективных технологий переработки тяжелых высоковязких нефтей и природных битумов // Вестник Казанского технологического университета. 2013. Т. 16. №. 3. С. 217-221.
- Гольдберг Д.О., Соболев Б.А. Деасфальтизация пропаном. М.: Химия, 1965. 104 с.
- Глазов Г.И., Фукс И.Г. Производство нефтяных масел. М.: Химия, 1976. 192 с.
- Золотарев П.А., Ольков П.Л., Горелов Ю.С. Проектирование установок деасфальтизации. Уфа: Изд. Уфимск. нефт. ин-та, 1982. 85 с.
- Хайрудинов И.Р., Мингараев С.С., Хамитов Г.Г. и др. Перспективы развития и повышения эффективности процессов деасфальтизации нефтяных остатков // Тематический обзор. Серия Переработка нефти. М.: ЦНИИТЭнефтехим, 1994. Вып. 5. 72 с.
- Нигматуллин Р.Г., Золотарев П.А., Сайфуллин Н.Р. и др. Деасфальтизация нефтяного сырья пропаном. М.: Техинформ, 2003. 200 с.
- Пат. № 2174532, RU, C10G 21/14. Способ деасфальтизации высоковязкой нефти и природного битума / Старшов М.И., Каюмова Н.Р., Половняк В.К., Ахунов Р.М., Абдулхаиров Р.М. № 2000115642/04; Заявл. 15.06.2000; Опубл. 10.10.2001, Бюл. № 28.
- Kupareva A., Mäki‐Arvela P., Murzin D.Y. Technology for rerefining used lube oils applied in Europe: a review // Journal of Chemical Technology & Biotechnology. 2013. V. 88. №. 10. P. 1780-1793. https://doi.org/10.1002/jctb.4137
- Pham D.V., Nguyen N.T., Kang K.H., Seo P.W. et al. Effect of slurry phase catalyst and H2 pressure on hydrocracking of SDA (solvent de-asphalting) pitch // Korean Journal of Chemical Engineering. 2022. V. 39. №. 5. P. 1215-1226. https://doi.org/10.1007/s11814-021-1026-7
- Дегтярёв П.А., Замковой Н.П., Шмаков Н.В. Модернизация установки деасфальтизации гудрона пропаном 36/2 м цеха 101 завода масел ОАО «АНХК» // Известия вузов. Прикладная химия и биотехнология. 2013. № 2 (5). С. 66-71.
- Пат. № 2326154, RU, C10G 21/14. Способ деасфальтизации гудрона / Зоткин В.А., Никитин А.А., Войдашевич В.В., Фролов А.И. и др. № 2006109606/04; Заявл. 28.03.2006; Опубл. 10.10.2007, Бюл. № 28.
- Пат. № 2552419, RU, C10G 21/14. Способ двухколонной пропановой деасфальтизации нефтяных остатков / Биктимиров Ф.С. № 2013130089/04; Заявл. 01.07.2013; Опубл. 10.06.2015, Бюл. № 16.
- Пат. № 2232792, RU, C10G 21/14. Способ деасфальтизации нефтяных остатков / Султанов Ф.М., Хайрудинов И.Р., Кузнецов В.Ю., Теляшев Э.Г. № 2002125778/04; Заявл. 27.09.2002; Опубл. 20.07.2004, Бюл. № 20.
- Пат. № 2522155, RU, C10G 21/28. Сверхкритический сепаратор / Курочкин А.В. № 2013130774/04; Заявл. 04.07.2013; Опубл. 10.07.2014, Бюл. № 19.
- Пат. № 2436836, RU, C10G 21/14, 21/28. Способ "сухой" пропановой деасфальтизации нефтяных остатков / Биктимиров Ф.С. № 2009146367/04; Заявл. 14.12.2009; Опубл. 20.06.2011, Бюл. № 17.
- Пат. № 2051951, RU, C10G 21/28. Способ регенерации пропана из деасфальтизатного раствора / Султанов Ф.М., Бикбулатов М.С., Сайфуллин Н.А., Хайрудинов И.Р. и др. №92 92003568; Заявл. 02.11.1992.
- Заббаров Р.Р., Ахмитшин А.А., Валеева Н.Г. Моделирование процесса деасфальтизации природных битумов и тяжелых нефтяных остатков // Вестник Казанского технологического университета. 2013. Т. 16. №. 18. С. 270-271.
- Пат. № 2136720, RU, C10G 21/14, 21/28. Способ деасфальтизации нефтяных остатков / Хайрудинов И.Р., Султанов Ф.М., Сайфуллин Н.Р., Нигматуллин Р.Г. и др. № 98102991/04; Заявл. 19.02.1998; Опубл.10.09.1999.
- Мясоедов А.В., Попов С.В., Хабибрахманова О.В. Снижение затрат энергоресурсов при регенерации растворителя на установке деасфальтизации гудрона // Вестник ВГУИТ. 2021. Т. 83. № 2. С. 202-207.
- Sadi M., Kananpanah S., Bayat M. Adaptive neuro fuzzy inference system to predict average asphaltene particle diameter case study: in thermal de-asphalting process // Petroleum Science and Technology. 2020. V. 38. №. 6. P. 542-549. https://doi.org/10.1080/10916466.2020.1769653
