Сохранение формы границы раздела при кузнечной осадке биметаллической заготовки

Автор: Логинов Юрий Николаевич, Замараева Юлия Валентиновна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.20, 2020 года.
Бесплатный доступ
Целью работы является оценка влияния конфигурации оболочки на искажение границы раздела между оболочкой и заготовкой в процессе кузнечной осадки. Сама оболочка в этом случае выступает как элемент сборки, позволяющей повысить уровень напряжений сжатия и, соответственно, уровень пластичности металла. Вычислительный эксперимент включал применение программного комплекса DEFORM, а в качестве способа решения применен метод конечных элементов. Задача кузнечной осадки решалась с применением различных вариантов геометрического исполнения оболочки. В качестве малопластичного материала рассматривался магний в литом состоянии, в качестве материала оболочки применена медь. Особенность конфигурации оболочки состояла в том, что она имела треугольную форму поперечного сечения. В результате постановки и решения задач удалось построить графические зависимости, характеризующие степень прямолинейности образующей цилиндрической заготовки после операции кузнечной осадки. Это могло позволить избежать чрезмерных потерь металла в операции отделения оболочки от заготовки. Применены безразмерные параметры в виде отношения диаметра заготовки по бочке к диаметру на контактной поверхности, отношения толщины стенки оболочки к диаметру заготовки и отношения высоты заготовки к ее диаметру. Установлено, что увеличение толщины оболочки может приводить к получению вогнутой боковой поверхности, особенно если отношение высоты заготовки к ее диаметру больше единицы. Областью применения результатов работы является обработка давлением малопластичных металлов и сплавов, например, таких как магний и его сплавы.
Кузнечная осадка, пластичность, напряженное состояние, магний и его сплавы
Короткий адрес: https://sciup.org/147233940
IDR: 147233940 | УДК: 621.735.32 | DOI: 10.14529/met200106
Retention of the section border form when upsetting of bimetallic article
The aim of the work is to assess the influence of the shell configuration on the deterioration of the interface between the shell and the billet during upsetting. The shell itself in this case acts as an element of the assembly, which allows to increase the level of compression stresses and the level of ductility of the metal, respectively. The computational experiment included the use of the DEFORM software package. The finite element method was used as a solution method. The forging draft was solved using various options for the geometric design of the shell. Magnesium in the cast state was considered as a low-plastic material, copper was used as a shell material. A feature of the configuration of the shell was that it had a triangular cross-sectional shape. It was possible to build graphical dependencies characterizing the degree of straightness of the generatrix of the cylindrical billet after the forging operation as a result of setting and solving problems. This could avoid excessive metal losses in the operation of separating the shell from the billet. Dimensionless parameters are applied in the form of the ratio of the diameter of the billet on the barrel to the diameter on the contact surface, the ratio of the shell wall thickness to the diameter of the workpiece and the ratio of the height of the workpiece to its diameter. The fact that increasing the thickness of the shell can lead to a concave side surface, especially if the ratio of the height of the billet to its diameter greater than one has been established. The scope of the work results is the pressure treatment of low-plastic metals and alloys, for example, such as magnesium and its alloys.
Текст научной статьи Сохранение формы границы раздела при кузнечной осадке биметаллической заготовки
Операция кузнечной осадки применяется для пластической деформации заготовок с целью изменения их формы и/или повышения механических свойств деформируемого материала. Определенную сложность представляет организация процесса для деформации малопластичных материалов, поскольку свободная боковая поверхность заготовки становится выпуклой и на ней могут возникать напряжения растяжения [1–3], приводящие к трещинооб-разованию. Неоднократно предлагались приемы, с помощью которых уровень сжимающих напряжений в процессах, похожих на кузнечную осадку, мог бы быть повышен [4, 5].
Задача предотвращения появления трещин не снимается с повестки дня. В какой-то мере она даже обостряется в связи с вовлечением в промышленный оборот новых материалов, таких как магниевые сплавы, которые нашли широкое применение в мобильной телефонии и производстве ЭВМ [6]. Магний относится к металлам с ГПУ решеткой, поэтому пластические свойства его понижены. Разработке новых приемов обработки давлением магниевых сплавов посвящено значительное количество научных работ [7, 8]. Существует также стремление к обработке таких материалов именно в холодном состоянии [9, 10], поскольку магний в отличие от алюминия не образует защитной пленки оксидов, препятствующих взаимодействию с атмосферой. Одним из простых приемов создания подпора в схеме кузнечной осадки является применение оболочек [11].
Целью работы является оценка влияния конфигурации оболочки на искажение границы раздела между оболочкой и заготовкой.
Для оценки напряженно-деформированного состояния применили метод конечных элементов, реализованный в программном модуле DEFORM-3D. Постановка задачи включала в себя описание геометрии очага деформации в исходном состоянии, описание физических и пластических свойств на основе справочных данных, задание граничных условий в перемещениях.
Низкими пластическими свойствами обладают как сплавы магния, так и сам магний. В литературе имеются довольно обширные данные испытаний магниевых сплавов в горячем состоянии. Однако испытания этих материалов в холодном состоянии осадкой или растяжением с целью получения кривых упрочнения очень затруднены из-за малости уровня пластической деформации, которую выдерживают образцы.
Использована схема осадки цилиндрической магниевой заготовки с подпором, образованным кольцевой медной оболочкой. Медь выбрана в качестве материала, обладающего повышенным уровнем пластичности [12].
В расчетах использованы данные по свойствам магния марки МГ90, полученные сотрудниками ИФМ УрО РАН в испытаниях на растяжение [13]. Они заданы в интерфейсе в табличном виде как зависимость сопротивления деформации от степени деформации при малых значениях последней. Соответственно, сопротивление деформации при больших деформациях программа рассчитывала путем экстраполяции. Для меди использованы кривые упрочнения, приведенные в справочнике [14], и заданы также в табличном виде. Упругие константы в различных источниках информации несколько отличаются друг от друга, они заданы с опорой на справочные данные системы (The Online Materials Information Resource ,
Сохранение формы границы раздела при кузнечной осадке биметаллической заготовки соответственно, для магния модуль нормальной упругости E = 44 ГПа, коэффициент Пуассона µ = 0,35, для меди – E = 110 ГПа, µ = 0,34.
Магниевый образец представлен в виде цилиндра диаметром D 0 = 15 мм и высотой H 0 = 15 мм ( H 0 / D 0 = 1), диаметром D 0 = 7,5 мм и высотой H 0 = 15 мм ( H 0 / D 0 = 2) и диаметром D 0 = 30 мм и высотой H 0 = 15 мм ( H 0 / D 0 = 0,5).
Установлены контактные взаимодействия трех типов на контактах: заготовка – бойки, оболочка – бойки, заготовка – оболочка. Относительное обжатие – 50 %. Показатель трения по Зибелю равен 0,1.
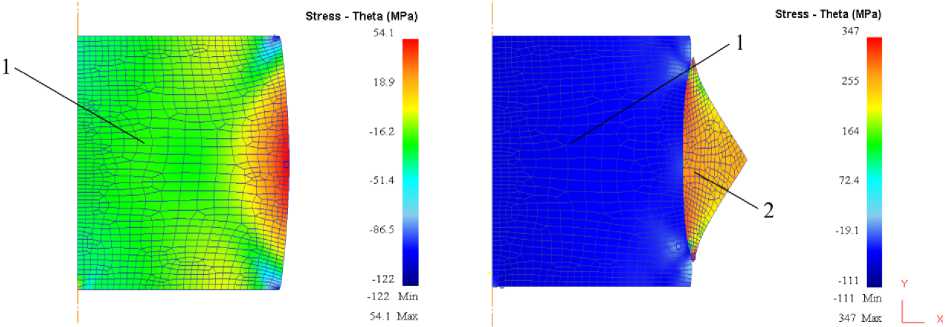
На рис. 1а представлен вариант решения задачи при отсутствии оболочки. Видно, что боковая поверхность цилиндра подверглась бочкообразованию, причем в этом месте наблюдается ухудшение напряженного состояния из-за понижения уровня сжимающих средних напряжений. Обычно потеря пластичности сопровождается появлением на боковой поверхности трещин вертикальной направленности, что говорит о действии растягивающих тангенциальных напряжений. Поэтому на рис. 1 отображены уровни именно тангенциальных напряжений. Их значения на боковой поверхности равны 54,1 МПа.
На рис. 1б показан вариант решения задачи при наличии оболочки в виде пояска треугольной формы. Тангенциальные напряжения здесь стали равны –111 МПа. Показатель напряженного состояния в этом случае улучшился. Но при этом произошло искажение боковой поверхности цилиндра – она приобрела вогнутую форму. Теперь для удаления
а) б)
Рис. 1. Правая половина очага деформации при осадке цилиндрической заготовки 1 без оболочки (а) и при использовании одного из вариантов оболочки треугольной формы поперечного сечения (б), изображена сетка конечных элементов и поле тангенциальных напряжений
Обработка металлов давлением…
оболочки с поверхности не удастся применить прием выпрессовывания. В различных технологиях в этом случае применяются различные приемы, например, прием перевода в стружку материала оболочки токарной обработкой. Естественно, что для получения ровной поверхности придется удалить и часть материала заготовки, что ухудшает показатели выхода годного. Поэтому целесообразно подобрать такие параметры оболочки, которые приведут к получению ровной поверхности раздела оболочки и заготовки.
Далее расчеты выполнили при переменных значениях геометрических параметров: начальной высоте оболочки h 0, начальной высоте равнобедренного треугольника s 0 , начальным высоте и диаметре цилиндра H 0 и D 0 . Из этих размерных величин создан безразмерный параметр s 0 / D 0 . В функции этого параметра в результате решения задачи получали безразмерный параметр D б / D к , где D б – наибольший диаметр цилиндра (по бочке), D к – наименьший диаметр цилиндра (по контактной поверхности). При D б / D к < 1 получали вогнутую боковую поверхность цилиндра, при D б/ D к > 1 получали выпуклую боковую поверхность. Получение значения D б / D к = 1,00 означало достижение положительного эффекта – получение формы поверхности с образующей в виде прямой линии. По результатам расчетов построены зависимости параметра D б / D к от параметров s 0 / D 0 и H 0 / D 0 (рис. 2).
Как видно из графиков рис. 2, достичь значений параметра Dб/Dк относительно легко удается при малых значениях параметра s0/D0, т. е. при использовании относительно тонкостенных оболочек. Однако при s0/D0 < 0,03 эффект влияния оболочки становится настолько мал, что поверхность заготовки остается выпуклой. Кроме того, обращает на себя внимание тот факт, что при необходимости деформации цилиндрических заготовок большой высоты (H0/D0 > 1) велика вероятность получить вогнутую боковую поверхность, особенно если толщина стенки оболочки слишком велика. Полученные уравнения регрессии описываются следующими функциями при величине достоверности аппроксимации R2:
для H 0 / D 0 = 0,5 D б / D к = 0,963· s 0 / D 0–0,013 при R 2 = 0,899;
для H 0 / D 0 = 1,0 D б / D к = 0,931· s 0 / D 0–0,024 при R 2 = 0,918;
для H 0 / D 0 = 2,0 D б / D к = 0,827· s 0 / D 0–0,050 при R 2 = 0,960.
Область определения аргумента здесь 0 < s 0 / D 0 < 0,3, а показатель степени снижается по модулю с увеличением H 0/ D 0. При показателе степени, равном нулю, функция D б / D к превращается в константу. То есть при малых по модулю показателях степени, что характерно для низких цилиндров, зависимость D б / D к = f ( s 0 / D 0 ) становится слабой. Об этом же говорит приближение первого сомножителя к единице. Это соответствует представлениям о том, что процесс бочкообразования характерен для осадки высоких и умеренно высоких заготовок.
Можно отметить, что полученные зависимости описывают деформированное состояние в не очень широкой области парамет-
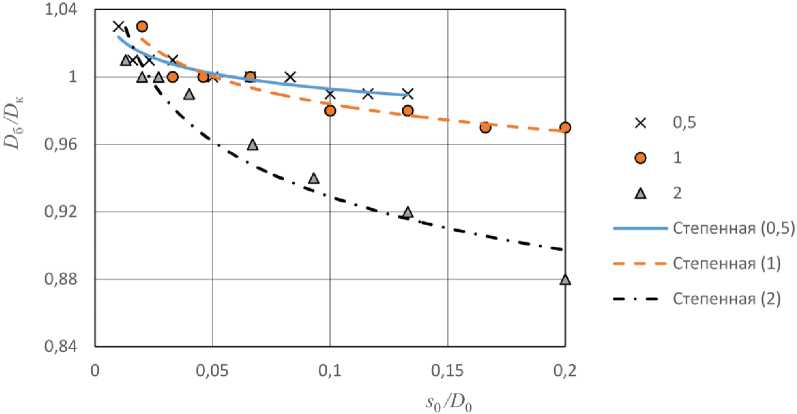
Рис. 2. Зависимость параметра D б / D к от параметров s 0 / D 0 и H 0 / D 0 , точки – расчетные величины, линии – аппроксимирующие зависимости
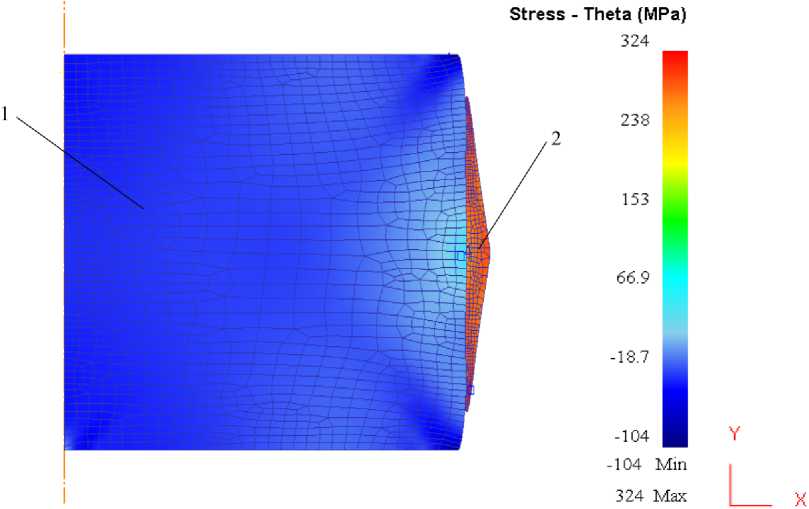
Рис. 3. Приемлемая форма боковой поверхности цилиндра после осадки (правая половина очага деформации), изображена сетка конечных элементов и поле тангенциальных напряжений
ров, так как они получены при одинаковых значениях относительного обжатия и показателя трения и при одинаковом сочетании свойств материалов заготовки и оболочки. Поскольку возможных сочетаний параметров в реальной практике обработки оказывается слишком много, то речь может идти о том, чтобы обращаться к расчетам при условии предварительного выбора хотя бы части параметров.
На рис. 3 показана возможность достижения ровной боковой поверхности цилиндра без вогнутости или выпуклости.
Вывод
В ходе решения задачи осадки биметаллической заготовки в различных вариантах постановки выявлено влияние на форму боковой поверхности таких параметров, как отношение толщины стенки оболочки к диаметру заготовки и отношения высоты заготовки к ее диаметру. Увеличение толщины оболочки может приводить к получению вогнутой боковой поверхности, особенно если отношение высоты заготовки к ее диаметру больше единицы.
Список литературы Сохранение формы границы раздела при кузнечной осадке биметаллической заготовки
- Стругов, С.С. Сравнение методов оценки напряженно-деформированного состояния при осадке цилиндрической заготовки / С.С. Стругов, В.А. Иванов, В.Г. Шеркунов // Вестник ЮУрГУ. Серия «Металлургия». -2016. - Т. 16, № 4. - С. 140-146. DOI: 10.14529/met160416
- Дмитриев, А.М. Напряженно-деформированное состояние при осадке цилиндрической заготовки / А.М. Дмитриев, А.Л. Воронцов // Производство проката. - 2003. - № 10. -С. 2-13.
- Логинов, Ю.Н. Влияние вида кривой упрочнения на локализацию деформации при осадке титановых заготовок /Ю.Н. Логинов, А.А. Ершов // Титан. - 2012. - № 1 (35). -С. 22-28.
- Каменецкий, Б.И. Возможности нового метода повышения пластичности магния при холодной осадке / Б.И. Каменецкий, Ю.Н. Логинов, Н.А. Кругликов //Известия высших учебных заведений. Цветная металлургия. - 2017. - № 1. -С. 53-60. DOI: 10.3103/S1067821217020079
- Воронцов, А.Л. Осадка малопластичных материалов в поясках / А.Л. Воронцов // Кузнечно-штамповочное производство. Обработка материалов давлением. - 2007. -№ 8. - С. 3-8.
- Рохлин Л.Л. Актуальные проблемы металловедения и применения магниевых сплавов /Л.Л. Рохлин //Цветные металлы. - 2006. -№ 5. - С. 62-66.
- Improvement of magnesium alloy edge cracks by multi-cross rolling / C. Zhi, L. Ma, Q. Huang et al. // Journal of Materials Processing Technology. - 2018. - Vol. 255. - P. 333-339. DOI: 10.1016/j.jmatprotec. 2017.12.022
- Каменецкий, Б.И. Методы и устройства для повышения пластичности хрупких материалов при холодной осадке с боковым подпором / Б.И. Каменецкий, Ю.Н. Логинов, А.Ю. Волков // Заготовительные производства в машиностроении. - 2013. - № 9. - С. 15-22.
- Yamashita, M. Punchless drawing of magnesium alloy sheet under cold condition and its computation / M. Yamashita, K. Kuwabara // International Journal of Automation Technology. - 2016. - Vol. 10, iss. 1. - P. 87-93. DOI: 10.20965/ijat.2016.p0087
- Matsumoto, R. Fracture of magnesium alloy in cold forging / R. Matsumoto, T. Kubo, K. Osakada // CIRP Annals – Manufacturing Technology. - 2007. - Vol. 56 (1). - P. 293-296. DOI: 10.1016/j.cirp.2007.05.068
- Могучий, Л.Н. Обработка давлением труднодеформируемых материалов / Л.Н. Могучий. - М. : Машиностроение, 1976. - 272 с.
- Влияние скорости деформации на свойства электротехнической меди / Ю.Н. Логинов, С.Л. Демаков, А.Г. Илларионов, А.А. Попов //Металлы. - 2011. - № 2. - С. 31-39.
- Комкова, Д.А. Структура и текстура магния после низкотемпературной мега-пластической деформации / Д.А. Комкова, A.Ю. Волков // Вектор науки ТГУ. - 2017. -№ 3 (41). - С. 70-75.
- Третьяков, А.В. Механические свойства металлов и сплавов при обработке давлением. Справочник / А.В. Третьяков, B.И. Зюзин. - М. : Металлургия, 1973. - 224 с.
