Сопоставление модернизированного и традиционного способов стерилизации консервов

Автор: Кайченов Александр Вячеславович, Власов Александр Валентинович, Власова Анастасия Ряхимжановна, Гроховский Владимир Александрович, Куранова Людмила Казимировна
Журнал: Вестник Мурманского государственного технического университета @vestnik-mstu
Статья в выпуске: 3 т.16, 2013 года.
Бесплатный доступ
Описаны результаты сопоставления модернизированного и традиционного способов стерилизации консервов. Сравнение способов стерилизации осуществлено с помощью численного моделирования тепловых процессов, проходящих в автоклаве и консервной банке. Процесс стерилизации, проведенный с помощью модернизированного способа, позволяет получить экономию электроэнергии до 30 %.
Автоматика, стерилизация, автоклав, оптимизация
Короткий адрес: https://sciup.org/14294614
IDR: 14294614
Текст научной статьи Сопоставление модернизированного и традиционного способов стерилизации консервов
Ученые и специалисты в области консервного производства непрерывно работают над совершенствованием процесса стерилизации.
Для обеспечения требуемой летальности ( F T z ) и, следовательно, микробиологической безопасности консервов с сохранением высокого качества продукта разработано несколько способов решения этой актуальной задачи, в том числе ступенчатая и высокотемпературная стерилизация.
При ступенчатой стерилизации процесс нагрева ускоряется за счет увеличения температуры стерилизации примерно на 10 °С выше указанной в утвержденной формуле стерилизации, а после достижения максимального значения температуру в автоклаве снижают до заданного уровня.
Формула ступенчатой стерилизации в этом случае имеет следующий вид ( Баранов и др ., 2010):
где а – длительность продувки автоклава (при паровой стерилизации), мин; t 1 – повышенная температура стерилизации, °С; t 2 – обычная температура стерилизации, °С; А – продолжительность подъема температуры до повышенного уровня ( t 1 ), мин; В – продолжительность собственно стерилизации при повышенной температуре t 1 , мин; С – продолжительность снижения температуры от повышенной t 1 до обычной t 2 , мин; D – продолжительность собственно стерилизации при температуре t 2 , мин; E – продолжительность этапа охлаждения консервов, мин ( Баранов и др ., 2010).
Внедрение ступенчатой стерилизации ограничивается тем, что с ростом температуры повышаются требования к точности регулирования. Также увеличивается количество параметров режима стерилизации, что существенно усложняет процесс его разработки по сравнению с традиционной ( Баранов и др ., 2010).
В мировой практике имеется тенденция к применению HTST (High Temperature Short Time) – кратковременной высокотемпературной стерилизации. Высокотемпературную стерилизацию осуществляют при температуре 125-130 °С на протяжении всего процесса. Несмотря на кратковременность, она обеспечивает такой же стерилизующий эффект, как и при традиционном способе стерилизации с большей продолжительностью процесса (на 30-40 %) ( Артюхова и др ., 2001).
Результаты исследований влияния высоких температур на качество продукта неоднозначны. В перспективе, по мере совершенствования технических средств и алгоритмов управления технологическими процессами, высокотемпературная кратковременная стерилизация будет получать все большее распространение как одно из средств смягчения режимов, позволяющих снижать тепловое воздействие на продукт и, следовательно, повышать его пищевую ценность.
Одним из новых перспективных направлений в области консервирования является исследование вариабельных режимов стерилизации ( Абакаров, Филиппович , 2012). Температура стерилизации при таком режиме не имеет фиксированного значения, а может изменяться на протяжении всего процесса. Использование вариабельных режимов позволяет более эффективно решать задачи оптимизации процесса стерилизации ( Abakarov, Nunez , 2012).
Практическое применение вариабельных режимов стерилизации ограничивается тем, что в настоящий момент отсутствуют полномасштабные исследования влияния таких режимов на качество продукции и их микробиологическую безопасность. Форма записи вариабельных режимов стерилизации также остается одним из нерешенных вопросов.
Научно-исследовательская группа кафедры автоматики и вычислительной техники (АиВТ) МГТУ совместно с сотрудниками кафедры технологий пищевых производств (ТПП) ведет разработку и исследование энергоэффективных способов проведения технологических процессов. В 2011 г. разработан модернизированный способ стерилизации консервной продукции, основанный на вычислении фактического стерилизующего эффекта и использовании его в качестве регулируемого параметра в системе автоматического управления процессом стерилизации ( Кайченов и др ., 2011). В настоящее время проводятся исследования разработанного способа стерилизации, направленные на получение математического описания, оптимизацию и моделирование процесса стерилизации определенного вида консервной продукции ( Кайченов и др ., 2012a).
Модернизированный способ стерилизации близок по своей сути к ступенчатому способу стерилизации. В данной работе приводятся результаты моделирования модернизированного и ступенчатого способов стерилизации и сопоставление их с результатами моделирования традиционного способа ведения процесса.
-
2. Объекты и методы исследований
Объектами исследования являются: консервы "Печень трески натуральная" в банке Impress; стерилизационная установка АВК-30М ( Маслов и др ., 2009).
-
3. Результаты исследований
Модернизированный режим стерилизации в воде консервов "Печень трески натуральная" в банке Impress для автоклава АВК-30М имеет вид ступенчатого способа стерилизации (рис. 1). Ступенчатый способ стерилизации является частным случаем модернизированного. "Ступеньки" образуются вследствие наличия технологических ограничений на процесс стерилизации. Сравним традиционный способ стерилизации с другими его вариантами, а также с различными вариантами модернизированного способа по энергозатратам на процесс. Сравнение будем проводить численным моделированием на основе моделей тепловых процессов, полученных для консервов "Печень трески натуральная" и автоклава АВК-30М ( Кайченов и др ., 2012b). Формулы стерилизации оптимизированы по критерию минимальных затрат на управление процессом с учетом ограничений. Расчет энергозатрат на этапах A, B, D формулы стерилизации (рис. 1) проводился с учетом того, что на этапе С происходит естественное охлаждение автоклава. На этапе А и B электроэнергия расходуется на нагрев консервов и компенсацию потерь в окружающую среду. На этапе D энергозатраты связаны в основном с компенсацией теплоотдачи автоклава в окружающую среду. Продолжительности этапов B и D, а также температура стерилизации Т стк1 являются оптимизируемыми параметрами. Оптимизацию проводили методом покоординатного спуска в программе Modern_Optim, разработанной сотрудниками кафедры АиВТ МГТУ.
Исследования работы стерилизационной установки АВК-30М, а также тепловых процессов, проходящих в консервной таре, проводили с помощью методов моделирования объектов с распределенными параметрами. Идентификация параметров моделей объектов исследования осуществлялась с помощью итерационных методов оптимизации.
Результаты моделирования традиционного способа стерилизации при температурах Т стк = 115 ºС и Т стк = 120 ºС, выполненного в программе Modern_Optim представлены на рис. 2 и 3. Сравнение этих двух режимов показывает, что второй ( Т стк = 120 ºС) более эффективен по энергозатратам, но является более жестким, ввиду большего теплового воздействия, оказываемого на продукт ( Т прод. макс. = 117,2 ºС).
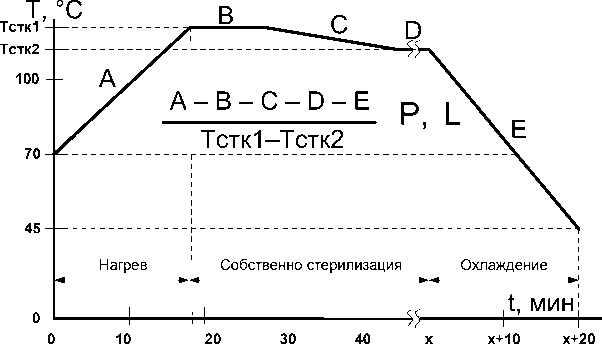
Рис. 1. Модернизированный способ стерилизации. Этапы технологического процесса
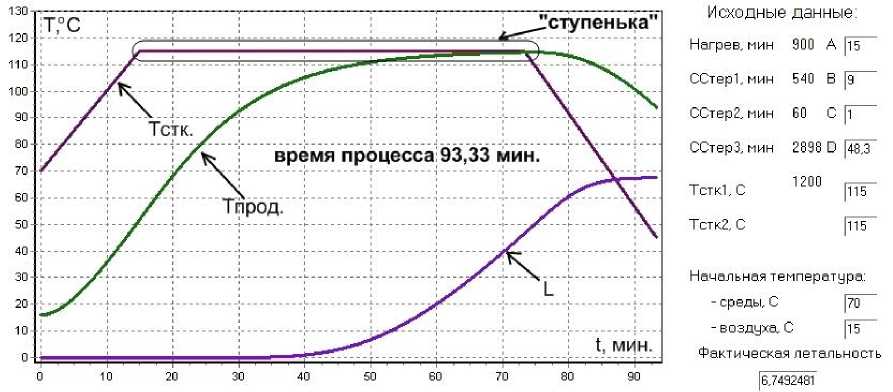
Рис. 2. Результат моделирования традиционного способа стерилизации Т стк = 115 ºС
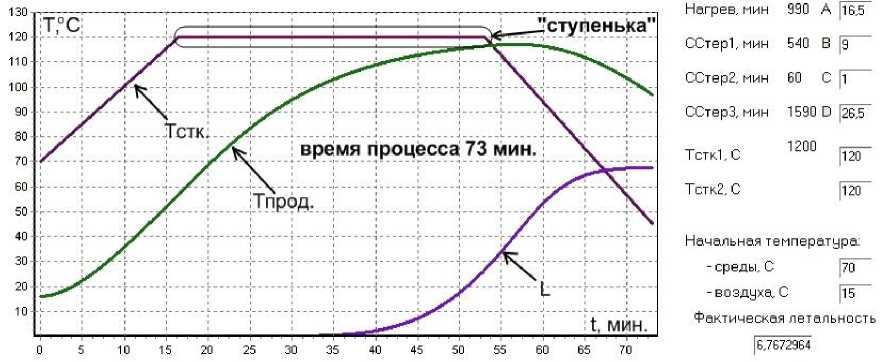
Рис. 3. Результат моделирования традиционного способа стерилизации Т стк = 120 ºС
Модернизированный способ стерилизации может быть реализован и без "ступенек", что существенно отличает его от способа ступенчатой стерилизации. Наиболее энергоэффективным для Тпрод.макс. = 115 ºС оказался режим 122,5-112,5 (рис. 4). Потребляемая электроэнергия сократилась на 30 % по сравнению с энергозатратами на режим стерилизации традиционным способом при Тстк = 115 ºС. Однако, в связи с тем, что температура стерилизационной камеры превышает 120 ºС, для такого режима необходимо дополнительно исследовать влияние температуры продукта в процессе термообработки на показатели качества консервов. При введении ограничения на максимальную температуру стерилизации Тстк.макс. = 120 ºС, энергозатраты на процесс становятся сравнимы с таковыми для режима 120-115 (рис. 5). Табл. 1 и 2 обобщают результаты всех перечисленных способов стерилизации.
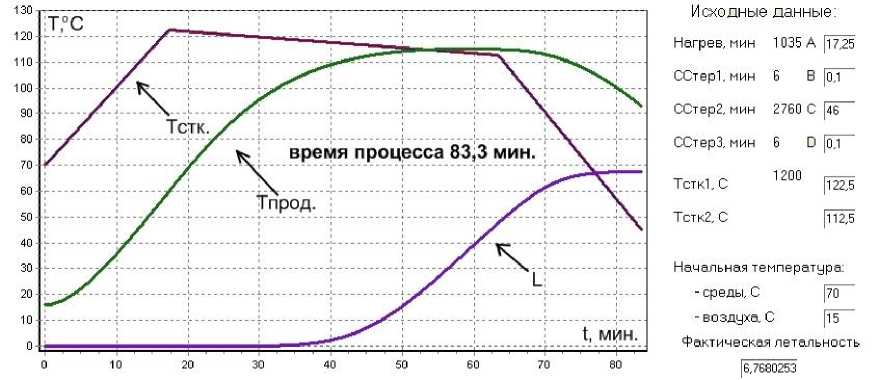
Рис. 4. Результат моделирования модернизированного способа стерилизации Т стк = 122,5-112,5 ºС
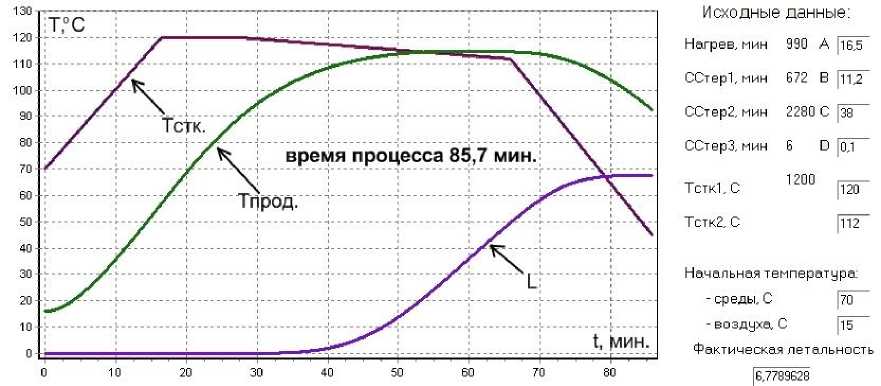
Рис. 5. Результат моделирования модернизированного способа стерилизации Т стк = 120-112 ºС
Фактический стерилизующий эффект для всех исследованных способов стерилизации составляет 6,7 условных минут, что эквивалентно значению F-эффекта в традиционном режиме стерилизации (при 115 ºС).
-
4. Заключение
Сопоставление режимов модернизированного и традиционного способов стерилизации консервов позволило подтвердить одно из главных преимуществ вновь разработанного способа – снижение энергозатрат на процесс. Основным отличием модернизированного способа стерилизации консервов является новый современный подход к реализации самого процесса. F-эффект при таком подходе является основным регулируемым и контролируемым параметром системы управления. Именно такой подход получил патентное подтверждение (патент на способ управления процессом стерилизации консервов, основанный на F-эффекте № 2471387, по заявке на изобретение №201112405/13(035554) от 14.06.2011 г.).
На данном этапе исследований модернизированный способ стерилизации консервов реализован с учетом технологических ограничений и с запасом по F-эффекту. Моделирование разработанного способа стерилизации за пределами ограничений, безусловно, приведет к еще большему повышению эффективности и, практически, не повлечёт снижения качества готовой продукции. Для этого необходимо более тщательное исследование влияния высоких температур на конкретный продукт, а также применение послойного расчета фактической летальности в банке. Микробиологические исследования продукции, изготовленной с применением модернизированного способа стерилизации консервов, будут способствовать реализации автоматической системы регулирования с жестко заданным значением стерилизующего эффекта.
Таблица 1. Основные параметры традиционных режимов стерилизации
|
Способ стерилизации |
Традиционный |
|
|
Формула стерилизации |
15-58,33-20 115 |
16.5-36.5-20 120 |
|
Т °C прод.макс. , |
114,6 |
117,2 |
|
Продолжительность процесса, мин |
93,33 |
73 |
|
F факт., усл. мин |
6,75 |
6,77 |
|
Потребляемая эл/энергия, кВт ч |
3,48 |
3,35 |
|
Примечание |
Значения параметров формулы стерилизации выбраны дробными, в соответствии с технологической инструкцией по стерилизации в воде консервов в автоклаве "АВК-30М", в условиях учебноэкспериментального цеха и лаборатории "Современные технологии производства продуктов из гидробионтов" кафедры "Технологии пищевых производств" МГТУ |
|
Таблица 2. Основные параметры модернизированных режимов стерилизации
|
Способ стерилизации |
Модернизированный |
||
|
Формула стерилизации |
16,5 — 9 16,5-20 -------23-------- 120 115 |
17.25 20 ----46---- 122,5 112,5 |
16.5-11,2 20 ____________7 о___ 120 112 |
|
Т op прод.макс. , |
114,9 |
114,9 |
114,6 |
|
Продолжительность процесса, мин |
85 |
83,3 |
85,7 |
|
F факт., усл. мин |
6,7 |
6,77 |
6,78 |
|
Потребляемая эл/энергия, кВт ч |
2,79 |
2,49 |
2,73 |
|
Примечание |
— |
Параметры B и D в формуле стерилизации равны 0 |
Параметр D в формуле стерилизации равен 0 |
На основе предложенного способа стерилизации возможно получение адаптивной системы автоматического управления, позволяющей самостоятельно производить идентификацию стерилизуемого продукта и осуществлять качественное и эффективное регулирование по фактическому стерилизующему эффекту.
Перспективным направлением исследования модернизированного способа стерилизации является сопоставление его режимов с вариабельными. Практическая реализация вариабельных режимов с возможностью контроля и регулирования F-эффекта позволит вывести производство консервов на более высокий уровень, при котором гарантируется безопасность и стабильно высокое качество продукции при минимизации затрат.
