Сорбционная очистка никелевых растворов от металлов-примесей

Автор: Тимофеев Константин Леонидович, Краюхин Сергей Александрович, Мальцев Геннадий Иванович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургия техногенных и вторичных ресурсов
Статья в выпуске: 1 т.16, 2016 года.
Бесплатный доступ
Рассмотрена возможность сорбционной очистки никелевых растворов от цинка, меди, железа в производстве никеля сернокислого реактивного марки «ч» на смолах с функциональными группами: аминодиуксусная (Lewatit TP207); бис-2,4,4-триметилпентил-фосфиновая кислота (Lewatit TP272); аминофосфоновая (Purolite S940). Определены величины статической (СОЕ) и динамической (ДОЕ) обменной емкости исследованных сорбентов по металлам-примесям в технологических растворах состава, г/дм3: 147,6 Ni; 2,02 Zn; 0,36 Cu; 0,17 Fe; 9,8 H2SO4, и модельных бинарных растворах «никель - металл» состава, г/дм3: 75,9-88,6 Ni; 7,1 Zn; 0,52 Cu; 0,34 Fe; 4,7 H2SO4. В статическом режиме при увеличении соотношения объемов сорбента и раствора (Т : Ж) степень извлечения металлов возрастает. При Т : Ж = 0,1 из технологических растворов наиболее полно извлекаются на смолах, %: Cu > 60 (TP207); Fe(III) ≈ 50 (S940), при совместной сорбции других металлов не более 8-14 % от исходного содержания. Изотермы сорбции металлов-примесей из модельных растворов согласно значениям коэффициентов корреляции (R2 > 0,95) удовлетворительно описываются моделями Ленгмюра и Фрейндлиха. Использование сорбционной технологии не позволяет производить достаточную очистку растворов от металлов-примесей, что устраняется применением ступенчатой экстракции на Д2ЭГФК и Versatic 10.
Сорбция, изотерма, экстракция, никель, цинк, медь, железо
Короткий адрес: https://sciup.org/147156994
IDR: 147156994 | УДК: 66.08 | DOI: 10.14529/met160123
Sorption purification of nickel solutions of metal impurities
The paper discusses the possibility of sorption purification of nickel solutions of zinc, copper and iron in the production of nickel sulphate reagent of “Fine chemicals” grade with resins having functional groups, such as aminodiacetic (Lewatit TP207); bis-2,4,4-trimethylpentyl-phosphinic acid (Lewatit TP272); aminophosphonate (Purolite S940). The values of static (SOY) and dynamic (DOE) exchange capacity of investigated sorbents for impurity metals in technological solutions of the composition (g/dm3) are defined: 147.6 Ni; 2.02 Zn; 0.36 Cu; 0.17 Fe; 9.8 H2SO4, and model binary “nickel-metal” solutions (g/dm3): 75.9-88.6 Ni; 7.1 Zn; 0.52 Cu; 0.34 Fe; 4.7 H2SO4. In the static mode the increase of the ratio of volumes of the sorbent and the solution (sol/liq) leads to the increase of the metal extraction degree. When sol/liq = 0.1, the metals most completely extracted from technological solutions in resins are, in %: Cu, > 60 (TP207) and Fe (III), ≈ 50 (S940), while simultaneous sorption of other metals does not exceed 8-14 % of the original content. Sorption isotherms of metal impurities from model solutions according to values of correlation coefficients (R2 > 0.95) are satisfactorily described by Langmuir and Freundlich models. The use of the sorption technology does not allow to perform sufficient purification of solutions from impurity metals, which is made by the use of step extraction with D2EHPA and Versatic 10.
Текст научной статьи Сорбционная очистка никелевых растворов от металлов-примесей
При электролитическом рафинировании меди применяют электролит, содержащий 30–45 г/дм3 меди в виде сульфата и около 200 г/дм3 свободной серной кислоты. Помимо этого, в электролите присутствуют примеси NiSO 4 , FeSO 4 , As 2 O 3 , ZnSO 4 , CaSO 4 и др. В связи с накоплением этих примесей и переходом в раствор меди часть электролита выводят из процесса и утилизируют его переработкой на медный купорос [1]. После нейтрализации серной кислоты медьсодержащими материалами раствор поступает на выпаривание и охлаждение в кристаллизаторах для выделения медного купороса. Маточный раствор направляют на извлечение никелевого купороса [2].
В производстве никеля сернокислого на ОАО «Уралэлектромедь» [3] при очистке технологических растворов от меди, железа, цинка используют сепарированный мел [4]. При этом потери металла с некондиционными никельсодержащими солями составляют свыше 12 %, что снижает извлечение никеля в товарный продукт. Кроме того, использование меловой очистки не позволяет получать продукт марок выше «ч» (ГОСТ 4465 74), что, как правило, не устраивает потребителей – производителей никелевых аккумуляторов) (табл. 1).
Для исключения потери никеля и повышения комплексности использования сырья и качества готового продукта исследована возможность использования сорбционной технологии для очистки никельсодержащих растворов от металлов-примесей.
Методика исследований
В качестве объектов исследований использовали слабокислотные катиониты и твердый экст-
Таблица 1
Качество никеля сернокислого
|
Наименование |
Содержание, %, ppm |
||||
|
Ni, % |
Zn |
Cu |
Ca |
Mg |
|
|
Никель сернокислый марки «ч» АО «Уралэлектромедь» |
21,2–22,2 |
40 |
10 |
300 |
800 |
|
Требования потребителя |
≥ 22 |
< 10 |
< 5 |
< 5 |
< 50 |
|
ГОСТ 4465–74 |
≥ 20,3 |
≥ 100 |
≥ 20 |
Сумма щелочных металлов не более 0,2 % |
|
Металлургия техногенных и вторичных ресурсов
Таблица 2
Основные физико-химические свойства исследованных смол и экстрагентов
|
Наименование |
Purolite S940 |
Lewatit TP207 |
Lewatit TP272 |
|
Тип катионита |
Слабокислотный катионит |
ТВЭКС |
|
|
Функциональная группа |
Аминофосфоновая H 2 NO 2 P |
Амино-диуксусная CH 6 NO 3 P |
Бис-(2,4,4) триметил-пентилфосфиновая C 16 H 35 O 2 P |
|
Матрица |
Сшитый полимер |
||
|
Гранулы, мм |
0,30–0,85 |
0,4–0,5 |
0,3–1,6 |
Таблица 3
Состав модельных двухкомпонентных растворов
Функциональные группы смол:
Purolite S940
I nh2
Lewatit TP207
Lewatit TP272
Иониты переведены в H+-форму в статических условиях – выдержаны в течение 72 ч при перемешивании в растворе 5 % H 2 SO 4 при соотношении объемов жидкой и твердой фаз Ж : Т = 100 с последующей отмывкой водой до рН 5–6. Из-за малого насыпного веса смолы ТР272 происходило ее всплывание на поверхность раствора. Для обеспечения контакта ионита с раствором, смолу поместили в хлопчатобумажные пористые утяжеленные мешочки.
Концентрацию элементов в исходных и равновесных растворах определяли атомно-абсорбционным методом на приборе АА-7000 Shimadzu (Япония) [5]. Навески смол взвешивали на аналитических весах ВЛР-200.
Построение кривых сорбции из растворов статическим методом с определением статической обменной емкости (СОЕ) осуществляли по опытным данным, полученным при температуре 22–24 °С методом переменных объемов при соотношении Ж : Т= 10–200. Общая продолжительность контакта смолы с раствором при перемешивании составила двое суток.
Степень извлечения (α) – безразмерная величина, показывающая, какая доля исходного количества элемента находится в фазе сорбенте:
α = g c / g о , где g с и g о – абсолютные массовые количества (г, моль) извлекаемого элемента в фазе смолы и в объеме исходного раствора, соответственно. Степень извлечения элемента обычно выражается в процентах.
Изотермы сорбции описывали по моделям Ленгмюра и Фрейндлиха [6]. Константы Kads и Qs определяли решением уравнения Ленгмюра в координатах «1/ Q р – 1/ C р»:
Постоянные Ks и n определены аналогично с помощью графического решения уравнения Фрейндлиха в координатах «lg Q р – lg C р»:
lg Q р = lg Ks + n .lg Cр .
При проведении сорбции в динамическом режиме исходный раствор из напорной емкости подавали на сорбционные колонки, содержащие 40 см3 ионитов, снизу вверх с постоянной часовой скоростью 1,5 удельных объема на объем ионита, контролируя химический состав очищенного раствора через 0,5–3,75 удельных объемов.
Насыщенные смолы регенерировали раствором 20 % H 2 SO 4 без нагрева при Ж : Т=5 на протяжении 24 ч. Расчет степени извлечения ионов металлов вели по результатам, полученным при сорбции и десорбции.
За критерий качества очищенного раствора (проскок ионов меди, железа, цинка) принято требование к содержанию данных примесей не более, г/дм3: 0,02 медь; 0,015 железо; 0,09 цинк [4].
Результаты исследования и их обсуждение
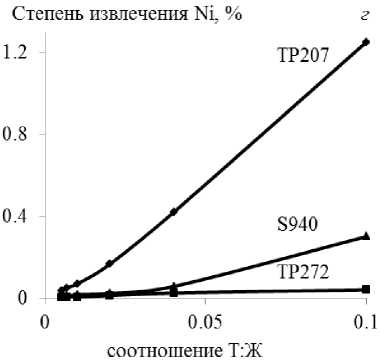
При сорбции металлов-примесей из технологического раствора на смолах извлечение элементов пропорционально возрастает с увеличением отношения Т:Ж в интервале 0,01–0,1, достигая максимума при 0,1 (рис. 1).
Наибольшее извлечение меди (~ 64 %) выявлено на Lewatit TP207 и железа(III) (~ 49 %) на Purolite S955 при относительно невысокой совместной сорбции Zn и Fe (~ 8–12 %), Zn и Cu (~ 14 %), соответственно.
Максимальное извлечение никеля из технологического раствора (~ 1 %) установлено для смолы Lewatit TP207.
Влияние конкурирующих элементов при протекании сорбционных процессов исследовано на модельных двухкомпонентных растворах «Ni–Ме» (табл. 4).
Результаты сорбции металлов из модельных растворов подтвердили селективность смолы TP207 к ионам меди, а S940 – к ионам железа(III). Для данных смол степени извлечения меди и железа из двухкомпонентных растворов выше, чем из многокомпонентных. В бинарном растворе «Ni–Fe3+» все иониты показали высокие (> 90 %) степени извлечения железа(III).
Значения степени извлечения металлов из модельных растворов уменьшаются в интервалах (%) и рядах сорбентов:
медь (94,2–4,2) ТР207 > S940 > ТР272;
железо (III) (99,4–92,7) S940 > ТР207 > ТР272;
цинк (23,8–11,3) в ряду: S940 > ТР207 > ТР272.
Совместная сорбция цинка из бинарных систем не превышает 5 и 10 % при значениях Т : Ж, равных 0,2 и 0,4, соответственно.
Для бинарных растворов показано, что значительная доля статической емкости ионитов TP207 (55,6–95,7 %) и S940 (63,7–95,3 %) приходится на
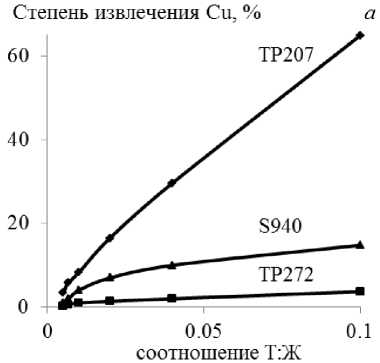
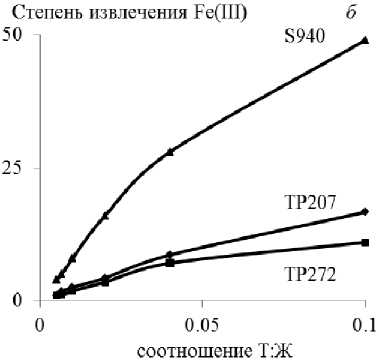
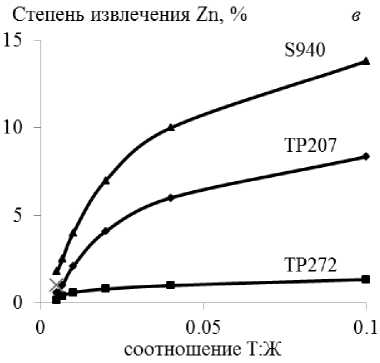
Рис. 1. Зависимость извлечения ионов меди ( а ), железа(III) ( б ), цинка (в ), никеля ( г ) из технологического раствора от величины соотношения Т : Ж
Металлургия техногенных и вторичных ресурсов
Таблица 4
Показатели статической сорбции ионов из модельных растворов
Для описания равновесия ионообменных реакций на исследуемых сорбентах вывели уравне- ния изотермы и определили константы обмена. На примере ионов цинка представлены изотермы сорбции из модельного раствора «Ni–Zn» при соотношении Т : Ж = 0,01–0,2, а также результаты графического решения изотерм по моделям Ленгмюра и Фрейндлиха (рис. 2).
Модель изотермы Ленгмюра основана на том,
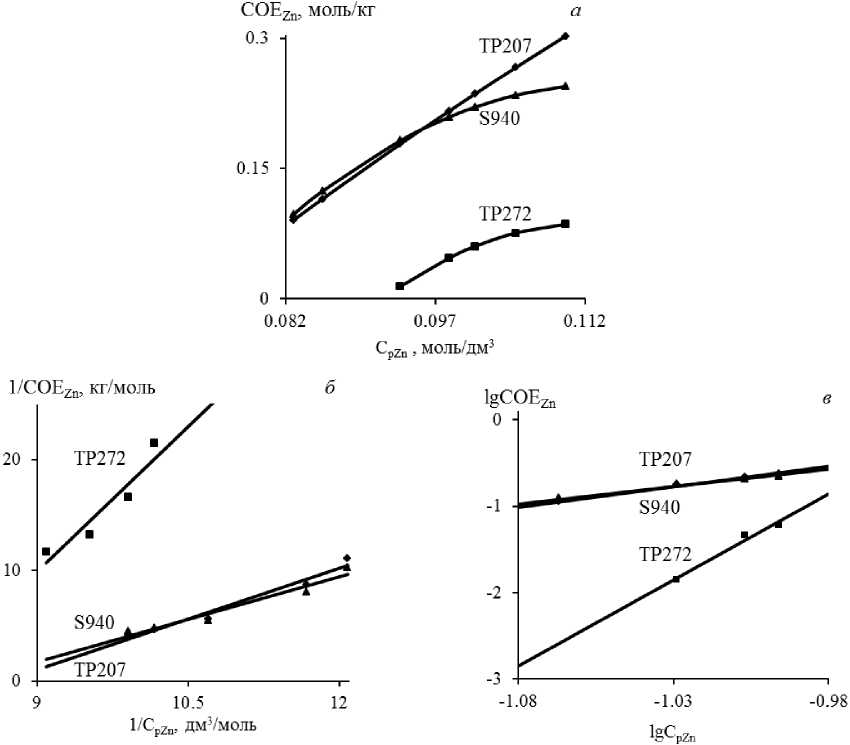
Рис. 2. Изотермы сорбции ионов цинка ( а ) и графическое решение изотерм по моделям Ленгмюра ( б ) и Фрейндлиха ( в )
что на поверхности катионита образуется мономо-лекулярный сорбционный слой и все активные места обладают равной энергией и энтальпией сорбции [7]. Модель Фрейндлиха используется для описания сорбции на гетерогенной поверхности, когда изначально заполняются активные сорбционные положения с наименьшей энергией, что сопровождается непрерывным изменением энергии сорбции [8].
Из данных рис. 2, a видно, что на начальных участках изотермы сорбции величина сорбируемости цинка практически пропорциональна равновесной концентрации ионов в растворе (участок Генри), то есть при малом содержании металла в растворе наблюдается количественная сорбция. При высоких равновесных концентрациях ионов в растворе изотермы сорбции постепенно выходят на насыщение, а концентрация металла в фазе смолы после непрерывного возрастания стабилизируется. Вид изотерм показывает, что кривые сорбции цинка на ТР207 и S940 идут выше, чем на ТР272. Следовательно, сродство первых двух смол к ионам цинка выше, чем у третьего сорбента.
Для определения значений констант, входящих в уравнения изотерм Ленгмюра и Фрейндлиха, использованы линейные формы уравнений данных моделей: «1/СОЕ – 1/ Ср » и «lgСОЕ – lg Ср », соответственно (рис. 2, б , в ). Значения параметров, входящих в уравнения моделей, а также коэффициенты корреляции ( R 2) представлены в табл. 5.
Количественной мерой сродства сорбированных ионов к поверхности катионитов служит величина Ks , входящая в уравнение изотермы Фрейндлиха. Значения величины Ks подтверждают наибольшее сродство ионов меди и цинка к смоле ТР272, занимающих 27,0–58,9 % емкости ионита при сорбции из бинарных никелевых растворов (см. табл. 3). Однако на степень извлечения металлов оказывает влияние и величина СОЕ, которая оказалась наименьшей для ТР272 среди исследованных катионитов.
Значения коэффициентов корреляции (R2) показывают, что сорбция исследованных ионов ме- таллов наилучшим образом описывается моделью Фрейндлиха. Модель Ленгмюра дает меньшие значения R2 для всех смол. Это дополнительно указывает на то, что в структуре ионитов немного активных центров с одинаковой энергией, то есть они не удовлетворяют граничным условиям применимости модели Ленгмюра с мономолекуляр-ным покрытием, что может служить косвенным подтверждением применимости модели Фрейндлиха. Согласно этой модели адсорбция происходит на гетерогенной поверхности, и активные центры обладают разными величинами энергии адсорбции, которая непрерывно изменяется на протяжении всего процесса.
Закономерности статической сорбции были также изучены в динамических условиях. Наименее эффективно процесс сорбции меди, железа и цинка протекал на ионите Lewatit TP272. Содержание всех примесей в очищенном растворе сразу превышало требования ГОСТ 4465–74. Суммарная полная динамическая емкость смолы (ПДОЕ, мг/см3) по Cu, Fe, Zn составила 2,64. Выходные кривые сорбции примесей на ионитах Lewatit TP207 и Purolite S940 представлены на рис. 3.
В динамическом режиме смола TP207 подтвердила свою высокую селективность к меди: динамическая обменная емкость (до «проскока») составила 2,09 мг/см3, величина фильтроцикла – 10,5 удельных объемов очищенного раствора никеля. Максимальную ДОЕ по железу(III) показал ионит S940 – 0,24 мг/ см3 при V ж/ V т = 1,5. По цинку «проскок» наблюдался в течение всего процесса сорбции.
По результатам сорбции и десорбции была рассчитана ПДОЕ ионитов по никелю и примесям (табл. 6).
Значительная доля емкости смол TP207 и S940 приходится на ионы никеля (80,65–83,65 %) при минимальном содержании железа(III) (2,10–2,65 %) в фазе сорбента. Соотношение величин емкости медь/цинк находится в обратной зависимости для TP207 (12,8/3,9) и S940 (2,45/11,8).
Таблица 5
Параметры сорбции металлов-примесей в бинарных системах
|
Система |
Сорбат |
Сорбтив |
Ленгмюр |
Фрейндлих |
||||
|
Qs , моль/кг |
Kads |
R 2 |
lg Ks |
n |
R2 |
|||
|
«Ni–Zn» |
Zn |
TP207 TP272 S940 |
0,353 |
5,62 |
0,966 |
4,17 |
4,80 |
0,991 |
|
0,107 |
13,76 |
0,898 |
18,67 |
19,93 |
0,972 |
|||
|
0,174 |
34,64 |
0,949 |
3,44 |
4,09 |
0,975 |
|||
|
«Ni–Cu» |
Cu |
TP207 TP272 S940 |
0,353 |
123,4 |
0,998 |
0,81 |
0,74 |
0,999 |
|
0,107 |
8,19 |
0,943 |
13,88 |
7,47 |
0,966 |
|||
|
0,174 |
18,03 |
0,946 |
5,75 |
3,31 |
0,968 |
|||
|
«Ni–Fe (III)» |
Fe(III) |
TP207 TP272 S940 |
0,353 |
100,3 |
0,993 |
0,58 |
0,70 |
0,999 |
|
0,107 |
296,6 |
0,995 |
0,02 |
0,54 |
0,998 |
|||
|
0,174 |
494,1 |
0,993 |
0,05 |
0,45 |
0,998 |
|||
Металлургия техногенных и вторичных ресурсов
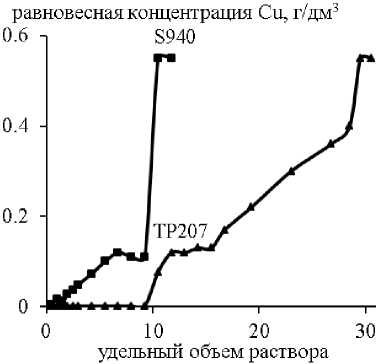

Рис. 3. Зависимость равновесной концентрации ионов примесей от удельного объема ( V ж / V т ) очищенного раствора никеля на смолах S940 и ТР207

Полная динамическая обменная емкость ионитов
Таблица 6
|
Ионит |
ПДОЕ Me , мг/см3/( ПДОЕ Me /∑ ПДОЕ), % |
∑ ПДОЕ, (мг/см3)/% |
|||
|
Сu |
Fe (III) |
Zn |
Ni |
||
|
TP207 |
9,235/12,8 |
1,91/2,65 |
2,81/3,90 |
58,04/80,65 |
71,995/100 |
|
S940 |
1,478/2,45 |
1,283*/2,1 |
7,105/11,8 |
50,4/83,65 |
60,266/100 |
По результатам сорбции.
Таким образом, при сорбции из раствора сульфата никеля в динамическом режиме содержание ионов цинка в очищенном растворе сразу превысило требования «проскока» (0,09 г/дм3), а фильтроцикл по меди оказался незначительным (10,5 удельных объемов), что очевидно объясняется кинетическими ограничениями процесса ионного обмена на смолах.
Указанные причины обусловили прекращения испытаний сорбционной технологии извлечения примесей на ионитах Purolite S-940, Lewatit TP207 и Lewatit TP272 и проведение исследований экстракционной технологии.
Для извлечения примесей был использован известный фосфорорганический экстрагент Д2ЭГФК (ди-2-этилгексилфосфорной кислоты), а для извлечения никеля из очищенного раствора – Versatic 10 (разветвленная третичная C10 карбоновая кислота) [9, 10].
При лабораторных испытаниях 10 % Д2ЭГФК (соотношение О : В = 1 : 1) и 35 % Versatic 10 (О : В = 5 : 1) в разбавителе (керосин), получен очищенный раствор, из которого при выпарке-кристаллизации никеля сернокислого выделен продукт высокой чистоты маркой выше «х.ч.» (табл. 7), что обуславливает актуальность проведения дальнейших укрупненных и опытно-промышленных испытаний экстракции.
Таблица 7
Химический состав очищенного раствора после экстракции и полученного сульфата никеля
|
Наименование |
Содержание |
||||
|
Ni |
Zn |
Cu |
Ca |
Mg |
|
|
Очищенный раствор, г/дм3 |
120 |
0,005 |
0,007 |
0,005 |
0,006 |
|
Сульфат никеля |
22,3 % |
< 5 ppm |
< 10 ppm |
||
Заключение
-
1. При сорбции металлов-примесей (цинк, медь, железо) из технологического никельсодержащего раствора на смолах Lewatit TP207 и ТР272, Purolite S940 извлечение элементов пропорционально возрастает с увеличением отношения твердой и жидкой фаз (Т : Ж) в интервале 0,01–0,4.
-
2. Наибольшее извлечение меди (~ 64 %) и никеля (~ 1 %) выявлено на Lewatit TP207, железа (III) (~ 49 %) – на Purolite S955, при относительно невысокой совместной сорбции Zn и Fe (~ 8–12 %), Zn и Cu (~ 14 %), соответственно.
-
3. Значения степени извлечения металлов-примесей из модельных бинарных растворов «никель – металл» уменьшаются в интервалах (%) и рядах сорбентов:
-
4. На основании значений коэффициента корреляции ( R 2) показано, что выделение исследованных ионов металлов-примесей наилучшим образом описывается моделью Фрейндлиха, когда взаимодействие происходит на гетерогенной поверхности, и активные центры ионообменных смол обладают разными величинами энергии адсорбции, которая непрерывно изменяется на протяжении всего процесса.
-
5. При испытаниях процесса сорбции в динамических условиях установлено, что концентрация цинка в очищенном растворе не уменьшается ниже «проскока» (0,09 г/дм3), а фильтроцикл ионитов по меди и железу сравнительно мал – 10,5 и 1,5 удельных объемов соответственно при динамической обменной емкости 2,09 г/дм3 и 0,24 г/дм3.
-
6. Лабораторными испытаниями по очистке никелевого раствора с использованием экстракции на реагентах Д2ЭГФК и Versatic 10 установлена возможность глубокого извлечения примесей с получением готового продукта качества выше марки «х.ч» по ГОСТ 4465–74.
медь (94,2–4,2) ТР207 > S940 > ТР272;
железо(III) (99,4–92,7) S940 > ТР207 > ТР272;
цинк (23,8–11,3) в ряду: S940 > ТР207 > ТР272.
Список литературы Сорбционная очистка никелевых растворов от металлов-примесей
- Шульга, Е.В. Производство медного купороса, как способ стабилизации работы переделов электрорафинирования меди и никеля/Е.В. Шульга, А.И. Юрьев, А.И. Девочкин//Цветные металлы. -2013. -№ 6. -С. 68-73.
- Сидоренко, А.Ю. Получение сернокислого никеля из отработанных электролитов медной промышленности/А.Ю. Сидоренко, Г.Г. Михайлов, Г.П. Животовская//Вестник ЮУрГУ. Серия «Металлургия». -2006. -№ 10 (65). -С. 104-109.
- ГОСТ 4465-74. Никель (II) сернокислый 7-водный. Технические условия. -М.: ИПК Издательство стандартов, 2004. -11 с.
- ТИ 00194429-0400-15-2013. Производство никеля сернокислого. Технологическая инструкция. -Верхняя Пышма: ОАО «Уралэлектромедь», 2013. -48 с.
- ГОСТ Р 54920-2012. Концентраты цинковые. Атомно-абсорбционный метод определения меди, свинца, кадмия, кобальта, железа, калия, натрия, золота, серебра, индия, кальция и магния. -М.: Стандартинформ, 2014. -29 с.
- Солдатов, В.С. Ионообменные равновесия в многокомпонентных системах/В.С. Солдатов, В.А. Бычков. -Минск: Наука и техника, 1988. -359 с.
- Воюцкий, С.С. Курс коллоидной химии/С.С. Воюцкий. -М.: Химия, 1976. -512 с.
- Adamczuk, А. Equilibrium, thermodynamic and kinetic studies on removal of chromium, copper, zinc and arsenic from aqueous solutions onto fly ash coated by chitosan/A. Adamczuk, D. Kołodyńska//Chemical Engineering Journal. -2015. -Vol. 274. -P. 200-212.
- Gharabaghi, М. Separation of nickel and zinc ions in a synthetic acidic solution by solvent extraction using D2EHPA and Cyanex 272/М. Gharabaghi, M. Irannajad, A. Azadmehr//Physicochemical Problems of Mineral Processing. -2013. -№ 49 (1). -Р. 233-242.
- Пат. 2203969 Российская Федерация. Способ селективной экстракции ионов меди, кобальта и никеля из водных растворов/Л.А. Воропанова, Ю.Е. Крутских, В.Н. Титухина. -Заявл. 14.05.2001; опубл. 10.05.2003.
